Россия, Мичуринск


СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока

Был в сети 16.04.2024 08:54

Татаров Николай Александрович
Мастер производственного обучения
25 лет
Местоположение
Специализация
Организация практической работы
Категория:
Прочее
16.04.2024 08:40

Просмотр содержимого документа
«Организация практической работы»
Организация практической работы:
Тема: Возбуждение сварочной дуги. Положение и перемещение электрода при сварке.
Цели урока:
обучающая: научить возбуждать сварочную дугу и перемещать электрод при сварке; формировать профессиональные и общие компетенции: ПК 1.1. Читать чертежи средней сложности и сложных сварных металлоконструкций; ПК 1.2. Использовать конструкторскую, нормативно-техническую и производственно-технологическую документацию по сварке; ПК 1.4. Подготавливать и проверять сварочные материалы для различных способов сварки; ОК.1 Понимать сущность и социальную значимость будущей профессии, проявлять к ней устойчивый интерес; ОК.2 Организовывать собственную деятельность, исходя из цели и способов ее достижения, определенных руководителем; ОК.3 Анализировать рабочую ситуацию, осуществлять текущий и итоговый контроль, оценку и коррекцию собственной деятельности, нести ответственность за результаты своей работы; ОК.4 Осуществлять поиск информации, необходимой для эффективного выполнения профессиональных задач; ОК.5 Использовать информационно-коммуникационные технологии в профессиональной деятельности; ОК.6 Работать в команде, эффективно общаться с коллегами, руководством.
развивающая: развивать профессиональные интересы и способности к анализу и обобщению, самоконтролю, самооценке; анализировать учебно-производственные работы с целью достижения лучших результатов
воспитательная: формировать культуру отношений в процессе учебного труда, воспитание бережливости и аккуратности при выполнении работ.
Тип урока: Урок формирования и совершенствования трудовых умений и навыков.
Метод урока: Объяснительно-иллюстративный.
Материально – дидактическое обеспечение урока:
- презентация;
- план урока;
- конспект урока;
- тестовое задание, эталон;
Материально – техническое обеспечение урока:
- тренажер сварщика МТДС 05
- ноутбуки
Ход урока
I. Организационная часть (5мин)
Приветствие, рапорт дежурного
Проверка внешнего вида и санитарного состояния спецодежды.
Организация внимания и готовности обучающихся к уроку
Добрый день уважаемые гости, преподаватели, студенты. Рад приветствовать вас на уроке. Давайте пожелаем друг другу и нашим гостям хорошего настроения и поприветствуем всех улыбкой. Желаю вам удачи и прекрасных результатов!
II. Вводный инструктаж (40 мин.)
1. Актуализация знаний, повторение изученного ранее материала – компьютерное тестирование (5 мин.)
2. Сообщение темы и цели урока (3 мин.)
Слайд 1
Тема, которую мы сегодня рассмотрим на уроке учебной практики, является одной из основных в курсе, т.к. для успешного усвоения процессов, происходящих при электродуговой сварке, необходимо уметь зажигать дугу, суметь ее удержать при сварке в нужном положении.
Сегодня на уроке мы с вами будем отрабатывать навыки зажигания сварочной дуги и перемещать электрод при сварке. Данное задание позволит вам реализовывать себя в будущей профессиональной деятельности и как минимум получить отличные оценки за выполненную работу.
Слайд 2
Возбуждение электрической дуги возможно осуществить двумя способами:
• Быстрым прикосновением электрода к изделию «ВПРИТЫК» и медленным подъемом электрода на расстояние 5-6 мм от изделия.
• Способом «СПИЧКОЙ», когда концом электрода быстро чиркают о поверхность изделия и медленно поднимают электрод на расстояние 5-6 мм от изделия.
Слайд 3-6
В процессе сварки электроду сообщаются следующие движения:
• поступательное по оси электрода в сторону сварочной ванны, при этом для сохранения постоянства длины дуги скорость движения должна соответствовать скорости плавления электрода;
• перемещение вдоль линии свариваемого шва, которое называют скоростью сварки; скорость этого движения устанавливается в зависимости от тока, диаметра электрода, скорости его плавления, вида шва и других факторов;
• перемещение электрода поперек шва для получения шва шире, чем ниточный валик, так называемого уширенного валика.
Слайд 7
Поперечные колебания электрода по определенной траектории, совершаемые с постоянной частотой и амплитудой и совмещенные с перемещением вдоль шва, позволяют получить сварной шов требуемой ширины. Поперечные колебательные движения конца электрода определяются формой разделки, размерами и положением шва, свойствами свариваемого материала, навыком сварщика. Широкие швы получают с помощью поперечных колебаний, изображенных на рисунке.
Для выполнения уширенного валика необходимо установить электрод в вертикальное положение. При этом следует иметь в виду, что поперечные колебания совершаются электрододержателем, положение электрода в любой точке шва строго параллельно его первоначальному положению. Угол наклона электрода в вертикальной и горизонтальной плоскости не должен изменяться при колебательных движениях по поверхности шва.
Колебания электрода должны производиться с амплитудой, не превышающей три диаметра используемого электрода.
Слайд 8
Наплавка валиков должна производиться при короткой дуге, в верхней части траектории колебаний электрода, дугу следует растягивать, но нельзя допускать ее обрыва в данной области. Необходимо использовать возвратно-поступательные перемещения электрода.
Слайд 9-10
Сварка осуществляется в направлении как слева направо, так и справа налево, от себя и на себя.
2.3 Демонстрация мастером п/о приёмов зажигания и поддержание горения дуги
Мастер демонстрирует правильность выполнения практической работы:
1. Надеть защитную маску.
2. Выбрать упражнение
3. Включить вентиляцию.
4. Возбудить сварочную дугу обоими способами и удерживать ее в течение 15 секунд.
5. Регулировать длину сварочной дуги от короткой до длинной.
6. Колебательные движения электродом
2.4 Провести инструктаж по технике безопасности;
Перед выполнением практической работы знакомит с мерами безопасности при работе.

2.5 Закрепление материла
Повтор одним из обучающихся приёмов выбора режимов сварки, зажигание дуги и поддержание ее горения перед группой, убедится в правильности выполнения приемов.
2.6 Расстановка обучающихся по рабочим местам. Выдача задания
III. Текущий инструктаж, самостоятельная работа: (2 часа 00 мин.)
Учебные упражнения
Задание 1.1 Запустите тренировочный сеанс. Зажгите дугу способом «ВПРИТЫК». Повторяйте зажигание дуги этим способами пока навык не станет устойчивым (зажиганию дуги с первого касания электродом изделия).
Задание 1.2 Запустите тренировочный сеанс. Зажгите дугу способом «СПИЧКОЙ» Повторяйте зажигание дуги этим способами пока навык не станет устойчивым (зажиганию дуги с первого касания электродом изделия).
Задание 1.3 Регулировать длину сварочной дуги от короткой до длинной.
Задание 1.4 Запустить тренировочный сеанс. Отработка приемов перемещения плавящимся электродом.
1 обход: Проверить содержание рабочих мест, их организацию;
2 обход: Обратить внимание на правильность выполнения приемов зажигания дуги и поддержание ее горения;
3 обход: Проверить правильность ведения промежуточного самоконтроля; соблюдение технических условий работы.
IV. Заключительный инструктаж: (15минут)
1. Подвести итоги за день, дать анализ работы каждого обучающегося;
2. Сообщить оценки, с обоснованием выставленных оценок;
3. Продемонстрировать лучшие работы, отметить, кто из учащихся добился отличного качества в работе;
4. Разобрать и дать анализ наиболее характерным недочетам в работе обучающихся, указать пути и методы их устранения;
5. Подвести итоги занятия в целом;
6. Рефлексия.
Ваше отношение к работе на тренажерах?
Как оцениваете свою деятельность на уроке?
7. Сообщить домашнее задание: повторить пройденный материал с учетом сделанных ошибок, учебник Овчинников В.В. «Технология ручной дуговой и плазменной сварки и резки металлов», гл.2,п 2.1
2-ой этап урока. Изучение нового материала
Тема «Сварочная дуга. Способы зажигания дуги»
КОНСПЕКТ УРОКА
Сварочная дуга - разряд электрического тока в газовой среде. Электрические заряды в сварочной дуге переносятся заряженными частицами — электронами, а также положительно и отрицательно заряженными ионами.
Процесс, при котором в газе образуются положительные и отрицательные ионы, называется ионизацией, а такой газ — ионизированным.
Способы зажигания дуги:
Касанием, «впритык».
Дугу зажигают касанием электрода о поверхность свариваемого изделия и отводом его перпендикулярно вверх.
«Чирканием», «спичкой».
Электродом как спичкой чиркают по поверхности свариваемого изделия.
Технология зажигания дуги.
Зажигание дуги при сварке плавящимся электродом начинается с короткого замыкания электрода с основным металлом. Из-за шероховатости поверхности электродов касание при коротком замыкании происходит отдельными выступающими участками, которые мгновенно расплавляются под действием выделяющейся теплоты, образуя жидкую перемычку между основным металлом и электродом. При отводе электрода жидкая перемычка растягивается, сечение ее уменьшается, электрическое сопротивление и температура возрастают. Когда расплавленный металл перемычки достигает температуры кипения, пары металла легко ионизируются и возникает дуга. Возникновение дуги длится доли секунды.
Сварочная дуга:
- «короткая», L = 2 - 4 мм;
- «нормальная», L = 4 - 6 мм;
- «длинная», L свыше 6 мм.
Сварочные дуги классифицируются:
| Признак классификации | Виды |
| 1.По применяемым электродам | - дуга с плавящимся электродом - дуга с неплавящимся электродом |
| 2. По степени сжатия дуги | - свободная дуга - сжатая дуга |
| 3. По схеме подвода сварочного тока | - дуга прямого действия - дуга косвенного действия |
| 4. По роду тока | - дуга переменного тока (однофазная и трехфазная) - дуга постоянного тока |
| 5. По полярности постоянного тока | - дуга на прямой полярности - дуга на обратной полярности |
| 6. По виду статической вольтамперной характеристики | - дуга с падающей характеристикой - дуга с жесткой характеристикой - дуга с возрастающей характеристикой |
Процесс зажигания и строение электрической дуги
При дуговой сварке плавящимся электродом расплавление кромок свариваемых заготовок и электрода осуществляется за счет теплоты электрической сварочной дуги. Электрическая сварочная дуга - стационарный мощный электрический разряд при значительной плотности ток (0,5-100 А/мм2) в сильно ионизированной газовой среде между двумя электродами, одним из которых обычно являются свариваемые заготовки. В процессе горения сварочной дуги выделяется
| | |
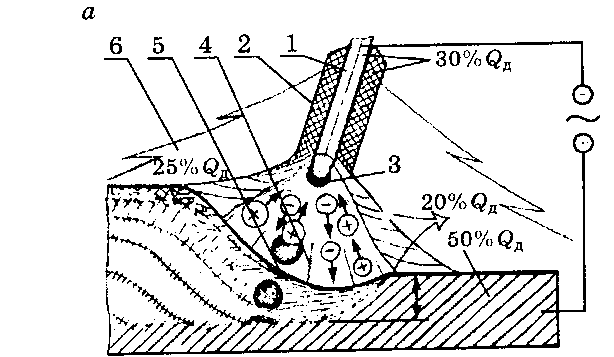

Рис.1.1. Схема электрической дуги при сварке металлическим электродом с покрытием
большое количество теплоты, образуется яркое световое излучение, невидимые ультрафиолетовые и инфракрасные лучи, газы и пыль. Электрическая сварочная дуга (рис.1.1, а) состоит из катодного 3 и анодного 5 пятен и столба дуги 4. Снаружи она окружена ореолом 6, состоящим из смеси газов, паров и пыли. Для зажигания дуги необходимо легко коснуться стержнем с покрытием 2 электрода свариваемой заготовки (рис.1.1, б) с замыканием электрической цепи накоротко, после чего отвести электрод от заготовки на расстояние 2-4 мм. Происходит быстрый разогрев торца электрода за счет теплоты, выделяемой током короткого замыкания. После отвода электрода с разогретого торца металлического стержня, являющегося катодом, свободные электроны под действием электрического поля устремляются к аноду (заготовке). Им сообщается значительная кинетическая энергия. В межэлектродном зазоре электроны сталкиваются (соударяются) с молекулами и атомами воздуха и между собой. Эти соударения могут быть упругими и неупругими. При упругом соударении часть кинетической энергии электронов передается атому или молекуле воздуха. В результате температура в дуговом промежутке (столбе дуги) повышается до 6000-7000 °С. При неупругом соударении происходит ионизация молекулы воздуха с выделением электронов, положительных и отрицательных ионов. Электроны и отрицательные ионы продолжают движение к аноду и бомбардируют его поверхность. В результате торможения их движения происходит превращение кинетической энергии в тепловую и поверхность анода (анодное пятно) разогревается до t = 2600-3000 °С. Положительные ионы под действием сил притяжения движутся к катоду и, бомбардируя его поверхность, нагревают ее (катодное пятно) до 2000-2600 °С. В дуге постоянного тока прямой полярности (минус на электроде, плюс на заготовке) на аноде выделяется большее количество теплоты (41-42 % от общего количества Од), чем на катоде (36-38 %), в связи с тем, что анод подвергается более мощной бомбардировке заряженными частицами. В дуге переменного тока различие температур катодного и анодного пятен сглаживается вследствие их периодической смены с частотой, равной частоте тока (50 Гц).
Для устойчивого горения дуги необходимы постоянный межэлектродный зазор (длина дуги), определенные напряжение и ток в цепи, достаточная ионизация воздушного промежутка, стабильность свойств источника тока, питающего дугу.
3-ий этап урока. Техника зажигания дуги
Зажигание дуги и поддержание ее горения
Подготовка заготовки к сварке;
Подбор сварочного тока;
Установка электрода в электрододержатель;
Зажигание сварочной дуги (чирканьем, впритык);
Предупреждение о зажигании дуги.
Подвести электрод к поверхности заготовки, установить его под углом примерно 700 к поверхности заготовки на расстоянии примерно 20мм выше точки, где надо зажечь дугу. Опустить маску прежде, чем зажечь дугу. Подать предупреждение «Глаза!» Возбудить дугу. Отвести торец электрода на 2-5мм от поверхности заготовки и возбужденную дугу удержать в течении 5-10 секунд. Для этого, по мере сгорания электрода, постепенно подавать его к поверхности заготовки, выдерживая угол наклона и расстояние 2-5мм (длину дуги).
Возбуждение дуги и первый проход без поперечных колебаний
Зачистить поверхность;
Возбудить дугу и сделать первый проход без поперечных колебаний.
Длина дуги: 2-4мм.
Скорость перемещения электрода: 150 мм/мин.
Правильная длина дуги обеспечивает равномерное наплавление валика, плавный переход наплавленного металла к поверхности заготовки. Слишком длинная дуга приводит к плоской форме валика, к уменьшению провара, увеличению разбрызгивания электродного металла. Слишком короткая дуга приводит к неравномерному формированию наплавленного валика, прилипанию электрода к заготовке.
Удаление шлаковой корки;
Выполнение правил охраны труда;
Причины возникновения брака, виды брака;
Качество выполненной работы;
4-ый этап урока. Закрепление изученного материала
Вопросы для фронтального опроса
1. Что называется сварочной дугой?
2. Какие способы зажигания дуги Вам известны, перечислите?
3. Как влияет длина дуги на качество формирования валика?
Тестовое задание
Задание: Выберите правильное утверждение
Электрическая дуга является наиболее распространенным источником тепла при сварке плавлением.
Прохождение тока через газ называется электрический разряд.
Ион – это отрицательно заряженная частица.
Дугу можно зажечь как касанием, так и «чирканием».
Прежде чем зажечь дугу сварщик должен опустить маску.
Дугу возбуждают и ведут только переменным током.
ФОРМА ОТВЕТА - график
ДА НЕТ


Р=6.
Методика оценки теста![]()
Итоговая оценка выставляется с учетом коэффициента К
![]()
где А — число операций, выполненных аттестуемым правильно;
Р — общее число существенных операций теста .
КРИТЕРИИ ОЦЕНКИ
«5» — если К ≥ 0,95
«4» — если К ≥ 0,94 — 0,81
«3» — если К ≥ 0,7 — 0,8
«2» — если К
Список литературы и источников
Овчинников В.В. Технология газовой сварки и резки металлов. [Текст]: учебник для нач. проф. образования / В.В.Овчинников.-2-е изд., перераб.- М.: Академия, 2012. – 240 с.
Овчинников В.В. Технология ручной дуговой и плазменной сварки и резки металлов. [Текст]: учебник для нач. проф. образования / В.В.Овчинников.-2-е изд., испр.- М.: Академия, 2012. – 240 с.
Чернышов Г.Г. Основы теории сварки и термической резки металлов.[Текст]: учебник для нач. проф. образования / Г.Г.Чернышов.-2-е изд., перераб.- М.: Академия, 2012. – 208 с.
18








© 2024, Татаров Николай Александрович 35 0
Рекомендуем курсы ПК и ППК для учителей






Похожие файлы
Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!
Полезное для учителя

Реализация образовательных программ осуществляется с применением исключительно электронного обучения и ДОТ


