
, Алчевск


СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока

Была в сети 27.04.2024 21:12

Шишкина Людмила Николаевна
Преподаватель спецпредметов
64 года
Местоположение
Специализация
Презентация на тему: "Резка"
Категория:
Технология
21.11.2018 06:40

Просмотр содержимого документа
«Презентация на тему: "Резка"»
ОБОСОБЛЕННОЕ СТРУКТУРНОЕ ПОДРАЗДЕЛЕНИЕ
«АЛЧЕВСКИЙ СТРОИТЕЛЬНЫЙ КОЛЛЕДЖ»
ГОСУДАРСТВЕННОГО ОБРАЗОВАТЕЛЬНОГО УЧРЕЖДЕНИЯ ВЫСШЕГО ПРОФЕССИОНАЛЬНОГО ОБРАЗОВАНИЯ
ЛУГАНСКОЙ НАРОДНОЙ РЕСПУБЛИКИ
«ДОНБАССКИЙ ГОСУДАРСТВЕННЫЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ»
РЕЗКА
МДК 01.02 Основное оборудование для производства сварных конструкций
Специальность: 22.02.02 Сварочное производство, 1-й год обучения
Разработала: преподаватель высшей категории АСК Дон ГТУ
Шишкина Людмила Николаевна
Тема урока:
заготовительная операция-
«РЕЗКА »
Резка металла является одной из наиболее трудоемких и сложных операций, выполняемых в цехе обработки. На вырезание деталей затрачивают от 30 до 50% времени, необходимого для их полного изготовления. Вырезание деталей в зависимости от вида изделия, из которого вырезают деталь, материала и размеров деталей производят рядом способов: механическим на различных станках, кислородной резкой и плазменной резкой.
Резкой металла называется разрезание (разделение) исходного материала (стального листа) металла на части или получение деталей и заготовок определенной формы.
Существуют два основных вида резки металла:
1. Резка металла при помощи механического воздействия:
- разрезание ножницами;
- распиливание;
- сверление;
- фрезерование;
- штамповка и др.
2. Резка металла при помощи струи или термического воздействия:
- газовая резка (кислородная, кислородно-флюсовая);
- газоэлектрическая резка (воздушно-дуговая, кислородно-дуговая);
- резка методом электрической эрозии;
- плазменная резка (плазменно-дуговая, резка плазменной струей);
- лазерная или газолазерная резка;
- кислородная резка с поддержкой лазерным лучом;
- гидроабразивная резка;
- криогенная резка.
Резка металла на ножницах, прессах и зарубочных машинах основана на скалывании металла по линии разреза, вызываемого давлением ножей или штампов. Ножи для резания стали класса С24 и алюминиевых сплавов можно готовить из углеродистой инструментальной стали У8А. С повышением прочности обрабатываемой стали должна повышаться и прочность материала ножей.
Для резания сталей классов С30—С50 следует применять ножи из инструментальной легированной стали Х12М, а для сталей классов С60 и С75 — из сталей Х12Ф1, ХГЗСВФМ или 7ХГ2ВМФ.

Резка заготовок сварных конструкций осуществляется на машинах для термической резки, на гильотинных ножницах, пресс- ножницах комбинированных, ножницах комбинированных, сортовых,, двухдисковых с наклонными ножами, высечных и на труборезных станках.
На пресс - ножницах комбинированных производится резка листового, полосового, круглого, квадратного, углового проката, швеллеров и двутавров, а также пробивка отверстий.
https://www.youtube.com/watch?v=9e7iKLoi-J8

Пресс-ножницы комбинированные модели НГ5222
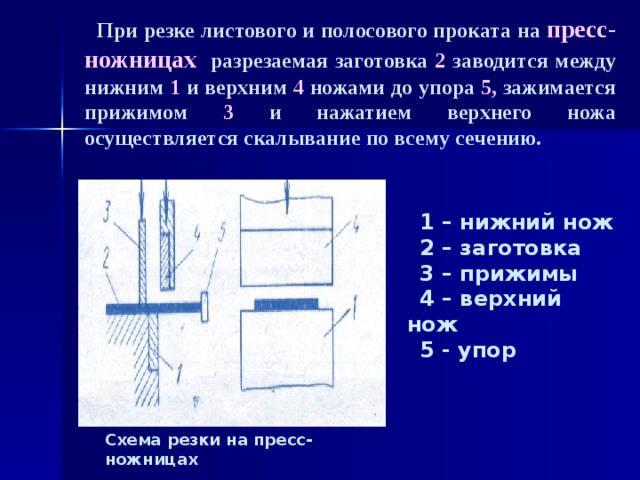
При резке листового и полосового проката на пресс-ножницах разрезаемая заготовка 2 заводится между нижним 1 и верхним 4 ножами до упора 5, зажимается прижимом 3 и нажатием верхнего ножа осуществляется скалывание по всему сечению.
1 – нижний нож
2 – заготовка
3 – прижимы
4 – верхний нож
5 - упор
Схема резки на пресс-ножницах

Равнобокие и неравнобокие уголки разрезают на уголковых ножницах.
Ножницы состоят из станины 1 , одного или двух режущих устройств 2 и механизма 3, приводящего в движение верхние ножи 4 режущих устройств.
Схема уголковых ножниц

Уголковые ножницы
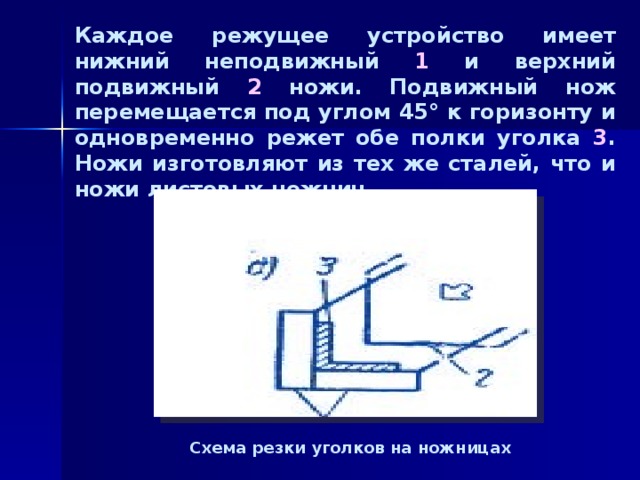
Каждое режущее устройство имеет нижний неподвижный 1 и верхний подвижный 2 ножи. Подвижный нож перемещается под углом 45° к горизонту и одновременно режет обе полки уголка 3 . Ножи изготовляют из тех же сталей, что и ножи листовых ножниц.
Схема резки уголков на ножницах
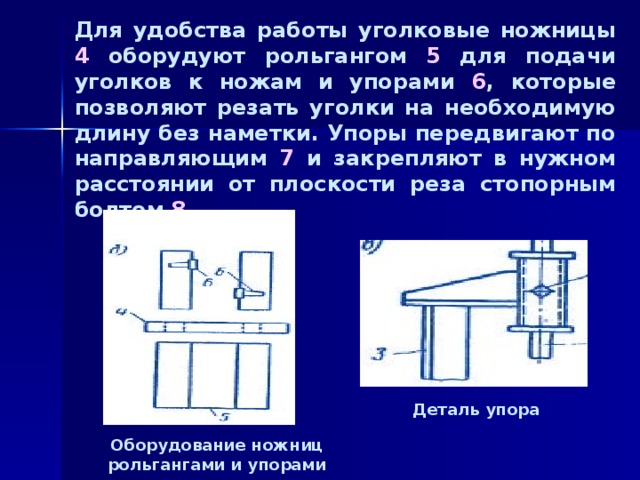
Для удобства работы уголковые ножницы 4 оборудуют рольгангом 5 для подачи уголков к ножам и упорами 6 , которые позволяют резать уголки на необходимую длину без наметки. Упоры передвигают по направляющим 7 и закрепляют в нужном расстоянии от плоскости реза стопорным болтом 8 .
Деталь упора
Оборудование ножниц рольгангами и упорами
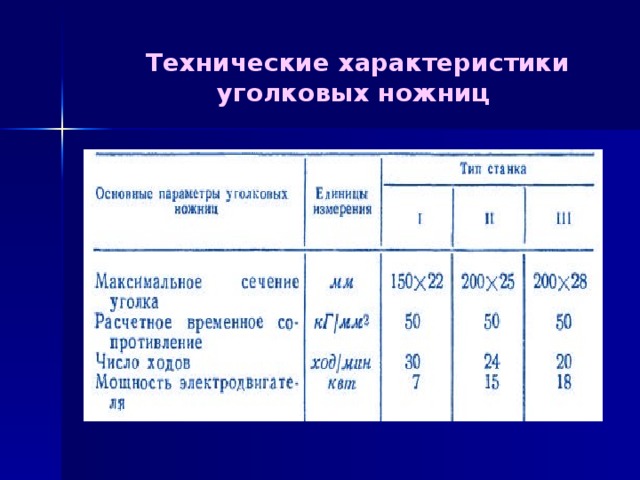
Технические характеристики уголковых ножниц
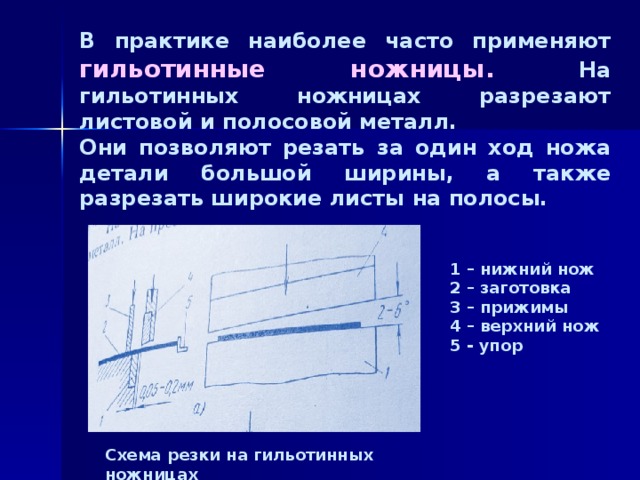
В практике наиболее часто применяют гильотинные ножницы. На гильотинных ножницах разрезают листовой и полосовой металл.
Они позволяют резать за один ход ножа детали большой ширины, а также разрезать широкие листы на полосы.
1 – нижний нож
2 – заготовка
3 – прижимы
4 – верхний нож
5 - упор
Схема резки на гильотинных ножницах

Гильотина НА 3121
https://www.youtube.com/watch?v=aao71Yui9a4
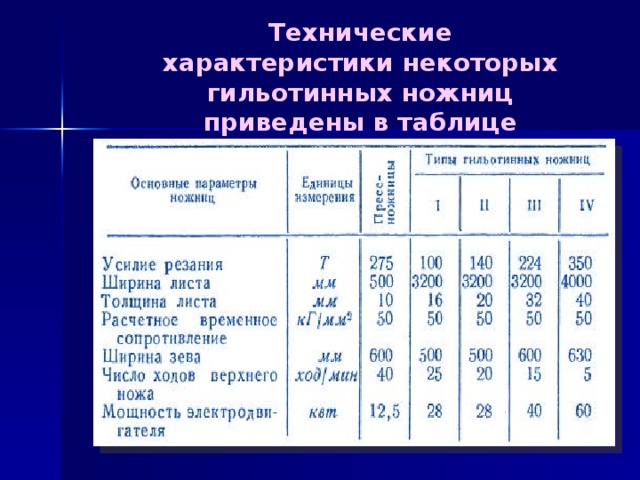
Технические характеристики некоторых гильотинных ножниц приведены в таблице
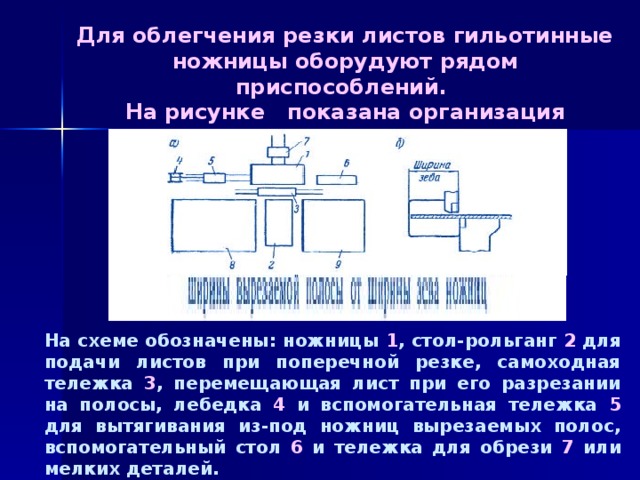
Для облегчения резки листов гильотинные ножницы оборудуют рядом приспособлений.
На рисунке показана организация рабочего места у листовых ножниц.
На схеме обозначены: ножницы 1 , стол-рольганг 2 для подачи листов при поперечной резке, самоходная тележка 3 , перемещающая лист при его разрезании на полосы, лебедка 4 и вспомогательная тележка 5 для вытягивания из-под ножниц вырезаемых полос, вспомогательный стол 6 и тележка для обрези 7 или мелких деталей.
У ножниц организуют также стеллажи для складирования и наметки листов 8 и стеллажи для хранения готовых деталей 9. На ножницах обычно работает бригада из двух резчиков 4-го и 3-го разряда.
При продольном разрезании листа ширина отрезаемой полосы зависит от ширины зева ножниц, т. е. расстояния от линии реза до края станины
Детали из листов вырезают по упору, по линиям, размеченным или намеченным на поверхности металла, а также по шаблонам, накладываемым на поверхность листа. При вырезании деталей из алюминиевых листов на их поверхность под прижим подкладывают кожаную или резиновую полосу, которая предохраняет поверхность обрабатываемого листа от повреждения.
ЭТО ИНТЕРЕСНО!

12 интересных фактов о лазерной резке металла
- Первый лазер в 1960 году построил американский физик Теодор Майман.
- Чаще всего в качестве лазерной техники для резки металла используются надежные, мощные и недорогие углекислотные лазеры, в которых активной средой выступает углекислый газ в чистом виде (СО2), реже — твердотельные и волоконные разновидности.
- Высокое качество обработки лазерным излучением востребовано в процессах создания тонких и глубоких отверстий, например, в производстве форсунок.
- Лазерная резка по сложному контуру листов стали толщиной до 6 мм — наиболее распространенная операция металлообработки в промышленности.
- Самым трудным металлом для раскроя считается нержавеющая сталь. Лазерная резка выступает передовым и одним из двух популярнейших методов обработки этого материала (второй — плазменная резка).
- Лазерная резка способна сделать металл гидрофобным — капли воды отскакивают от металлической поверхности, на которой лазером вырезан точно рассчитанный по глубине и форме узор. Такая обработка не стирается со временем, в отличие от химических способов придания металлам таких свойств. Открытие сделано американскими учеными. Может применяться, например, для создания санитарных отталкивающих влагу поверхностей, решения проблем обледенения узлов самолета (не внедряется в виду очень высокой стоимости).
- Среди ведущих производителей установок лазерной резки металла — компании Amada, Koike, Mitsubisi Electric (Япония), Trumpf, Knuth GmbH, Eckert, KUKA (Германия), Bystronic (Швейцария), Jordi (Испания), FPL, Salvagnini (Италия), Ermaksan, Durmazlar (Турция), «Номаконт Трейд», «ТехноЛазер», НПФ «ТЕТА», IPG Photonincs Corporation (Россия), Hans Lazer, Haco, Beijing (Китай), Hankwarg (Южная Корея).
- Высокоскоростная лазерная резка эффективна при раскрое металла толщиной до 20 мм.
- Для стали толщиной 1 мм достаточно лазера мощностью 0,1 кВт, для титана такой же толщины — 0,6 кВт. Самый мощный лазер в мире на сегодняшний день — 5408-тераватная установка с 129,8 Дж в импульсе длительностью 24 фс — находится в Шанхайском институте оптики и точной механики, КНР.
- Производитель специальной дорожной техники — крупнейшая американская компания Vermeer — для раскроя металла использует всего две установки лазерной резки производительностью 20 – 25 т/сутки. Заготовками обеспечиваются 9 сборочных линий предприятия.
- С помощью сравнительно недавних изобретений — лазерной 3D-резки и 5-осевого лазера для резки — создаются/изменяются объемные изделия, например, трубы (изогнутые, гидроформованные, предварительно формованные, предварительно сваренные круглого, квадратного и прямоугольного сечения диаметром от 12 до 610 мм), профили (в том числе специальные и открытые), сферы, полусферы, изготавливаются объемные логотипы, барельефы, буквы, сувенирная, рекламная и другая продукция. Для этой цели применяется специальное оборудование с подачей лазера по трем осям координат и свободным перемещением вдоль траектории. Контроль заданных параметров выполняется с помощью емкостных датчиков.
- Большая часть деталей для лазерных станков изготавливается на… лазерных станках.
Одно из направлений развития лазерных технологий , находящееся на грани производства и искусства - лазерная гравировка. Широкому кругу лазерная гравировка известна преимущественно как один из видов подготовки сувенирной продукции, однако, с ее помощью создаются и более значительные вещи. Для проведения лазерной гравировки используют твердотельный или газовый co2-лазер. Для гравировки подходят как крашеные, так и никелированные металлы. В зависимости от сложности гравировка может воспроизводиться как штучно, так и большим тиражом, как например, шторы или офисная мягкая мебель.
Одно из направлений развития лазерного гравирования связано с применением программирования, хотя на сегодняшний день это довольно затратно.

Видеоролик "Виды резки"
https://www.youtube.com/watch?v=npEpIMoQWGs
В последнее время, в связи с применением для строительных конструкций сталей высокой прочности, технологи столкнулись с рядом трудностей по резке металла. Возможности ножниц всех видов, ввиду их ограниченной мощности, сузились, а стойкость режущего инструмента снизилась. Поиски новых материалов для режущего инструмента натолкнула на мысль использовать для резки абразивные материалы и искусственные алмазы.

СПАСИБО
за работу
на уроке !







© 2018, Шишкина Людмила Николаевна 1277 18
Рекомендуем курсы ПК и ППК для учителей






Похожие файлы
Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!
Полезное для учителя

Реализация образовательных программ осуществляется с применением исключительно электронного обучения и ДОТ

