
, Алчевск


СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока

Была в сети 03.05.2024 16:31

Шишкина Людмила Николаевна
Преподаватель спецпредметов
64 года
Местоположение
Специализация
Презентация к учебному занятию на тему: "Основные элементы сборочного оборудования. Зажимные элементы."
Категория:
Технология
27.01.2020 11:44

Просмотр содержимого документа
«Презентация к учебному занятию на тему: "Основные элементы сборочного оборудования. Зажимные элементы."»
ОБОСОБЛЕННОЕ СТРУКТУРНОЕ ПОДРАЗДЕЛЕНИЕ
«АЛЧЕВСКИЙ СТРОИТЕЛЬНЫЙ КОЛЛЕДЖ»
ГОСУДАРСТВЕННОГО ОБРАЗОВАТЕЛЬНОГО УЧРЕЖДЕНИЯ ВЫСШЕГО ПРОФЕССИОНАЛЬНОГО ОБРАЗОВАНИЯ
ЛУГАНСКОЙ НАРОДНОЙ РЕСПУБЛИКИ
«ДОНБАССКИЙ ГОСУДАРСТВЕННЫЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ»
Основные элементы сборочного оборудования
МДК 01.02 Основное оборудование для производства сварных конструкций
Специальность: 22.02.02 Сварочное производство, 1-й год обучения
Разработала: преподаватель высшей категории АСК Дон ГТУ
Шишкина Людмила Николаевна
Тема 3.3: Оборудование для комплексной механизации и автоматизации сборки сварных конструкций
Тема урока: Зажимные элементы
Процесс последовательного соединения и скрепления сборочных деталей между собой прихватками или болтами для образования отправочного элемента называется сборкой .
Для изготовления сварных конструкций высокого качества требуется правильная сборка свариваемого изделия, т.е. их правильная взаимная установка и закрепление.
Положение деталей во время сборки определяется установочными приспособления. Детали закрепляют зажимными элементами сборочных приспособлений.
При контроле сборки проверяют:
- правильность положения сопрягаемых деталей и узлов, наличие необходимых деталей (выполняют осмотром);
- величину зазоров, скоса кромок, подготовку соединений под сварку;
- размеры, заданные в сборочных чертежах;
- внешний вид собранных изделий (отсутствие поврежденных деталей, загрязнений, шлака, качества резки и других дефектов).
При сборке ответственных сварных конструкций брак предупреждают, тщательно проверяя выполнение технических условий и требований.
В сборочно-сварочном приспособлении могут действовать силы:
1 ) удерживающие изделие от деформирования в процессе прихватки, сварки, остывания и усадки сварных швов;
2) обеспечивающие плотное прижатие (без зазоров) деталей;
3) обеспечивающие предварительный обратный прогиб деталей с целью компенсации остаточной сварочной деформации (если это предусмотрено
технологическим процессом);
4) другие силы (силы тяжести изделия, сварочных устройств, инерционные и др.).
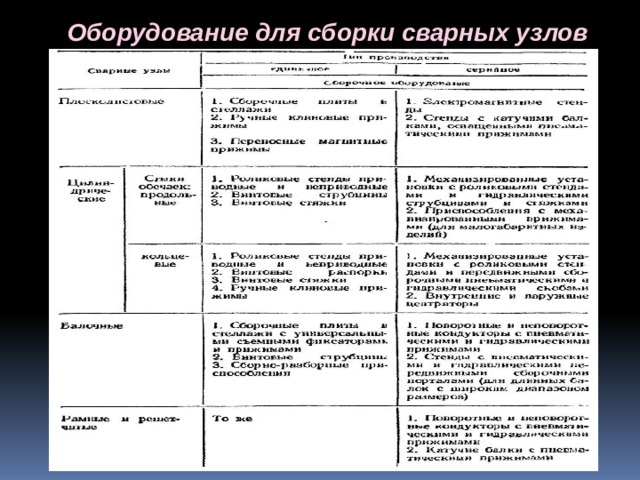
Оборудование для сборки сварных узлов
Зажимные (закрепляющие) элементы , к которым относятся прижимы и зажимы, предназначены для закрепления деталей свариваемого изделия , заготовок, сборочных единиц в процессе сборки и сварки после их установки в приспособление.
Зажимные приспособления должны отвечать ряду требований:
1. Зажимное усилие должно прилагаться в выбранной точке и иметь направление, указанное в схеме закрепления. Как правило, зажимы располагаются над опорами или вблизи них. Они не должны создавать опрокидывающего момента.
2. Зажимные приспособления должны развивать заданное расчетное усилие для надежного закрепления деталей.
3. Расчет элементов зажимов (диаметров пневмоцилиндров, винтов, сечения рычагов и т. п.) должен производиться по заранее выбранному или рассчитанному усилию, развиваемому зажимом, а не наоборот.
4. Зажимы не должны нарушать заданное положение деталей, портить их поверхности и вызывать деформирование.
5. Прижимы должны быть быстродействующими.
6. Зажимные механизмы должны быть удобными и безопасными в работе.
В сборочно-сварочных приспособлениях чаще всего применяются прижимы-
- с механическим,
- пневматическим,
- гидравлическим,
- магнитным,
электромеханическим приводом.
!!! В одном приспособлении желательно применять не более двух типов прижимов !!!
По степени механизации зажимы делят на:
ручные —работающие от мускульной силы рабочего (их рекомендуется применять в единичном и мелкосерийном производстве);
механизированные — работающие от силового привода, управляемого вручную;
автоматизированные — осуществляющие зажим и раскрепление деталей и узлов без участия рабочего.
Последние два типа зажимов рекомендуется применять в серийном и массовом производстве.
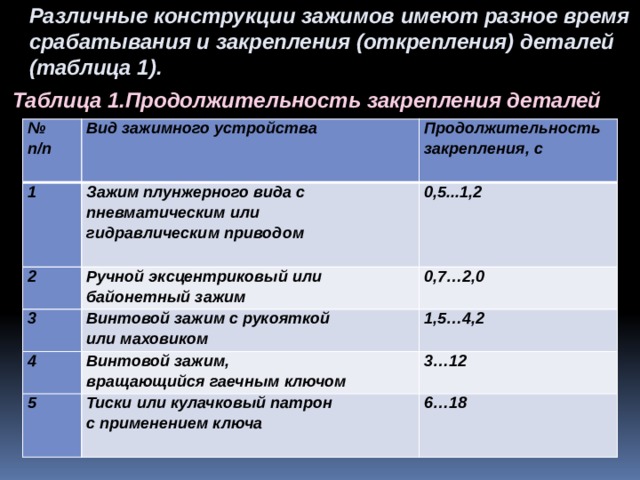
Различные конструкции зажимов имеют разное время срабатывания и закрепления (открепления) деталей (таблица 1).
Таблица 1.Продолжительность закрепления деталей
№
п/п
Вид зажимного устройства
1
2
Зажим плунжерного вида с
Продолжительность
закрепления, с
пневматическим или
Ручной эксцентриковый или
3
0,5...1,2
байонетный зажим
4
0,7…2,0
гидравлическим приводом
Винтовой зажим с рукояткой
Винтовой зажим,
или маховиком
1,5…4,2
5
вращающийся гаечным ключом
3…12
Тиски или кулачковый патрон
с применением ключа
6…18
Прижимы и зажимы должны обеспечивать правильное приложение и направление прижимного усилия для закрепления деталей без сдвигов относительно установочных баз; надежное закрепление деталей в продолжение всего процесса сборки и сварки; быстроту действия; возможность удобной установки деталей в приспособление удобство сварки, а также возможность съема изделия! из приспособления после сварки; удобный подход к ним для легкого приведения в действие (для ручных приспособлений); безопасность в работе.
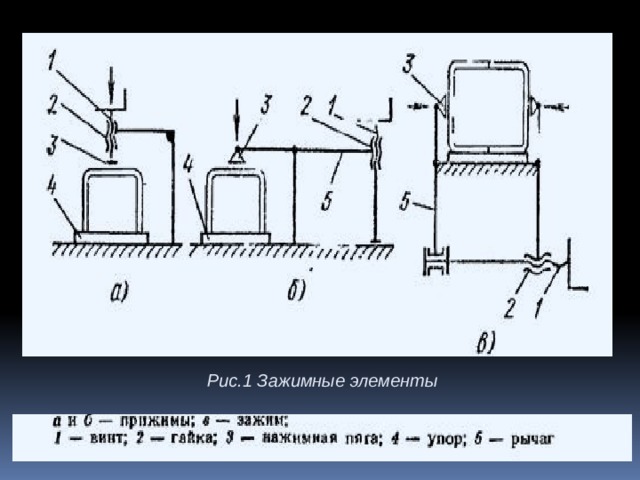
Рис.1 Зажимные элементы
Прижимы и зажимы
можно разделить на:
- клиповые,
- винтовые,
- эксцентриковые,
- рычажные,
- байонетные,
- пружинные.
Прижимы и зажимы ,
так же, как и установочные элементы, бывают:
- постоянные,
- откидные,
- отводные,
- поворотные .
Прижимы отличаются от зажимов тем, что их усилие направлено с одной стороны, т. е. они прижимают детали либо к упорам, либо к другим деталям.
Зажимы же, зажимают детали с двух противоположных сторон (рис .1).
Зажим имеет две рабочие поверхности, расположенные одна против другой (как в тисках или клещах).
Винтовые прижимы получили наибольшее распространение н сборочно-сварочных приспособлениях благодаря своей универсальности, надежности в эксплуатации, простоте конструкции, возможности значительного увеличения прижимных усилий по сравнению с прикладываемым в 100—150 раз.
Недостатки винтовых прижимов: низкая производительность сборочных работ, уязвимость резьбы при воздействии сварочных брызг и быстрый ее износ.
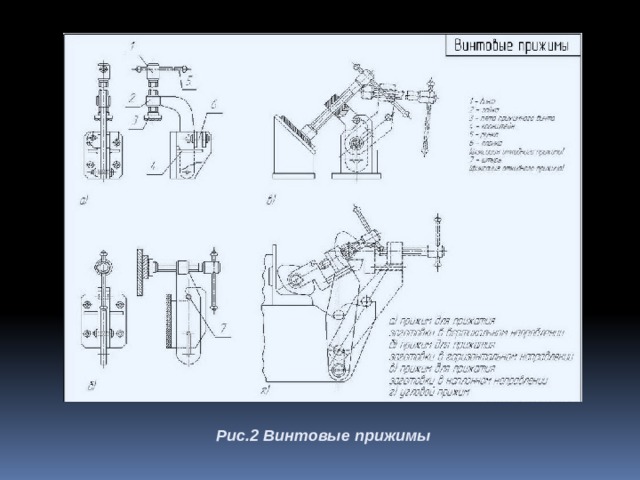
Рис.2 Винтовые прижимы
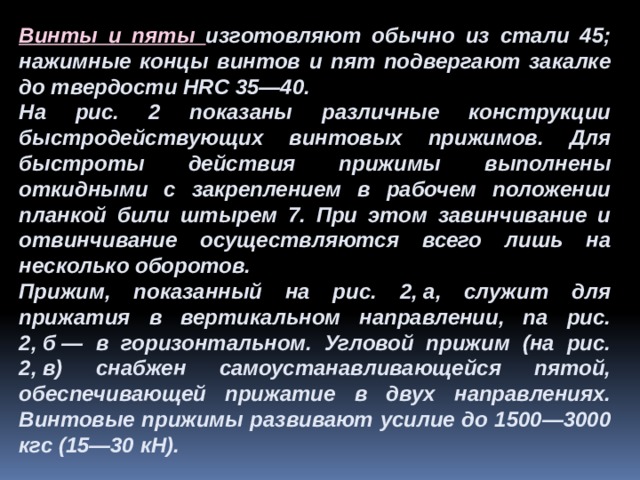
Винты и пяты изготовляют обычно из стали 45; нажимные концы винтов и пят подвергают закалке до твердости HRC 35—40.
На рис. 2 показаны различные конструкции быстродействующих винтовых прижимов. Для быстроты действия прижимы выполнены откидными с закреплением в рабочем положении планкой били штырем 7. При этом завинчивание и отвинчивание осуществляются всего лишь на несколько оборотов.
Прижим, показанный на рис. 2, а, служит для прижатия в вертикальном направлении, па рис. 2, б — в горизонтальном. Угловой прижим (на рис. 2, в) снабжен самоустанавливающейся пятой, обеспечивающей прижатие в двух направлениях. Винтовые прижимы развивают усилие до 1500—3000 кгс (15—30 кН).
Клиновые прижимы отличаются компактностью, простотой и быстротой действия. Ручные клиновые прижимы (рис.3) приводятся в действие ударами молотка или кувалды, что делает их применение крайне нежелательным и оправданным только в отдельных случаях, при невозможности применения других прижимов. Например - на монтаже. Клиновые прижимы увеличивают прижимное усилье в 3 - 6 раз по сравнению с прикладываемым .

Рис. 3 Клиновые прижимы
Недостатки клиновых прижимов : необходимость приложения больших усилий, значительные потери на трение, а также короткий ход прижима.
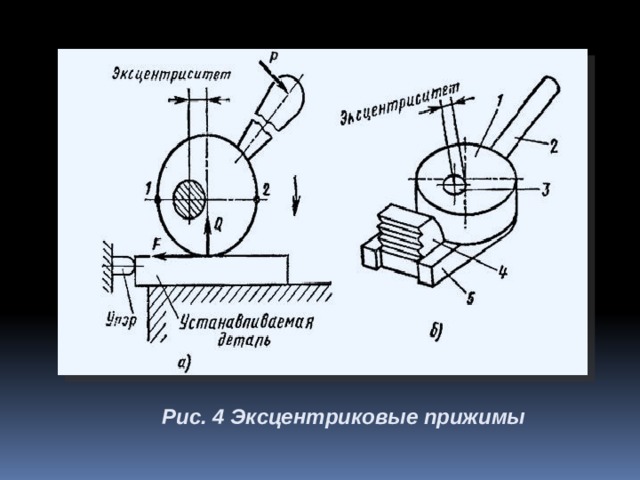
Рис. 4 Эксцентриковые прижимы
Эксцентриковые прижимы, так же, как и клиновые, — быстродействующие. Эксцентрик представляет собой круговой клин, и принцип действия его аналогичен действию клина. При повороте рукоятки увеличивается радиус эксцентрика. Зазор между эксцентриком и прижимаемой деталью постепенно уменьшается до, нуля. Таким образом, деталь надежно прижимается к другой детали или основанию приспособления. В сборочно-сварочном производстве наиболее часто встречаются так называемые круговые эксцентрики, преимущество которых заключается б просто изготовления (см. рис. 4, а).
Для надежной работы прижима эксцентрик, так же, как и клин, должен быть самотормозящим.
Рабочая поверхность кругового эксцентрика составляет половину длины окружности (между точками 1 и 2 на рис. 4, а).
Прижимное усилие ф, развиваемое эксцентриком, в 10—12 раз больше прикладываемого. Усилие Р 9 прикладываемое к рукоятке, обычно составляет 10 – 15 кгс (100—150 Н).
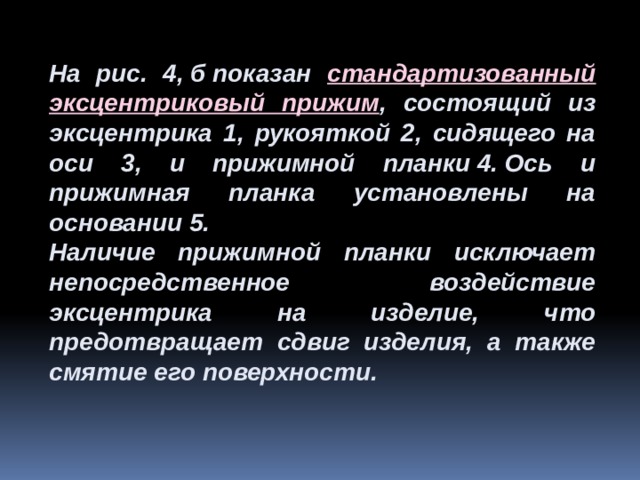
На рис. 4, б показан стандартизованный эксцентриковый прижим , состоящий из эксцентрика 1, рукояткой 2, сидящего на оси 3, и прижимной планки 4. Ось и прижимная планка установлены на основании 5.
Наличие прижимной планки исключает непосредственное воздействие эксцентрика на изделие, что предотвращает сдвиг изделия, а также смятие его поверхности.
Рычажные прижимы разнообразны по конструктивным схемам и широко применяются в сборочно-сварочном производстве.
Для увеличения усилий в 2 - 4 раза применяются простые (однорычажные) прижимы ,
для большего увеличения — сложные многозвенные механизмы, в частности шарнирно-рычажные , увеличивающие усилия в 3—7 раз.
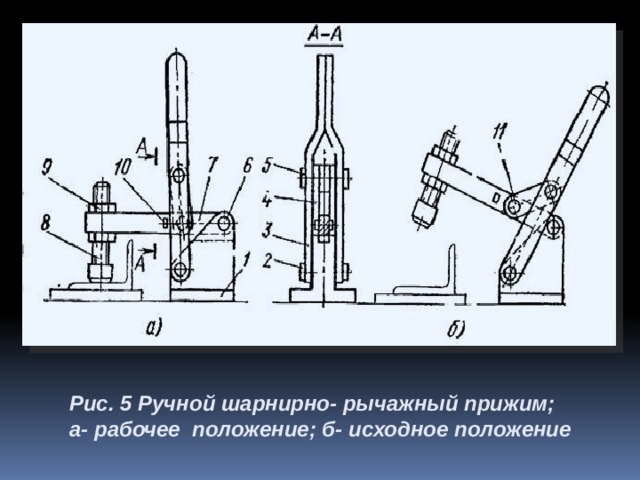
Рис. 5 Ручной шарнирно- рычажный прижим;
а- рабочее положение; б- исходное положение
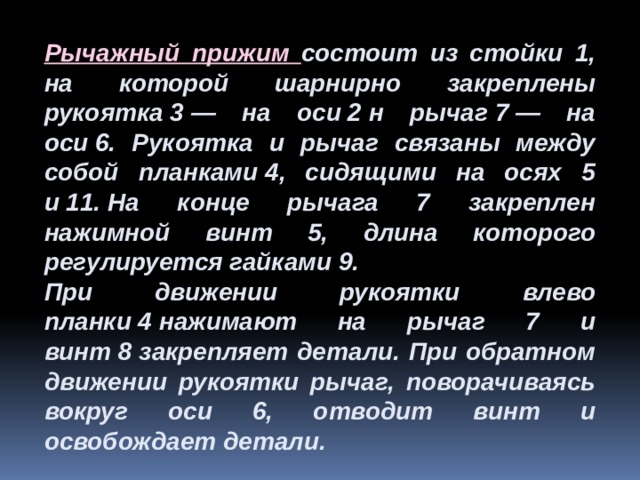
Рычажный прижим состоит из стойки 1, на которой шарнирно закреплены рукоятка 3 — на оси 2 н рычаг 7 — на оси 6. Рукоятка и рычаг связаны между собой планками 4, сидящими на осях 5 и 11. На конце рычага 7 закреплен нажимной винт 5, длина которого регулируется гайками 9.
При движении рукоятки влево планки 4 нажимают на рычаг 7 и винт 8 закрепляет детали. При обратном движении рукоятки рычаг, поворачиваясь вокруг оси 6, отводит винт и освобождает детали.
В закрепленном состоянии продольная ось рукоятки должна перейти вертикальное положение. Надежное закрепление детали обеспечивается расположением рукоятки 3 под небольшим углом к планке 4. Дальнейший ход рукоятки ограничивается стопором 10. Поскольку небольшие колебания толщины детали значительно меняют этот угол, длина нажимного винта должна быть отрегулирована.
В противном случае возможно самопроизвольное раскрытие прижима, что является существенным недостатком шарнирно-рычажных прижимов, ограничивающих их применение.
Рычажные системы широко применяются в механизированных (пневматических и гидравлических) прижимах, где обеспечено постоянное приложение силы и, следовательно, не может произойти самопроизвольного раскрытия.
На рис. 5 изображен распространенный ручной шарнирно-рычажный прижим, действующий за счет перехода рычагов через мертвую точку (четырехшарнирная схема).
Такие прижимы можно применять в случае, когда раскрытие не вызывает падения детали и не представляет опасности для рабочего.
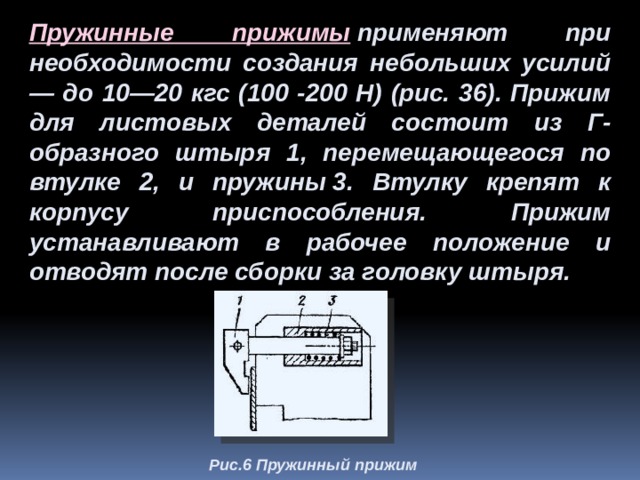
Пружинные прижимы применяют при необходимости создания небольших усилий — до 10—20 кгс (100 -200 Н) (рис. 36). Прижим для листовых деталей состоит из Г-образного штыря 1, перемещающегося по втулке 2, и пружины 3. Втулку крепят к корпусу приспособления. Прижим устанавливают в рабочее положение и отводят после сборки за головку штыря.
Рис.6 Пружинный прижим
Закрепляющие элементы могут быть простыми (прямодействующими), состоящими из собственно прижима и привода, и сложными, в которых между прижимной частью и приводом расположено одно или несколько промежуточных звеньев. Звенья могут выполнять несколько функций: увеличивать величину прижимного усилия и ход прижима; отводить прижим в нерабочее положение; обеспечивать неподвижное положение прижима при отключении привода (самоторможение); передавать действие одного привода на несколько прижимов; регулировать усилие и ход прижима; обеспечивать удобное расположение привода как для работы, так и для защиты механизма от сварочных брызг.
Сложные прижимы являются обычно комбинированными, представляющими собой сочетание различных конструктивных элементов в одном приспособлении, что позволяет создавать наиболее совершенную конструкцию прижима, отвечающую различным требованиям. При этом клин используют обычно как усилитель и самотормозящий элемент, винт — для регулировки и универсальности. Особенно часто в качестве промежуточных звеньев применяют рычаги для увеличения прижимного усилия, для увеличения хода прижима или для изменения направления действия силы, что позволяет лучше скомпоновать сборочное приспособление. Применение ручных прижимов, несмотря на простоту их устройства и возможность легкого и быстрого изготовления, оправдано только в единичном производстве и при обеспечении небольших усилий на рукоятке.
Прижимы и зажимы бывают ручные и механизированные.
Механизированные прижимы делятся на:
- пневматические,
- гидравлические,
- пневмогидравлические,
- электромагнитные,
- с постоянными магнитами.
Наибольшее распространение в сборочно-сварочных приспособлениях находят винтовые прижимы.
Быстродействующие винтовые прижимы служат для прижатия деталей в угловом, вертикальном, горизонтальном и наклонном направлениях.
Эксцентриковые прижимы , так же, как и клиновые, являются быстродействующими.
Наиболее часто в сварочном производстве применяют так называемые круговые эксцентрики, а также с комбинированным рычажно-эксцентриковым прижимом.
Механизированный привод широко используют в зажимных элементах для создания прижимного усилия, для подвода прижима к изделию и отвода от него.
Наиболее распространенным является пневматический привод , где в качестве силового узла применяют пневмоцилиндры (одностороннего или двухстороннего действия), диафрагменные камеры и воздушные рукава.
Гидравлические прижимы дают возможность создания очень больших усилий (в 10 раз и более по сравнению с пневмоприводом) и в настоящее время успешно применяются в сборочно-сварочном производстве.
В различных отраслях машиностроения широкое распространение получают приспособления с магнитами , которые бывают двух видов: с электромагнитами и с постоянными магнитами.
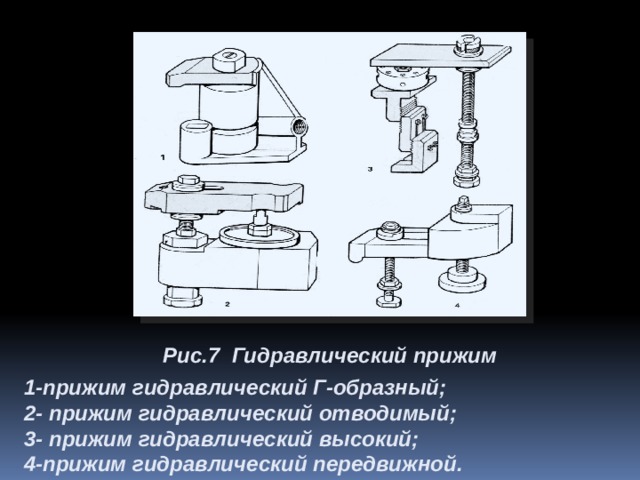
Рис.7 Гидравлический прижим
1-прижим гидравлический Г-образный;
2- прижим гидравлический отводимый;
3- прижим гидравлический высокий;
4-прижим гидравлический передвижной.
Универсальность, быстрота действия, отсутствие движущихся частей или громоздких коммуникаций - преимущества приспособлений с магнитами.
При сборке листовых полотнищ приспособление с магнитами располагается с нижней стороны свариваемых листов, а верхняя сторона полностью открыта для сварочной аппаратуры и сварщика.
Магниты развивают удельное усилие притяжения от 0,3 до 0,7 кН.
Управление электромагнитами осуществляется включением и отключением тока обычными электрическими выключателями, управление постоянными магнитами - путем изменения магнитного потока.
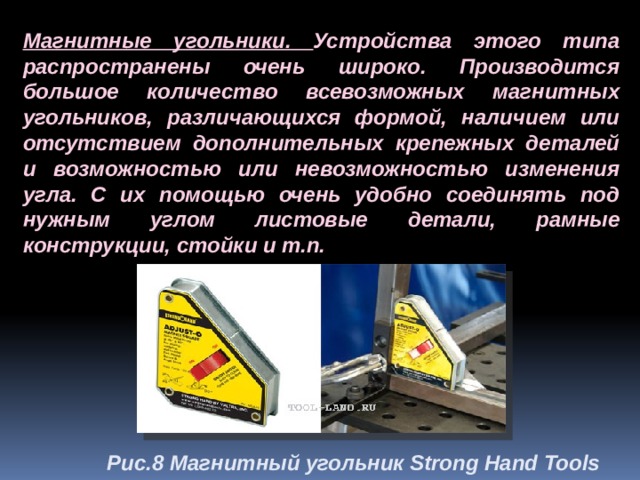
Магнитные угольники. Устройства этого типа распространены очень широко. Производится большое количество всевозможных магнитных угольников, различающихся формой, наличием или отсутствием дополнительных крепежных деталей и возможностью или невозможностью изменения угла. С их помощью очень удобно соединять под нужным углом листовые детали, рамные конструкции, стойки и т.п.
Рис.8 Магнитный угольник Strong Hand Tools

Рис.9 Магнитный угольник Strong Hand Tools
Рис.10 Магнитный угольник Strong Hand Tools
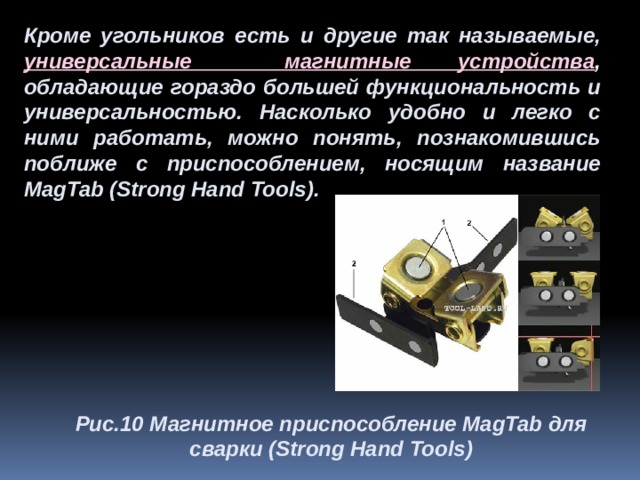
Кроме угольников есть и другие так называемые, универсальные магнитные устройства , обладающие гораздо большей функциональность и универсальностью. Насколько удобно и легко с ними работать, можно понять, познакомившись поближе с приспособлением, носящим название MagTab (Strong Hand Tools).
Рис.10 Магнитное приспособление MagTab для сварки (Strong Hand Tools)
Устройство состоит из двух опорных плоскостей (1) с встроенными магнитами. Угол между ними может меняться в зависимости от того, к какому по форме основанию их предстоит крепить. Это может быть цилиндрическая поверхность, плоскость или угол. Кроме опорных, имеются еще две плоскости (2), к которым крепятся детали, которые необходимо приварить к основанию. Они расположены под углом 90° друг к другу и имеют степень свободы по отношению к опорной поверхности, благодаря чему привариваемые детали можно смещать относительно основания.
Приспособления сборочно-сварочные магнитного действия очень удобны. Они позволяют в несколько раз сократить время на сборку конструкций и обеспечить их должное качество. Простые, удобные в использовании и относительно недорогие они наравне со струбцинами и зажимами,. Только важно помнить, что под воздействием высоких и не очень высоких температур (некоторые магниты) постоянные магниты размагничиваются.
СПАСИБО
за работу на уроке!













Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!
Полезное для учителя

Реализация образовательных программ осуществляется с применением исключительно электронного обучения и ДОТ

