
Россия, Тамбовская область, г. Мичуринск


СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока

Была в сети 02.05.2024 12:03

Ширяева Галина Борисовна
преподаватель профессиональных дисциплин
Местоположение
Специализация
Технологичность конструкции изделий
Категория:
Технология (мальчики)
06.06.2022 12:20

Просмотр содержимого документа
«Технологичность конструкции изделий»
Лекция 1.
ТЕМА 1.1.1. ТЕХНОЛОГИЧНОСТЬ КОНСТРУКЦИИ ИЗДЕЛИЙ
Термины и определения ГОСТ 14.205-83
Технологичность детали: понятие и показатели, методы оценки, система показателей технологичности, определение служебного назначения детали.
ТЕРМИНЫ И ОПРЕДЕЛЕНИЯ ГОСТ 14.205-83
Настоящий стандарт устанавливает применяемые в науке и технике термины и определения основных понятий по технологичности конструкции изделий машиностроения и приборостроения.
Термины, установленные настоящим стандартом, обязательны для применения в документации всех видов, учебниках, учебных пособиях, технической и справочной литературе. В остальных случаях применение этих терминов рекомендуется.
Для каждого понятия установлен один стандартизованный термин.
Таблица 1 -Термины и определения ГОСТ 14.205-8.3
| Термин | Определение |
| 1. Технологичность конструкции изделия Технологичность | Совокупность свойств конструкции изделия, определяющих ее приспособленность к достижению оптимальных затрат при производстве, техническом обслуживании и ремонте для заданных показателей качества, объема выпуска и условий выполнения работ |
| 2. Обеспечение технологичности конструкции изделия Обеспечение технологичности | Функция подготовки производства, включающая комплекс взаимосвязанных мероприятий по управлению технологичностью и совершенствованию условий выполнения работ при производстве, техническом обслуживании и ремонте изделий |
| 3. Отработка конструкции изделия на технологичность | Часть работ по обеспечению технологичности, направленная на достижение заданного уровня технологичности и выполняемая на всех этапах разработки изделия |
| 4. Технологический контроль конструкторской документации | Контроль конструкторской документации, при котором проверяется соответствие конструкции изделия требованиям технологичности |
| 5. Производственная технологичность конструкции изделия Производственная технологичность | Технологичность конструкции изделия при технологической подготовке производства, изготовлении, а также монтаже вне предприятия-изготовителя |
| 6. Эксплуатационная технологичность конструкции изделия Эксплуатационная технологичность | Технологичность конструкции изделии при подготовке его к использованию по назначению, техническом обслуживании, текущем ремонте и утилизации |
| 7. Ремонтная технологичность конструкции изделия Ремонтная технологичность | Технологичность конструкции изделия при всех видах ремонта, кроме текущего |
| 8. Показатель технологичности конструкции изделия Показатель технологичности | Количественная характеристика технологичности |
| 9. Базовый показатель технологичности конструкции изделия Базовый показатель технологичности | Показатель принятый за исходный при оценке технологичности |
| 10. Частный показатель технологичности конструкции изделия Частный показатель технологичности | Показатель технологичности, характеризующий одно из входящих в нее свойств |
| 11. Комплексный показатель технологичности конструкции изделия Комплексный показатель технологичности | Показатель технологичности, характеризующий несколько входящих в нее частных или комплексных свойств |
| 12. Уровень технологичности конструкции изделия Уровень технологичности | Показатель технологичности, выражаемый отношением значения показателя технологичности данного изделия к назначению соответствующего базового показателя технологичности |
| 13. Трудоемкость изготовления изделия Трудоемкость изготовления | Суммарные затраты труда на выполнение технологических процессов изготовления изделия |
| 14. Удельная трудоемкость изготовления изделия | Отношение трудоемкости изготовления изделия к величине его полезного эффекта или к номинальному значению основного параметра |
| 15. Средняя оперативная трудоемкость технического обслуживания (ремонта) данного вида | По ГОСТ 21623-76 Средняя оперативная трудоемкость технического обслуживания данного вида Математическое ожидание оперативной трудоемкости технического обслуживания данного вида за определенный период эксплуатации или наработку |
| 16. Технологическая себестоимость изделия Технологическая себестоимость | Часть себестоимости изделия, определяемая суммой затрат на осуществление технологических процессов изготовления изделия |
| 17. Средняя оперативная продолжительность технического обслуживания (ремонта) данного вида | Математическое ожидание оперативной продолжительности технического обслуживания данного вида за определенный период эксплуатации или наработку |
| 18. Материалоемкость изделия | По ГОСТ 27782-88 Расход материала, необходимого для производства и технической эксплуатации изделия |
| 19. Удельная материалоемкость изделия | По ГОСТ 27782-88 Показатель, характеризующий расход материала, необходимый для получения единицы полезного эффекта от использования изделия по на значению |
| 20. Коэффициент применяемости материала | По ГОСТ 27782-88 Отношение нормы расхода данного материала к сумме норм расхода всех материалов на изделие |
| 21. Металлоемкость изделия | По ГОСТ 27782-88 Расход металла, необходимого для производства и технической эксплуатации изделия. Примечание. Аналогично образуются соответствующие понятия: стеклоемкость, пластмассоемкость и т.п. |
| 22. Энергоемкость изделия | Расход топливно-энергетических ресурсов (ТЭР) на выполнение технологических процессов изготовления, технического обслуживания и ремонта изделия, обусловленных его конструкцией. Примечание. При включении ресурсосберегающих показателей в НТД, как правило, нормируют энергоемкость изделия в изготовлении. При наличии нормативов или статистических данных по расходу ТЭР на техническое обслуживание и ремонт изделия нормируют показатель энергоемкости изделия в целом |
К терминам «Удельная трудоемкость изготовления изделия» (п. 14) и «Удельная материалоемкость изделия» (п. 19)
Примером полезного эффекта от эксплуатации грузового автомобиля является его пробег в тонно-километрах за срок службы до капитального ремонта.
Примерами основных параметров машины являются ее мощность, производительность, отношение скорости к мощности и т. п.
К терминам «Эксплуатационная технологичность конструкции изделия» (п. 6) и «Ремонтная технологичность конструкции изделия» (п. 7)
При количественной оценке эксплуатационной и ремонтной технологичности учитывают только разовые оперативные затраты.
Технологичность конструкции детали.
При оценке технологичности конструкции детали надо учитывать следующие положения:
– геометрическая форма детали должна способствовать применению прогрессивных методов производства заготовок с наименьшими припусками и минимальным числом обрабатываемых поверхностей;
– конструктивные формы детали должны обеспечить доступность обрабатываемых поверхностей для режущего инструмента, а также для наблюдения и контроля в процессе обработки;
– наличие у деталей поверхностей, которые могут служить удобными и надежными базами для обработки и контроля;
– поверхности детали должны иметь оптимальные, экономически и конструктивно обоснованные точность и шероховатость обрабатываемых поверхностей, отвечающие требованиям эксплуатации, так как завышенные требования к точности и шероховатости повышают себестоимость детали;
– геометрическая форма и размеры детали должны обеспечивать необходимую ее жесткость, которая обеспечит устойчивость при обработке и позволит применять высокие режимы резания.
Требования к конструктивному оформлению элементарных поверхностей деталей.
Наружные поверхности вращения. Если ступенчатый вал имеет конструкцию, в которой диаметральные размеры убывают в разные стороны от середины, то желательно, чтобы размеры ступеней были унифицированы (рисунок 1).
Соблюдение этого условия позволить применить при токарной обработке каждой стороны заготовки одни и те же многорезцовые наладки, а также облегчит настройку шлифовального станка для одновременного шлифования двух ступеней. При сопряжении точно обрабатываемых поверхностей следует предусмотреть выточку b для выхода режущего инструмента. Ступенчатые поверхности должны иметь по возможности минимальный перепад диаметральных размеров, так как при больших перепадах увеличивается объем обработки резанием.

Рисунок 1 - Ступенчатый вал.
Резьба. При нарезании резьбы на валу или в отверстии необходимо предусмотреть заходную фаску, что облегчит процесс резьбонарезания и уменьшит возможность образования заусенцев. При нарезании резьбы на поверхности вала должна быть предусмотрена выточка для сбега резьбы. Целесообразно применение сквозных резьбовых отверстий вместо глухих, что улучшает условия работы режущего инструмента. В глухих отверстиях с резьбой следует предусмотреть выточку для выхода инструмента либо дополнительную длину обработки отверстия для сбега резьбы.
Пазы и гнезда. Следует избегать закрытых пазов и гнезд, обрабатываемых концевыми фрезами, предпочтительнее переходную часть паза делать криволинейной, чтобы вести обработку дисковой фрезой, которая обеспечивает большую производительность. Ширину пазов выбирают в соответствии с размерами стандартных концевых или дисковых фрез.
Таблица 2 – Примеры конструкций и технологические требования
| Основные технологические требования | Конструкция | Преимущества технологичность конструкции | |
| нетехнологичная | технологичная | ||
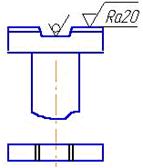
| 1 Обрабатывае-мые плоскости не рекомендуется делать сплошными | |
| 1 Уменьшение времени обработки 2 Сокращение расхода материала 3 Повышается точность обработки. |
| 2 Обрабатывае-мые плоскости следует располагать на одном уровне | | | 1 Возможность обработки в один проход (фрезерованием, шлифованием, протягиванием) 2 Упрощает контроль |



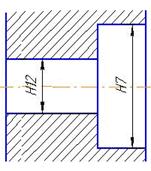
| 3 В ступенчатых отверстиях наиболее точную ступень рекомендуется делать сквозной | | | 1 Снижение трудоемкости обработки 2 Упрощение обработки |
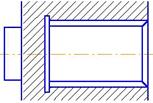
| 4 Возможность нормального входа и выхода режущего инструмента | | | 1 Предупреждение инструмента от поломки 2 Повышение производительности инструмента |
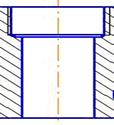
| 5 Следует избегать глухих резьбовых и точных отверстий | | | 1 Улучшение условий работы инструмента 2 Повышение производительности труда 3 Возможность обработать отверстие на всей длине |






Показатели оценки технологичности.
Технологичность конструкции может оцениваться с помощью основных и дополнительных показателей.
К основным показателям относятся
Технологическая себестоимость
Трудоемкость изготовления.
Технологическая себестоимость:
Ст = Тшт (Ср + Сст + Спр + Си)
или
С= СМ + СЗ [1 +(α1 + α2 / 100)]
где Тшт – норма штучного времени, мин;
Ср – стоимость работы рабочего исполнителя, коп/мин.;
Сст, Спр, Си – стоимость работы одной минуты соответственно станка, приспособления, инструмента с накладными расходами, коп/мин.
Трудоемкость изготовления изделия определяется суммой трудоемкостей изготовления составляющих ее элементов и выражается в нормо-часах.
При оценке технологичности конструкций при наличии базовой модели можно использовать следующие относительные показатели технологичности.
Коэффициент уровня технологичности по технологической себестоимости:
Кс = Ст / Сб..т.,
где Ст – технологическая себестоимость рассматриваемого изделия;
Сб.т. – технологическая себестоимость базового изделия.
Уровень технологичности по трудоемкости изделия:
Кт = Ти / Тб.и.,
где Ти – трудоемкость изготовления рассматриваемого изделия,
Тб.и. – трудоемкость изготовления базового изделия.
Для оценки эффективности использования материала в машиностроении служат
Коэффициент конструктивной материалоемкости
Коэффициент использования материала. Коэффициент должен стремиться к единице.
Конструктивная (удельная) материалоемкость машины mK–представляет собой отношение массы машины М к ее мощность, N, кг/кВт
mК = M / N.
Чем меньше mК , тем технологичнее конструкция.
Коэффициент использования материала kМ представляет собой отношение Qи массы изделия к общей массе заготовки на изделие Qз,
kМ = Qи / Qз.
Для оценки технологичности конструкции машины по признаку унификации применяют коэффициенты
Унификации изделия.
Сборочных единиц.
Деталей.
Конструктивных элементов деталей.
Коэффициент унификации изделия:
![]() ,
,
где Еу – число унифицированных сборочных единиц в изделии (в том числе заимствованных, покупных, унифицированных и стандартных)
Dу – число унифицированных деталей, являющихся составными частями изделия и не вошедших в величину Еу ( в том числе заимствованных, покупных унифицированных и стандартных)
Е – общее число сборочных единиц в изделии
D – число деталей, являющихся составными частями изделия.
Коэффициент унификации сборочных единиц
Kу.е. = Еу / Е
Коэффициент унификации деталей
Kу.д. = Dу / D
Коэффициент унификации конструктивных элементов деталей
Kу.э. = Qу.э. / Qэ
где Qу.э. – число унифицированных типоразмеров конструктивных элементов всех деталей изделия (машины)
Qэ – число типоразмеров конструктивных элементов в изделии (машине).
Контрольные вопросы
Дайте расшифровку основным терминам и определениям в соответствии с ГОСТ 14.205-83
Термин
1. Технологичность конструкции изделия
2. Обеспечение технологичности конструкции изделия
3. Отработка конструкции изделия на технологичность
4. Технологический контроль конструкторской документации
5. Производственная технологичность конструкции изделия
6. Эксплуатационная технологичность конструкции изделия
7. Ремонтная технологичность конструкции изделия
8. Показатель технологичности конструкции изделия
9. Базовый показатель технологичности конструкции изделия
10. Частный показатель технологичности конструкции изделия
11. Комплексный показатель технологичности конструкции изделия
12. Уровень технологичности конструкции изделия
13. Трудоемкость изготовления изделия
14. Удельная трудоемкость изготовления изделия
15. Средняя оперативная трудоемкость технического обслуживания (ремонта) данного вида
16. Технологическая себестоимость изделия
17. Средняя оперативная продолжительность технического обслуживания (ремонта) данного вида
18. Материалоемкость изделия
19. Удельная материалоемкость изделия
20. Коэффициент применяемости материала
21. Металлоемкость изделия
22. Энергоемкость изделия
2.Что подразумевают под технологичностью детали:
Понятие и показатели.
Методы оценки.
Система показателей технологичности.
Определение служебного назначения детали.
9














Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!
Полезное для учителя

Реализация образовательных программ осуществляется с применением исключительно электронного обучения и ДОТ

