
Россия, Республика Башкортостан, Мелеуз


СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока

Был в сети 12.02.2024 20:03

Прокудин Виктор Владимирович
преподаватель
53 года
Местоположение
Специализация
Сварочный пост газосварщика.
Категория:
Технология
24.04.2020 20:23

Просмотр содержимого документа
«Сварочный пост газосварщика.»
Сварочный пост для газовой сварки
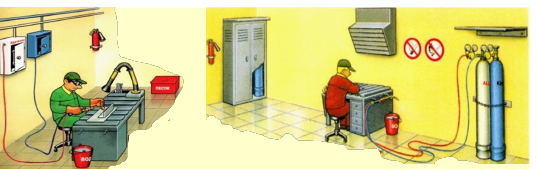
Рабочее место сварщика, оборудованное всем необходимым для выполнения сварочных работ, называется сварочным постом. Газосварочные посты подразделяются на подвижные и стационарные в зависимости от их габаритов и мощности. Подвижные посты, в свою очередь, могут быть переносными и передвижными.
С варочный пост для газовой сварки:
варочный пост для газовой сварки:
а – стационарный газовый пост:
1 – газовая горелка;
2 – шланг для подвода горючего газа (ацетилена, пропана или др.;
3 – шланг для подвода кислорода;
4 – баллон с горючим газом;
5 – редуктор для горючего газа;
6 – редуктор для кислорода;
7 – кислородный вентиль;
8 – баллон с кислородом;
б – переносной сварочный пост;
в – передвижной сварочный пост.
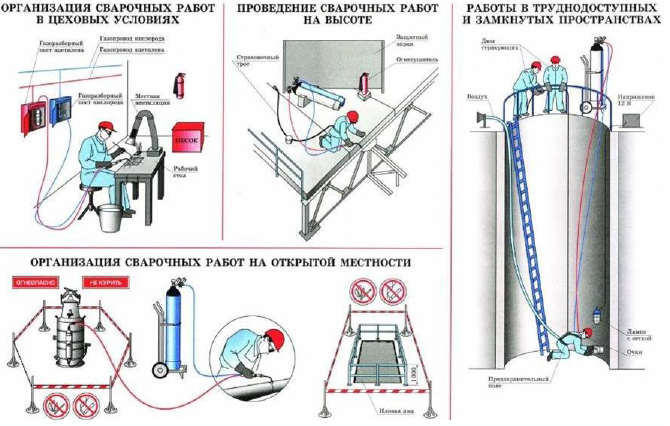
Стационарный пост предназначен для использования ручных и механизированных работ газосварки и резки в условиях цеха, мастерской. Подачу газа совершают централизовано: газ подается газопроводами к месту пользования, если количество постов превышает десяти. Когда использование газопроводов нерациональное, разрешается подача газа от баллонов.
Передвижное рабочее место организуют для монтажных или ремонтных разовых работ. Его оборудуют баллонами с кислородом и горючим газом, установленными на специальной тележке, или кислородным баллоном и ацетиленовым генератором. На этой же тележке сварщик укладывает шланги при перемещениях.
Для организации газосварочного поста необходимо иметь:
кислородный баллон с редуктором;
ацетиленовый генератор с предохранительным затвором или ацетиленовый баллон с редуктором;
резиновые рукава (шланги) для подачи кислорода и горючего газа в горелку или резак;
сварочные горелки с набором наконечников;
для резки
– резаки с комплектом мундштуков и приспособлений для резки;
присадочную проволоку для сварки, пайки, наплавки;
флюсы, если они необходимы для сварки данного металла;
сварочный стол и приспособления для складывания;
приспособления для сварки и резки: очки с темным стеклом, набор ключей, молоток, зубило, щетки по металлу, линейка, угольник, чертилка и др.;
систему вентиляции;
противопожарные средства;
ведро с водой для охлаждения горелок;
контейнеры для отходов.


Пост газовой сварки ПГСП-5П.
Газовоздушная горелка поста присоединена к балонным редукторам газовыми рукавами. Переносной газосварочный пост ПГСП 5/5 предназначен для газокислородной сварки, пайки, нагрева и других операций газопламенной обработки металлов, в местах, удаленных от газовых источников питания.
При помощи ПГСП 5/5 Вы сможете резать металлл толщиной до 5 мм. Но в этом случае значительно увеличивается расход газов, а следовательно, время работы поста в режиме резки, до очередной заправки незначительное. Поэтому для резки металла мы рекомендуем использовать газосварочные посты с большим объемом баллонов.
Назначение поста ПГСП-5П
газокислородная резка;
сварка;
пайка;
нагрев.
Газы и жаропроизводительность:
Горючий газ пропан. Температура горения в чистом виде 800-1100°С;
Жаропроизводительность смеси пропан + кислород 2110°С;
Время нагрева до 2110°С - 10-15 сек;
Длина ядра пламени не более 10-12 мм.
Время беспрерывной работы
Время беспрерывной работы от заправки до заправки зависит от режима и интенсивности работы поста. Время работы поста в режиме пайки от полного до "сухого бака" составляет примерно 2 часа.
Технические характеристики ПГСП-5П
| Вид транспортировки | переносной |
| Габаритные размеры, мм | 600х440х180 |
| Масса, кг | 18 |

Комплект поставки ПГСП-5П
платформа;
баллон кислородный 5 л;
редуктор БКО-50-5 AL;
баллон пропановый 5 л;
редуктор БПО-5-5 AL без манометра;
рукав кислородный ф 6 мм - 5 м;
рукав пропановый ф 6 мм - 5 м;
пропановая горелка ГЗУ (наконечники с форкамерой №2П, №3П);
хомуты.
Применение ПГСП 5/5П
Для приведения газосварочного поста ПГСП 5/5 в рабочее состояние необходимо:
Произвести заправку газами кислородного и пропанового баллонов.
Открыть вентиль на пропановом баллоне. Отрегулировать редукционным регулятором давление на выходе пропанового редуктора (наибольшее рабочее давление 0.3 МПа).
Открыть вентиль на кислородном баллоне. Показание на манометре высокого давления кислородного редуктора не должно превышать 15 МПа.
Отрегулировать редукционным регулятором давление на выходе кислородного редуктора (наибольшее рабочее давление 1.25 МПа).
С помощью красного и синего вентилей горелки отрегулировать пламя таким образом, чтобы можно было осуществлять пайку.
По окончании работы закрыть красный вентиль горелки, затем синий вентиль горелки, после этого регулятор вентиль на пропановом баллоне и вентиль на кислородной баллоне.
Требования безопасности
При выполнении работ соблюдать требования ДСТУ-2448 «Кислородная резка, требования безопасности».
К работе с газопламенным оборудованием допускать лиц старше 18 лет, прошедших соответствующее обучение, инструктаж и проверку знаний требований безопасности в соответствии с действующими нормативно-техническими документами и имеющими соответствующее разрешение.
Эксплуатацию пропанового и кислородного баллонов осуществлять в соответствии с «Правилами безопасности в газовом хозяйстве».
Запрещается проводить работы при механических повреждениях и разгерметизации шлангов и их соединений, работать в промасленной одежде, использовать промасленный инструмент.













Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!
Полезное для учителя

Реализация образовательных программ осуществляется с применением исключительно электронного обучения и ДОТ

