
ЛНР, Алчевск


СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока

Был в сети 21.03.2024 10:06

Боровик Владимир Анатольевич
мастер п/о, преподаватель спецдисциплин
65 лет
Местоположение
Специализация
Сварка в углекислом газе
Категория:
Прочее
05.02.2019 18:28

Просмотр содержимого документа
«Сварка в углекислом газе»
ОБОСОБЛЕННОЕ СТРУКТУРНОЕ ПОДРАЗДЕЛЕНИЕ «АЛЧЕВСКИЙ СТРОИТЕЛЬНЫЙ КОЛЛЕДЖ» ГОСУДАРСТВЕННОГО ОБРАЗОВАТЕЛЬНОГО УЧРЕЖДЕНИЯ ВЫСШЕГО ПРОФЕССИОНАЛЬНОГО ОБРАЗОВАНИЯ ЛУГАНСКОЙ НАРОДНОЙ РЕСПУБЛИКИ «ДОНБАССКИЙ ГОСУДАРСТВЕННЫЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ »
Сварка в среде углекислого газа
Разработал: преподаватель высшей категории АСК ДонГТУ Боровик Владимир Анатольевич
Особенности сварки в углекислом газе
Если сравнивать с другими способами сварки, то механизированная сварка в среде углекислого газа очень проста и подходит даже новичкам, она имеет следующие особенности:
Сварка в углекислом газе металлических изделий производится на обратной полярности постоянного тока. Это позволяет добиться улучшения стабильности сварочной дуги, снижая возможность различных деформаций. Электрод в виде проволоки не расходуется на разбрызгивание. Прямую полярность используют при наплавке металла. Коэффициент наплавки в данном случае для полуавтоматической сварки значительно больше (в 1.6-1.8 раз), чем при токе с обратной полярностью. Сварка на переменном токе возможна с использованием осциллятора.

Преимущества и недостатки
-возможность сваривать тонкие листы металла;
-хорошая дуга при выполнении работ. Это особенно удобно для начинающих сварщиков;
-возможна сварка деталей с различными характеристиками;
-металл, находящийся под действием высокой температуры, защищен от влияния воздуха. Это делает шов прочным и не допускает окислений;
-высокое качество места соединения заготовок;
-безопасность в использовании;
-доступность.
К недостаткам можно отнести то, что применяемое оборудование более сложное, чем в случае с другими газами.
Оборудование для сварки в углекислотной среде
При проведении сварки в углекислотной среде обязательно потребуется углекислотный сварочный аппарат, наиболее подходящим будет полуавтомат.
Кроме этого обязательно будут нужны другие важные элементы:
- источник постоянного тока в качестве которого подойдет сварочный выпрямитель или инвертор;
- углекислотный баллон для сварки с объемом емкости 40 литров, углекислый газ весом 25 килограмм, которого может спокойно хватить для проведения беспрерывного сварочного процесса в течение 15 часов;
- подающий механизм - существует три вида устройств: толкающего действия; тянущего действия; комбинированные
- осушитель - это промежуточный элемент от горелки до баллона;
- горелка , которая идет вместе со шлангами и кобелями.

Сварку в среде СО 2 можно выполнять на двух видах оборудования
Выпрямитель. Полуавтоматический аппарат, применяется для дугового сваривания различных заготовок, в том числе и из нержавеющей стали.
Инвертор . Является преобразователем переменного тока в постоянный. Преобразованный ток используется для создания дуги.

Настройка оборудования перед работой

Организация рабочего места

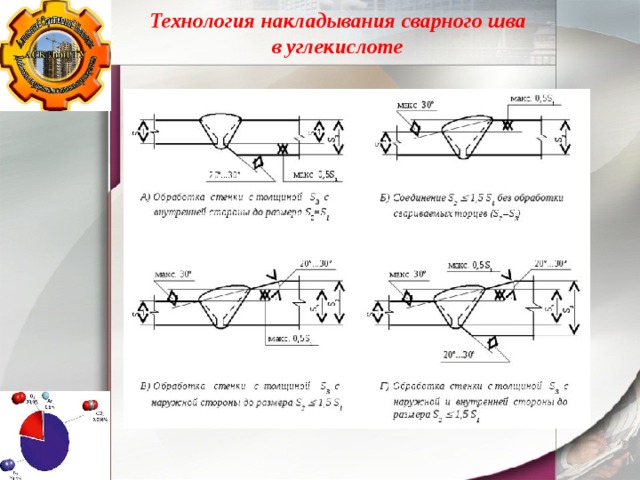
Технология накладывания сварного шва в углекислоте

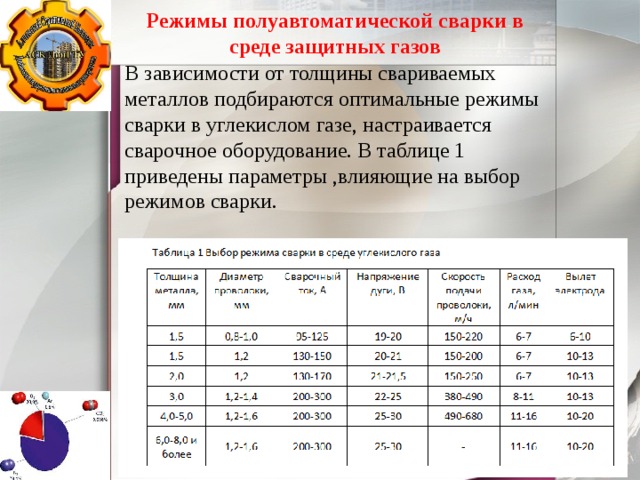
Режимы полуавтоматической сварки в среде защитных газов
В зависимости от толщины свариваемых металлов подбираются оптимальные режимы сварки в углекислом газе, настраивается сварочное оборудование. В таблице 1 приведены параметры ,влияющие на выбор режимов сварки.

Как правильно варить полуавтоматом в углекислоте
При спаивании в среде углекислого газа начальный шов лучше осуществлять при небольшой силе тока. Таким образом удастся избежать деформации спаиваемых заготовок и вероятности возникновения трещин.
Подача электрода, независимо от полярности, осуществляется двумя способами:
Углом вперед -
использование этого способа позволит получить небольшую глубину провара, а шов — широким;
Углом назад-
при этом способе, сварщику удается добиться большой глубины провара при малой ширине шва.







© 2019, Боровик Владимир Анатольевич 972 15
Рекомендуем курсы ПК и ППК для учителей






Похожие файлы
Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!
Полезное для учителя

Реализация образовательных программ осуществляется с применением исключительно электронного обучения и ДОТ


