

СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока



Презентация к уроку "Сварка меди и её сплавов"

Просмотр содержимого документа
«Презентация к уроку "Сварка меди и её сплавов"»
ТЕМА УРОКА: Сварка меди
ЦЕЛЬ УРОКА:
Изучить технологию сварки меди и её сплавов
Свариваемость меди. Медь сваривается плохо ввиду ее высокой теплопроводности, жидкотекучести и повышенной склонности к образованию трещин при сварке.
Теплопроводность меди при комнатной температуре в 6 раз больше теплопроводности технического железа, поэтому сварка меди и ее сплавов должна производиться с увеличенной погонной тепловой энергией, а во многих случаях с предварительным и сопутствующим подогревом основного металла.
При переходе из твердого состояния в жидкое медь выделяет большое количество тепла (скрытая теплота плавления), поэтому сварочная ванна поддерживается в жидком состоянии более длительное, время, чем при сварке стали.
Повышенная жидкотекучесть меди затрудняет ее сварку в вертикальном, горизонтальном и особенно в потолочном положениях.
Водород в присутствии кислорода оказывает отрицательное действие на свойства меди.
Водород, проникающий в медь при повышенных температурах сварки, образуя водяной пар, который, стремясь расшириться, приводит к появлению мелких трещин.
Это явление при сварке меди называют "водородной болезнью". Если сваривать медь покрытыми медными электродами без подогрева свариваемого изделия (с быстрым охлаждением), то возникают горячие трещины.
При сварке с подогревом, создающим условия медленного охлаждения, водяной пар в большинстве случаев до затвердевания металла выходит наружу.
Часть водяного пара остается между слоем сварочного шлака и поверхностью металла шва и после удаления шлака становится неровной, с мелкими углублениями ("рябой"), что можно избежать при очень медленном охлаждении шва.
Содержание вредных примесей (кислорода, висмута, свинца) в меди и в сварочных материалах - не должно быть более 0,03%. Для особо ответственных сварных изделий - 0,01%. В процессе охлаждения сварного соединения образуются горячие трещины.
Коэффициент линейного расширения меди больше коэффициента линейного расширения железа, в связи с чем сварочные деформации при сварке конструкций из меди и ее сплавов несколько больше, чем при сварке сталей.
Виды сварки меди. При изготовлении сварных конструкций из меди наибольшее распространение получили следующие виды сварки плавлением: дуговая сварка угольным электродом, плавящимся электродом, под флюсом и в защитных газах; газовая сварка.
Дуговая сварка меди производится при повышенной силе сварочного тока, что обусловлено значительной теплопроводностью меди.
Сварка меди покрытыми металлическими электродами дает удовлетворительное качество в случаях, если свариваемая медь содержит кислорода не более 0,01%. При содержании в меди кислорода в количествах более 0,03% сварные соединения имеют низкие механические свойства.
Сварка меди покрытыми металлическими электродами дает удовлетворительное качество в случаях, если свариваемая медь содержит кислорода не более 0,01%.
Металлическим электродом сваривают изделия из меди, толщиной более 2мм.
Для сварки меди применяют электроды марки "Комсомолец-100.
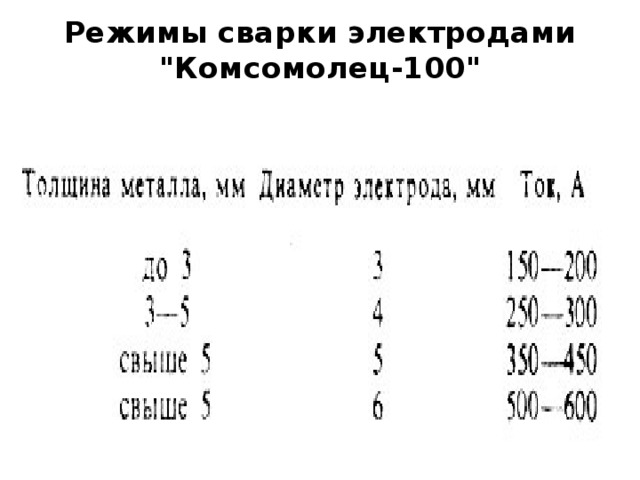
Режимы сварки электродами "Комсомолец-100"
Сварку ведут в нижнем положении на постоянном токе обратной полярности. При сварке листов толщиной более 6 мм требуется предварительный подогрев основного металла до 300 - 400°С.
Сварку выполняют короткой дугой.
Электроды МН – 5применяют для сварки трубопроводов из медноникелевого сплава МНЖ5-1 между собой, с латунью Л90 и бронзой марки Бр АМц9-1 с толщиной стенок до 5мм.
Сварку ведут короткой дугой на постоянном токе обратной полярности.
Электроды предназначены для заварки дефектов в отливках из алюминиевых и алюминиево-никелевых бронз.
Сварку ведут короткой дугой на постоянном токе обратной полярности.







© 2017, Кварацхелия Георгий Владимирович 2085 229
Рекомендуем курсы ПК и ППК для учителей





Похожие файлы
Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!
Полезное для учителя


