

СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока



Презентация к уроку "Виды сварных соединений"

Просмотр содержимого документа
«Презентация к уроку "Виды сварных соединений"»

ЦЕЛЬ УРОКА: Изучение видов сварных соединений, их особенностей и применения.
Сварным соединением называют неразъемное соединение нескольких деталей, выполненное сваркой. При сварке плавлением применяют стыковое, нахлёсточное, угловое и тавровое соединения.
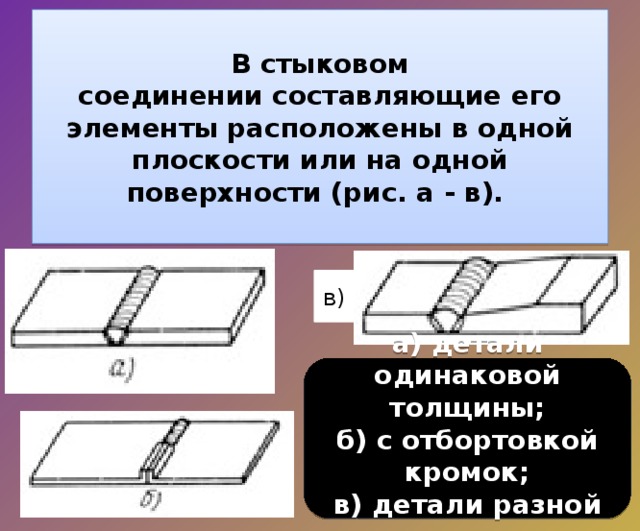
В стыковом соединении составляющие его элементы расположены в одной плоскости или на одной поверхности (рис. а - в).
в)
а) детали одинаковой толщины;
б) с отбортовкой кромок;
в) детали разной толщины.
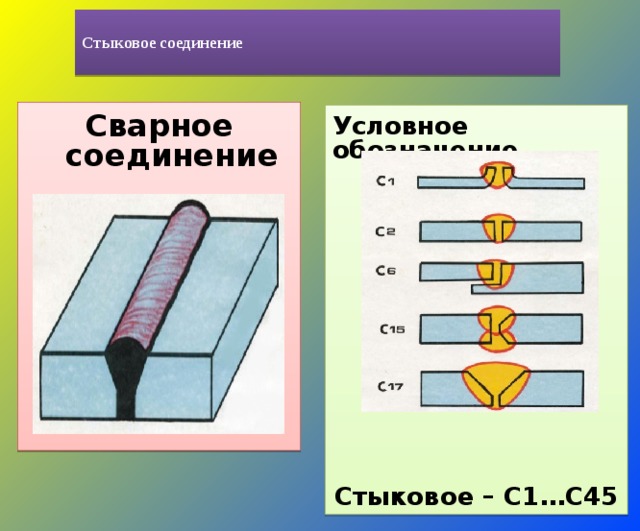
Стыковое соединение
Сварное соединение
Условное обозначение
Стыковое – С1…С45
Стыковое соединение наиболее распространено в сварных изделиях, так как имеет следующие преимущества перед остальными:
1. Неограниченная толщина свариваемых элементов. 2. Минимальный расход металла на образование сварного соединения. 3. Надежность и удобство контроля качества соединения рентгеновским излучением с определением места, размеров и характера дефекта сварки.
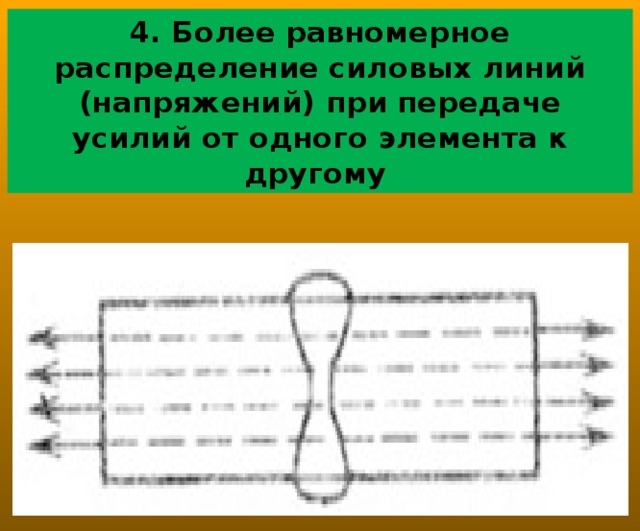
4. Более равномерное распределение силовых линий (напряжений) при передаче усилий от одного элемента к другому
Недостатками стыковых соединений перед другими видами являются:
- Необходимость более точной сборки элементов под сварку.
- Сложность обработки кромок под стыковую сварку профильного металла (уголки, швеллеры, тавры, двутавры).

Угловое соединение - сварное соединение двух элементов, расположенных под прямым углом и сваренных в месте примыкания их краев
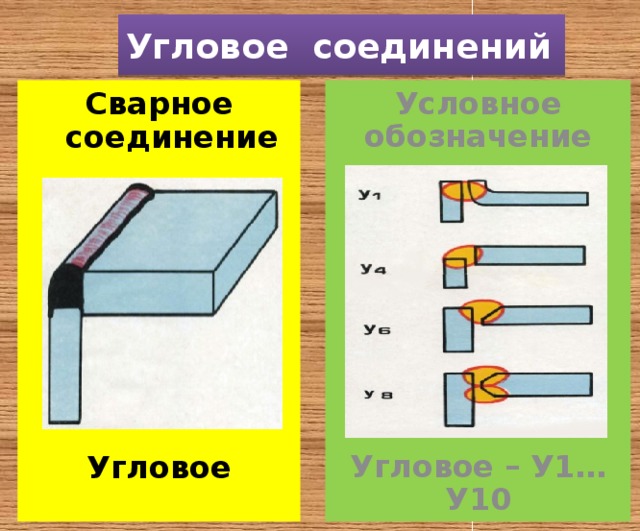
Угловое соединений
Сварное соединение
Условное обозначение
Угловое
Угловое – У1…У10
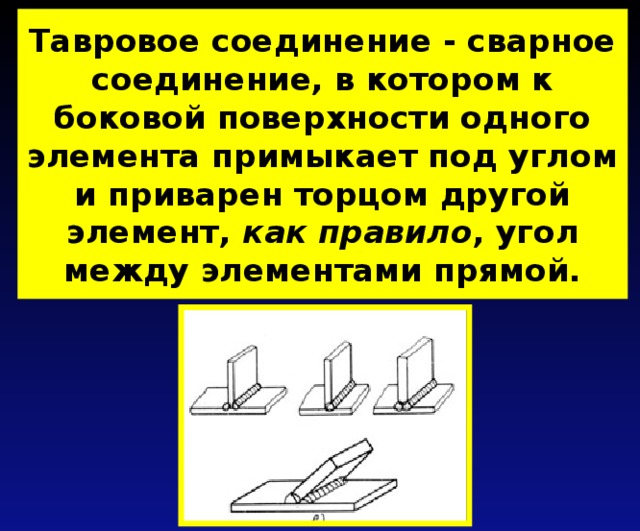
Тавровое соединение - сварное соединение, в котором к боковой поверхности одного элемента примыкает под углом и приварен торцом другой элемент, как правило , угол между элементами прямой.
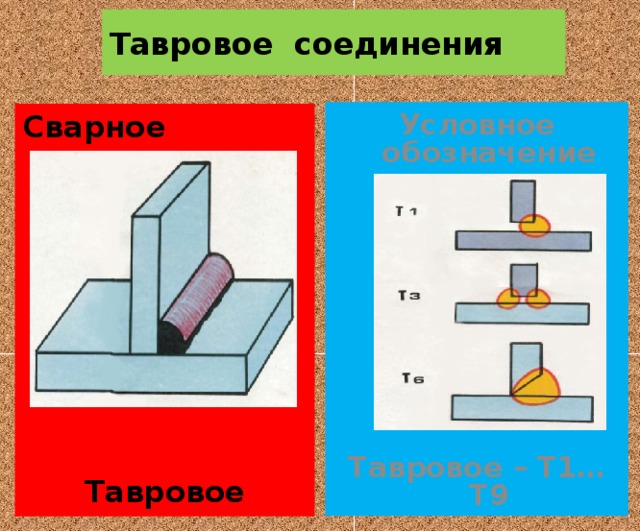
Тавровое соединения
Условное обозначение
Тавровое – Т1…Т9
Сварное соединение
Тавровое
Нахлесточное соединение представляет собой сварное соединение, в котором свариваемые элементы расположены параллельно и перекрывают друг друга.
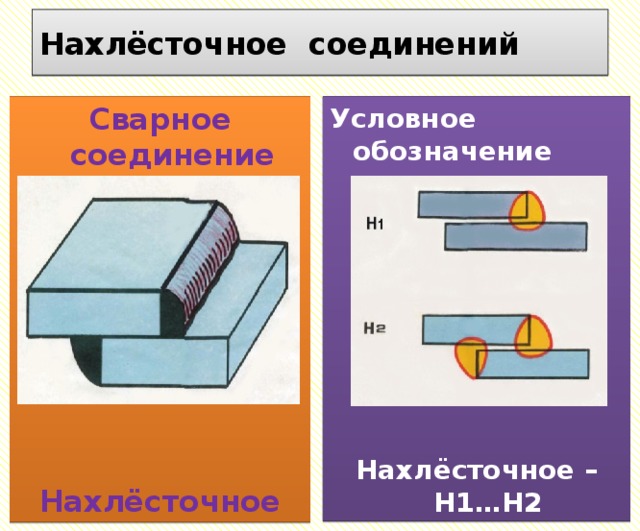
Нахлёсточное соединений
Условное обозначение
Сварное соединение
Нахлёсточное
Нахлёсточное – Н1…Н2
Эти соединения имеют недостатки: 1. Расход основного металла на перекрытия в соединении. Необходимость экономии металла ограничивает применение нахлесточных соединений для элементов толщиной до 20 мм.
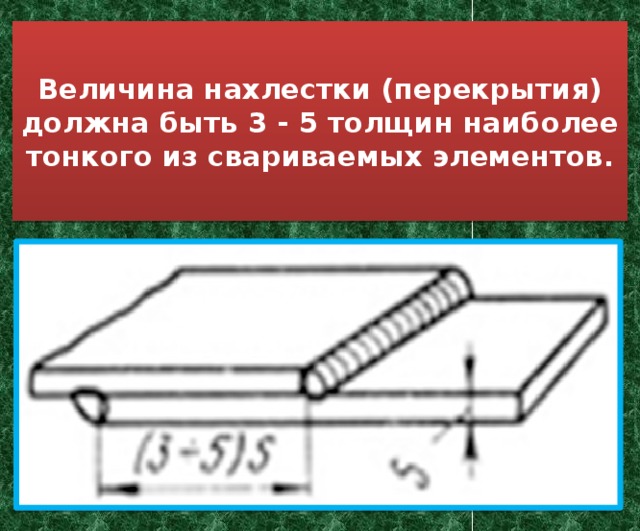
Величина нахлестки (перекрытия) должна быть 3 - 5 толщин наиболее тонкого из свариваемых элементов.
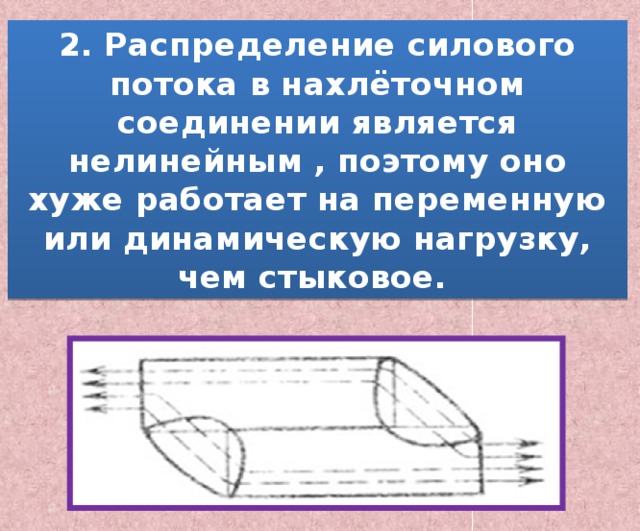
2. Распределение силового потока в нахлёточном соединении является нелинейным , поэтому оно хуже работает на переменную или динамическую нагрузку, чем стыковое.
В конструкциях, работающих при низких температурах и подвергающихся действию переменных или динамических нагрузок, следует избегать нахлесточных соединений.
3. Возможность проникновения влаги в щель между перекрываемыми листами (при односторонней сварке), что вызывает коррозию сварного соединения. 4. Сложность определения дефектов сварки.
Преимуществами нахлесточного соединения являются:
- Отсутствие скоса кромок под сварку.
- Простота сборки соединения (возможность подгонки размеров за счет величины нахлестки).
Применяются также соединения прорезные, торцовые, с накладками и электрозаклепочные.

Торцовое
Сварное соединение
Условное обозначение
Нет обозначений

Прорезные соединения применяются тогда, когда длина шва нахлесточного соединения не обеспечивает достаточной прочности.
Соединения с накладками применяют только в тех случаях, когда не могут быть выполнены стыковые или нахлёсточные соединения. Накладки применяются также для соединения элементов из профильного металла и для усиления стыковых соединений.
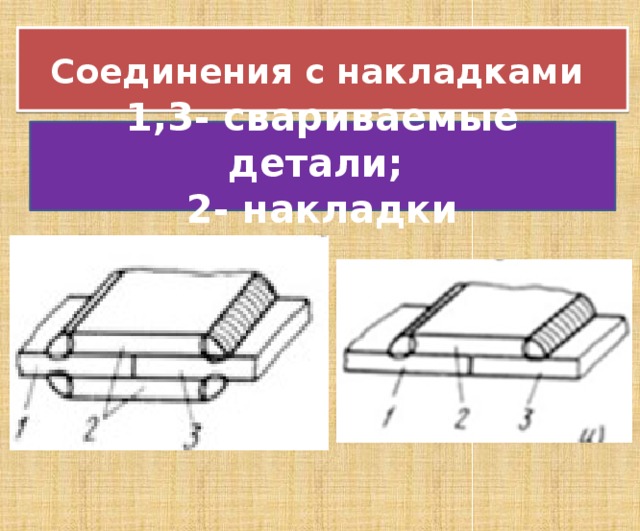
Соединения с накладками
1,3- свариваемые детали;
2- накладки
Соединения электрозаклепками применяют в нахлёсточных и тавровых соединениях. При помощи электрозаклепок получают прочные, но не плотные соединения.
Верхний лист пробивается или просверливается, а отверстие заваривается так, чтобы был частично проплавлен нижний лист (или профиль).
При толщине верхнего листа до 6 мм его можно предварительно не просверливать, а проплавлять дугой, горящей под флюсом или в защитном газе, при этом можно применять и неплавящиеся электроды.
Основные типы и конструктивные элементы электрозаклепочных швов сварных соединений устанавливаются ГОСТ 14776 - 69.












Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!
Полезное для учителя


