Россия, Варна


СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока

Был в сети 31.08.2021 16:47

Романенко Александр Иванович
мастер по
6 лет
Местоположение
Специализация
Презентация по МДК 04.01 Техника и технология частично механизированной сварки (наплавки) плавлением в защитном газе
Категория:
Прочее
31.08.2021 16:41

Просмотр содержимого документа
«Презентация по МДК 04.01 Техника и технология частично механизированной сварки (наплавки) плавлением в защитном газе»
МДК 04.01 Техника и технология частично механизированной сварки (наплавки) плавлением в защитном газе Преподаватель Романенко А.И.
Тема урока:
СУЩНОСТЬ МЕТОДА И ОБЩИЕ ПРИНЦИПЫ ЧАСТИЧНО МЕХАНИЗИРОВАННОЙ СВАРКИ В ЗАЩИТНОМ ГАЗЕ
Сварка в защитных газах — один из распространенных способов сварки плавлением.
Классификация способов дуговой сварки в защитных газах
Способы сварки в защитных газах можно классифицировать по следующим признакам:
- типу электрода — плавящимся и неплавящимся электродами;
- типу защитного газа — инертные, активные, их смеси;
- способу защиты — струйная, в контролируемой атмосфере;
- характеру горения дуги — стационарной, импульсной;
- механизации — ручная, полуавтоматическая, автоматическая.
Частично механизированная (полуавтоматическая) сварка — механизированная дуговая сварка металлическим плавящимся электродом (проволокой) в среде защитных газов.
Способ также известен как MIG/MAG сварка. В зависимости от типа используемого защитного газа различают сварку в инертных газах (MIG) и активных (MAG). В качестве активных газов преимущественно используют сварку в среде углекислого газа. В отличии от ручной дуговой сварки покрытыми электродами при механизированной сварке подача электрода в зону сварки выполняется с помощью механизмов, а сварщик перемещает горелку вдоль оси шва и выполняет колебательные движения электродом по необходимости.
Международная аббревиатура для обозначения методов и способов сварки
ММА – Manual Metal Arс – ручная дуговая сварка штучными электродами , ранее в технической русскоязычной литературе обозначалась как РДС
MIG – Metal Inert Gas – дуговая сварка плавящимся электродом (проволокой) в среде инертного защитного газа с автоматической подачей присадочной проволоки.
MAG – Metal Active Gas – дуговая сварка плавящимся электродом (проволокой) в среде активного защитного газа с автоматической подачей присадочной проволоки.
TIG – Tungsten Inert Gas – дуговая сварка неплавящимся электродом в среде инертного газа.
АС - переменный ток
DС - постоянный ток
АС/DС - переменный/постоянный ток

Механизмы подачи электродной проволоки:
двухроликовый
четырехроликовый
наличие "евроразъема" для присоединения сварочной горелки
наличие устройства для регулирования сварочного тока путем изменения скорости подачи электродной проволоки
наличие механизма плавной подачи электродной проволоки в момент начала сварки
механизм подачи электродной проволоки тянуще-толкающего типа с автоматической регули-ровкой скорости (система "ПУШ-ПУЛ")
горелка для сварки способом MIG/MAG
жесткая внешняя статичес-кая характеристика источ-ника питания
Сущность метода и общие принципы полуавтоматической сварки
Механизированная сварка, как и другие виды дуговой сварки, осуществляет за счет большей тепловой энергии сварочной дуги сконцентрированной в месте ее горения. Температура дуги больше температуры плавления металлов, поэтому под ее воздействием кромки сварного изделия плавятся, образуя сварочную ванну из жидкого металла. Дуги при этом горит между основным металлом и сварочной проволокой, которая выполняет функции подвода дуги к зоне сварки и является присадочным металлом для заполнения зазора между кромками.
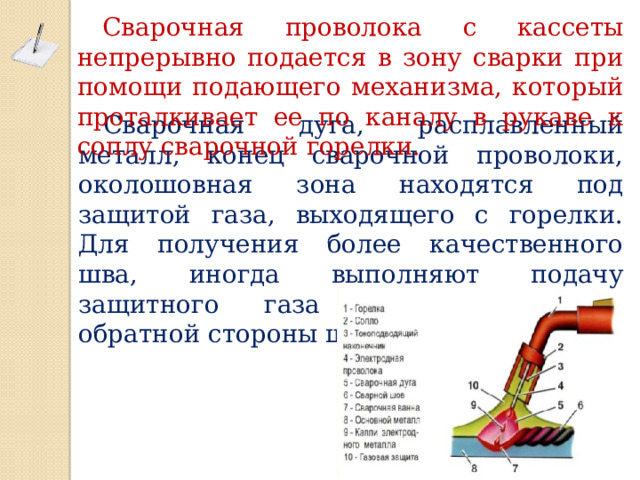
Сварочная проволока с кассеты непрерывно подается в зону сварки при помощи подающего механизма, который проталкивает ее по каналу в рукаве к соплу сварочной горелки.
Сварочная дуга, расплавленный металл, конец сварочной проволоки, околошовная зона находятся под защитой газа, выходящего с горелки. Для получения более качественного шва, иногда выполняют подачу защитного газа дополнительно с обратной стороны шва.
В отличии от ручной сварки, отсутствие покрытых электродов позволяет механизировать процесс или полностью автоматизировать.
Преимущества:
- получение качественных сварных соединений, особенно в тонкостенных конструкциях;
- высокая производительность;
- возможность сварки в различных пространственных положениях;
- отсутствие флюсов или покрытий ;
- минимальная зона термического влияния;
- незначительные напряжения и деформации;
- доступность наблюдения за процессом сварки;
- возможность полной механизации и автоматизации процесса.
Недостатки:
- вероятность нарушения газовой защиты на открытом воздухе и сквозняке;
- большое разбрызгивание электродного металла, особенно при сварке в углекислом газе;
- необходимость жидкостных систем охлаждения при сварке на режимах с повышенной мощностью;
КЛАССИФИКАЦИЯ СВАРОЧНОГО ПРОЦЕССА
По виду дуги:
- стационарная;
- импульсная
По виду сварочной проволоки:
- сплошного сечения;
- порошковая.
По виду защитного газа:
- инертные;
- активные.
По виду газовой защиты:
- однородный газ;
- газовая смесь;
- двухструйная защита
По способу формирования шва:
- свободное;
- принудительное.
По степени автоматизации:
- механизированная;
- автоматическая.














Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!
Полезное для учителя

Реализация образовательных программ осуществляется с применением исключительно электронного обучения и ДОТ



