
, Алчевск


СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока

На сайте

Шишкина Людмила Николаевна
Преподаватель спецпредметов
64 года
Местоположение
Специализация
Презентация на тему: "Оборудование для сборки цилиндрических конструкций"
Категория:
Технология
07.02.2019 06:40

Просмотр содержимого документа
«Презентация на тему: "Оборудование для сборки цилиндрических конструкций"»
ОБОСОБЛЕННОЕ СТРУКТУРНОЕ ПОДРАЗДЕЛЕНИЕ «АЛЧЕВСКИЙ СТРОИТЕЛЬНЫЙ КОЛЛЕДЖ» ГОСУДАРСТВЕННОГО ОБРАЗОВАТЕЛЬНОГО УЧРЕЖДЕНИЯ
ВЫСШЕГО ПРОФЕССИОНАЛЬНОГО ОБРАЗОВАНИЯ ЛУГАНСКОЙ НАРОДНОЙ РЕСПУБЛИКИ «ДОНБАССКИЙ ГОСУДАРСТВЕННЫЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ»
Оборудование для сборки цилиндрических конструкций
МДК 01.02 Основное оборудование для производства сварных конструкций
Специальность: 22.02.02 Сварочное производство, 1-й год обучения
Разработала: преподаватель высшей категории АСК Дон ГТУ
Шишкина Людмила Николаевна
Тема урока:
«Оборудование для сборки цилиндрических конструкций»

В России наиболее высокооплачиваемой профессией считается СВАРЩИК 6 разряда.
Уровень средней зарплаты составляет 100000 руб.

Сборка цилиндрических конструкций включает в себя три основных операции:
- сборку продольных стыков
обечаек;
- сборку обечаек по кольцевым стыкам;
- сборку обечаек с днищами.

При сборке продольных стыков необходимо соединить кромки стыка, совместив их в одной касательной плоскости, и выровнять торцовые кромки, как это показано на рисунке1.

Рис.1 Установка для сборки продольного стыка обечайки: схема установки;
1 – роликовый стенд; 2 – портальная рама; 3 – пульт управления; 4, 5 – гидравлические стяжки; 6 – пружинная подвеска; 7 – тележка; 8 – обечайка; 9 – зажимной гидроцилиндр; 10 – выравнивающий гидроцилиндр; 11 – стягивающий гидроцилиндр
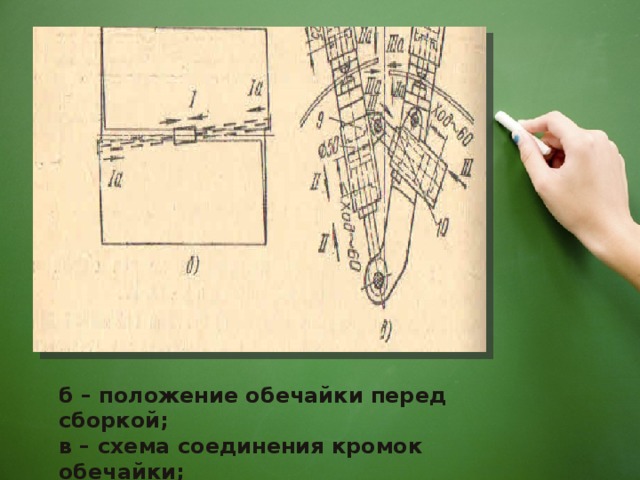
б – положение обечайки перед сборкой;
в – схема соединения кромок обечайки;
При сборке обечаек по кольцевым стыкам необходимо прижать обечайки друг к другу, совместив их торцовые кромки по всей окружности. В соответствии с этим основными элементами оборудования для сборки кольцевых стыков должны быть осевые и радиальные прижимы.
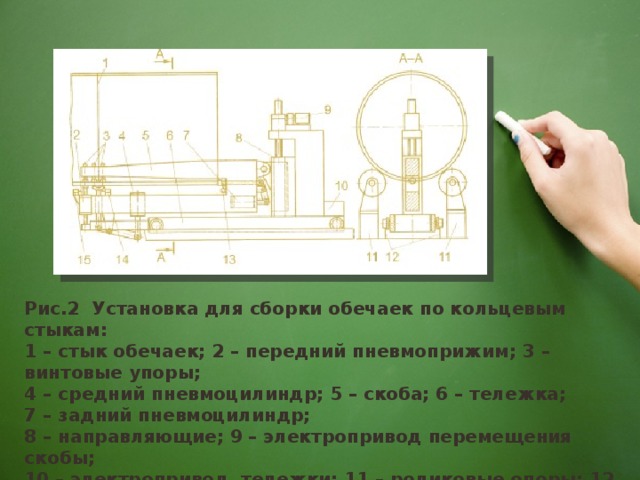
Рис.2 Установка для сборки обечаек по кольцевым стыкам:
1 – стык обечаек; 2 – передний пневмоприжим; 3 – винтовые упоры;
4 – средний пневмоцилиндр; 5 – скоба; 6 – тележка;
7 – задний пневмоцилиндр;
8 – направляющие; 9 – электропривод перемещения скобы;
10 – электропривод тележки; 11 – роликовые опоры; 12 – рельсы;
13, 14, 15 – конечные выключатели
Установка для сборки обечаек по кольцевым стыкам представляет собой тележку 6 со скобой 5, передвигающуюся по рельсам 12, проложенным между роликовыми опорами 11, на которых размещены собираемые обечайки.
На скобе закреплены три пневмоцилиндра:
передний 2, средний 4 и задний 7.
Штоки пневмоцилиндров связаны с прижимами. Шток переднего пневмоцилиндра заканчивается прижимной пятой, а штоки среднего и заднего соединены с прижимами рычажными передачами, что увеличивает прижимное усилие в несколько раз по сравнению с усилием, развиваемым пневмоцилиндрами. На верхней части скобы, против прижимов переднего и среднего пневмоцилиндров, размещены три регулируемых винтовых упора 3. Скоба может подниматься и опускаться в пределах 0,45 м с помощью электропривода 9 по направляющим 8, закрепленным на тележке. Тележка передвигается по рельсам с помощью электропривода 10.
В исходном положении воздух в установке выключен и давления во всех пневмоцилиндрах нет. При этом шток переднего пневмоцилиндра своим нижним концом опирается на тележку, а конец скобы под действием собственного веса опускается до упора верхней крышки переднего пневмоцилиндра в поршень.
Прижим среднего пневмоцилиндра под действием веса поршня находится вверху, а прижим заднего – в крайнем правом положении. В начале работы механизмом подъема скоба устанавливается на таком уровне, чтобы упоры 3 были на 15–20 мм выше нижней стенки обечайки.
Затем воздух подается в верхнюю полость переднего пневмоцилиндра и передний конец скобы поднимается.
Одновременно воздух подается в нижнюю полость среднего пневмоцилиндра и средний прижим опускается. В таком положении тележка заводит скобу внутрь обечайки, лежащей на роликоопорах установки до тех пор, пока кольцевой стык не окажется над средним прижимом (между вторым и третьим верхними
упорами). Теперь воздух подается в нижнюю полость переднего пневмоцилиндра. Вначале передний конец скобы опускается, пока передний верхний упор не опустится на нижнюю стенку левой обечайки, после чего поршень поднимается и зажимает левую обечайку между передними прижимом и упором. Затем последовательно включаются задний пневмоцилиндр, прижимающий правую обечайку к левой, и средний, прижимающий кромки обеих обечаек к верхним упорам, предварительно отрегулированным на необходимую высоту.
После выравнивания кромок обечаек производится прихватка, затем пневмоцилиндры переключаются и все прижимы отводятся от обечаек. При впуске воздуха в верхнюю полость переднего пневмоцилиндра сначала отходит его прижим (до упора нижним концом штока в тележку), после этого поршень останавливается и от давления воздуха в верхнюю крышку начинает подниматься сам пневмоцилиндр, поворачивая скобу с упорами 3, отходящими от обечаек.
Освобожденные обечайки поворачиваются на роликовом стенде и происходят подгонка и прихватка в соседнем месте стыка. После сборки стыка тележка со скобой откатывается, на стенд устанавливается новая обечайка, и цикл повторяется.
Управление пневмоцилиндрами осуществляется с кнопочной станции электропневмораспределителями. В исходных положениях пневмоцилиндры отключаются конечными выключателями 13–15.
На подобных установках собирают сосуды диаметром от 0,5 м (при толщине стенки до 16 мм) до 5 м (при толщине стенки до 50 мм). Длина отдельных обечаек до 3,5 м. Для сборки обечаек с толщиной стенки до 70 мм применяют установки с гидроцилиндрами.

Для обеспечения соосности и совмещения торцовых кромок труб и обечаек при сборке под сварку применяют наружные и внутренние центрирующие приспособления – центраторы.
На рис. 3 изображен наружный центратор для труб диаметром 720 мм, состоящий из нескольких наружных 6 и внутренних 5 звеньев, шарнирно соединенных между собой и образующих вместе с крючками 3 замкнутую цепь. На внутренних звеньях укреплены ролики 4, которыми цепь опирается на трубы. Замыкающий шарнир представляет собой крестовину 2 с натяжным винтом 1.

Рис.3 Наружный центратор труб: 1 – натяжной винт; 2 – крестовина; 3 – крючки; 4 – ролики; 5 – внутренние звенья; 6 – наружные звенья; 7 – труба
При сборке раскрытая цепь центратора подводится под трубу, на цапфы крестовины надеваются крючки. При этом пластины цепи располагаются симметрично по обеим сторонам от плоскости стыка. Затем цепь натягивается винтом
1, а ролики 4 совмещают кромки обеих труб. После прихватки центратор снимают и трубы сваривают.
Аналогичные конструкции разработаны для
труб с наружным диаметром 820, 1020 мм.
Имеются также универсальные центраторы, предназначенные для сборки труб нескольких диаметров, для чего наружные и внутренние звенья центраторов сделаны составными с регулируемой длиной. Для труб имеется два типа центраторов: диаметром 478–820 мм и 920–1420 мм.
Недостаток всех этих центраторов состоит в том, что без прихватки сварка невозможна.
Внутренние центраторы, помещенные внутри обечайки, оставляют стык открытым снаружи, благодаря чему появляется возможность нетолько сборки, но и сварки без предварительной прихватки. Внутренние центраторы применяют, как правило, для сборки и сварки тонкостенных обечаек, когда не требуется больших усилий и возможна сборка сразу всего кольцевого стыка по окружности. При этом обечайки также калибруют для обеспечения их правильной геометрической формы.
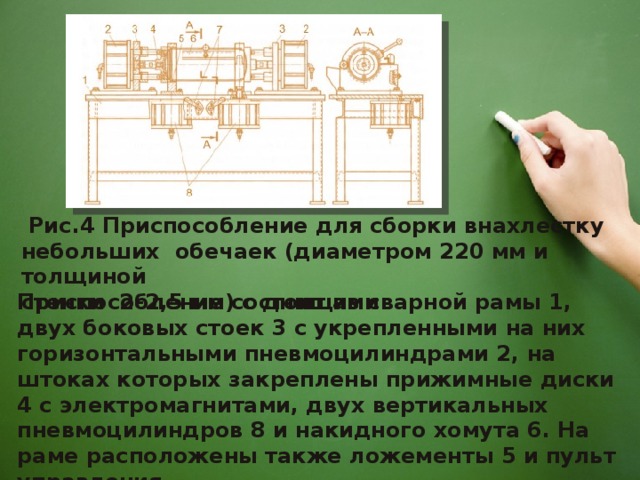
Рис.4 Приспособление для сборки внахлестку
небольших обечаек (диаметром 220 мм и толщиной
стенки 2–2,5 мм) с днищами
Приспособление состоит из сварной рамы 1, двух боковых стоек 3 с укрепленными на них горизонтальными пневмоцилиндрами 2, на штоках которых закреплены прижимные диски 4 с электромагнитами, двух вертикальных пневмоцилиндров 8 и накидного хомута 6. На раме расположены также ложементы 5 и пульт управления с пневмораспределителями 7.
Собираемую обечайку укладывают в ложементы, накидывают на нее хомут, который соединяют с тягами зажимных пневмоцилиндров, после чего правым пневмораспределителем подают воздух
в полость пневмоцилиндров, обеспечивая надежный зажим обечайки и калибровку
ее торцов. В прижимные диски устанавливают под запрессовку днища, которые удерживаются в этих дисках электромагнитами.
Левым пневмораспределителем сжатый воздух подается в пневмоцилиндры 2, и происходит запрессовка днищ.
При правильной цилиндрической форме торцов (если нет необходимости в калибровке) хомут можно не накидывать. Запрессовка днищ в этом случае производится в свободно лежащую обечайку. Для облегчения запрессовки цилиндрические части днищ выполняют с заходными уклонами.

СПАСИБО
за работу
на уроке!














Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!
Полезное для учителя

Реализация образовательных программ осуществляется с применением исключительно электронного обучения и ДОТ

