
, Алчевск


СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока

Была в сети 16.04.2024 07:42

Шишкина Людмила Николаевна
Преподаватель спецпредметов
64 года
Местоположение
Специализация
Презентация на тему: "РАЗДЕЛКА КРОМОК ПОД СВАРКУ"
Категория:
Технология
16.05.2021 17:00

Просмотр содержимого документа
«Презентация на тему: "РАЗДЕЛКА КРОМОК ПОД СВАРКУ"»

ОБОСОБЛЕННОЕ СТРУКТУРНОЕ ПОДРАЗДЕЛЕНИЕ «АЛЧЕВСКИЙ СТРОИТЕЛЬНЫЙ КОЛЛЕДЖ» ГОСУДАРСТВЕННОГО ОБРАЗОВАТЕЛЬНОГО УЧРЕЖДЕНИЯ
ВЫСШЕГО ОБРАЗОВАНИЯ ЛУГАНСКОЙ НАРОДНОЙ РЕСПУБЛИКИ «ДОНБАССКИЙ ГОСУДАРСТВЕННЫЙ ТЕХНИЧЕСКИЙ ИНСТИТУТ»
РАЗДЕЛКА КРОМОК
ПОД СВАРКУ
Предмет: Оборудование и технология сварочных работ Специальность: 22.02.02 Сварочное производство, 1-й год обучения
Разработала: преподаватель
Шишкина Людмила Николаевна

Технологический процесс сварки требует выполнения множества предварительных операций, от которых зависит конечный результат. Одной из них является подготовка стыков.
ПОДГОТОВКА ПОВЕРХНОСТЕЙ ПЕРЕД СВАРКОЙ
Перед сваркой ответственных конструкций, поверхности всегда обрабатываются. Этим достигаются несколько целей: удаление в местах будущих сопряжений грязи, оксидной пленки, ржавчины. Для этого используются следующие методы:
- Механическая очистка при помощи металлических щеток, абразивных кругов.
- Химическая обработка растворителями, убирающими жир и окислы со сварочной поверхности.
- Используются жидкости на основе ксилола, уайт-спирита, бензина. Для удаления оксидных пленок применяются кислоты .
В зависимости от толщины металла и конфигурации шва подготовка перед разделкой кромки под сварку происходит в несколько этапов:
1. Разметка. При помощи шаблонов или линеек переносятся чертежные размеры на лист металла. Для этого используются чертилки или строительные маркеры, способные наносить штрих на любой поверхности.
2. Раскрой. Для резки металла небольшой толщины применяются роликовые или гильотинные ножницы. Стали большой толщины, а также углеродистые разрезаются при помощи пропановых резаков и плазморезов.
3. Изгибание отбортовки. Эта операция выполняется перед свариванием листового материала небольшой толщины, что позволяет увеличить количество расплавляемого материала и не допустить прогорания околошовных зон. Кромки загибаются в листогибах или ручным способом при помощи молотка и оправки для жестяных работ.
4. Прокатывание вальцами. Стыкам листового материала толщиной от 3 мм придается правильная форма. Достигается это механическим воздействием вальцев или при помощи пресса. Также прокатывание устраняет деформации металла, возникшие при хранении и транспортировке.
Кромки свариваемых заготовок проходят предсварочную подготовку одним из трех способов:
Без разделки. Допускается для материалов тоньше 1 миллиметра. Достаточное качество шва может быть обеспечено и без формирования фасок.
Отбортовка. Торцы заготовок прокатываются на специальном оборудовании и становятся тоньше. Односторонняя делается для стыковых и угловых швов. Двусторонняя – при сварке встык.
Формирование скосов.
Способы разделки кромок под сварку
Газовая резка с последующей механической или ручной доработкой.
Механическая резка на ножницах с последующей механической или ручной доработкой.
Механическая обработка:
- для тел вращения — токарная или карусельная обработка, обработка на расточном станке;
- для прямолинейных элементов — механическая строжка, фрезерная обработка, обработка пневмошлифовкой.
Ручная обработка:
— рубка зубилом и доработка напильником.
Для заготовок, различающихся по толщине, даются такие рекомендации:
до 1 мм разделка кромок не требуется;
от 1 до 3 мм достаточно провести отбортовку;
от 3 до 25мм формируется односторонний скос;
от 26 до 60мм рекомендован двусторонний скос.
СПОСОБЫ РАЗДЕЛКИ КРОМОК
Сварочные работы применяются не только для сваривания простых заготовок с прямой поверхностью, но и для конструкций сложных форм. Поэтому существует множество различных способов разделки кромки под сварку:
Абразивная обработка. Производится в труднодоступных местах, а также при подготовке небольших поверхностей. Выполняется ручным способом при помощи углошлифовальной машины с абразивным шлифовальным кругом. Кроме этого, такая обработка применяется, как доводочная операция для алюминиевых сплавов, поскольку они образуют высокопрочную оксидную пленку, которую необходимо убрать перед сваркой.
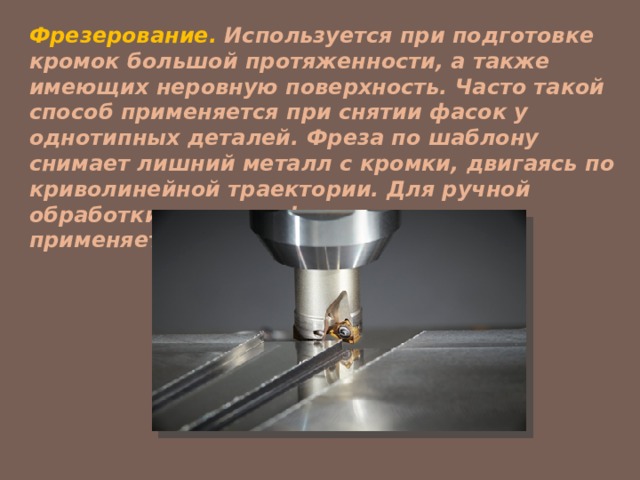
Фрезерование. Используется при подготовке кромок большой протяженности, а также имеющих неровную поверхность. Часто такой способ применяется при снятии фасок у однотипных деталей. Фреза по шаблону снимает лишний металл с кромки, двигаясь по криволинейной траектории. Для ручной обработки методом фрезерования применяется мобильный кромкорез.

Станок для обработки кромок под сварку

Строгание. Этот метод используется в промышленном производстве для подготовки прямых сварочных поверхностей. Возвратно-поступательным движением за несколько проходов высокопрочный резец снимает необходимый слой, формируя сварочную кромку.
Долбление. Для разделки кромки трубы под сварку применяются мобильные кромкоскалыватели. Эта операция похожа на строгание. Здесь также действует резец, только он формирует кромку не вдоль, а поперек. В результате этого фаска снимается не ровно, и ее нужно дорабатывать вручную углошлифовальной машиной.

Снятие фаски при помощи газового резака. Для этого при помощи пропана нагревается кромка, и струей кислорода выдувается лишний материал. Кромка получается неровной и требует дальнейшей механической обработки абразивным кругом.
ТЕХНОЛОГИЯ РАЗДЕЛКИ
Фаски на кромках свариваемых деталей нужны для обеспечения более глубокого провара, а также для более удобного доступа электрода к корню шва. Разделка кромок позволяет сваривать большую толщину за несколько проходов, получая прочный однородный шов.
Чаще фаска снимается не на всю глубину, а оставляется небольшой слой материала - затупление. Оно защищает деталь от прожигания насквозь и не позволяет расплавленному металлу вытекать из сварочной ванны. Формы и размеры фасок стыковых соединений описаны в правилах разделки кромок под сварку ГОСТ 5264-80. Для трубных соединений нормативы описаны в ГОСТ 16037-80.
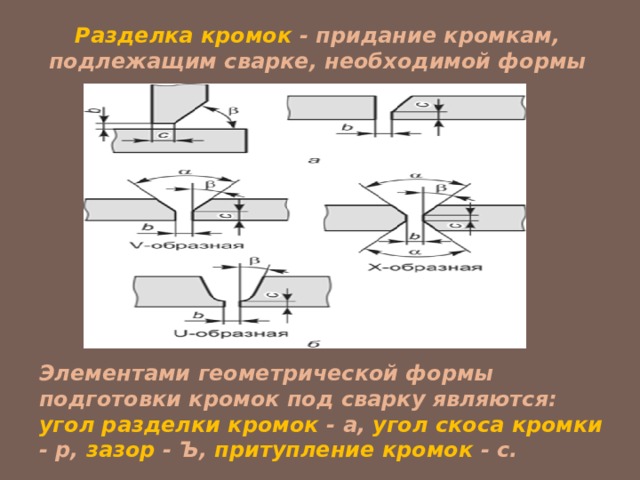
Разделка кромок - придание кромкам, подлежащим сварке, необходимой формы
Элементами геометрической формы подготовки кромок под сварку являются: угол разделки кромок - а, угол скоса кромки - р, зазор - Ъ, притупление кромок - с.
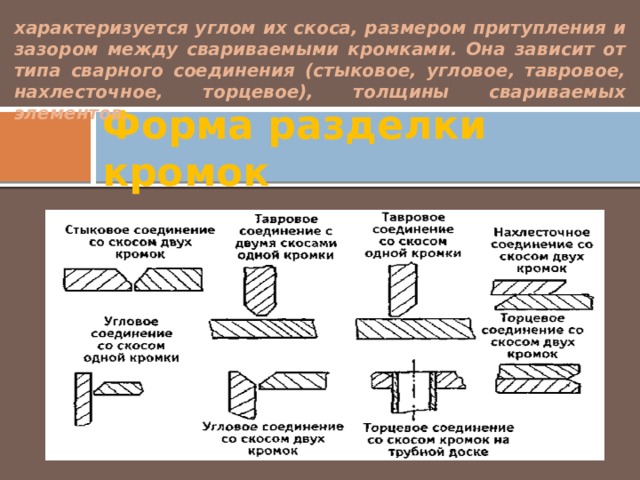
характеризуется углом их скоса, размером притупления и зазором между свариваемыми кромками. Она зависит от типа сварного соединения (стыковое, угловое, тавровое, нахлесточное, торцевое), толщины свариваемых элементов.
Форма разделки кромок
.
Угол разделки кромок
- угол между скошенными кромками свариваемых частей.
В зависимости от способа сварки и типа соединения он изменяется от 60 до 90°.
От типа и величины разделки кромок зависят количество дополнительного металла для заполнения разделки, а значит, и производительность сварки. Так, например, Х-образная разделка кромок по сравнению с V-образной позволяет уменьшить объем наплавленного металла в 1,6-1,7 раза.
Угол скоса кромки - острый угол между плоскостью скоса кромки и плоскостью торца. Обычно составляет 30-50°.
Скос кромки - прямолинейный наклонный срез кромки, подлежащей сварке.
Зазор - кратчайшее расстояние между кромками собранных для сварки деталей. В зависимости от толщины свариваемого металла он обычно составляет 0-5 мм. Наличие зазора необходимо для провара корня шва. Чем больше зазор, тем глубже проплавление металла.
Угол скоса измеряется между плоскостями скошенной кромки и торцом. Он определяется такими параметрами:
Метод сварки.
Для газовой рекомендовано 40-45°, высота притупления от полумиллиметра до миллиметра.
Для электросварки – 30-35°.
Диаметр сварочного материала . Электрод или проволока должны свободно достигать корневой области.
Толщина материала. С увеличением толщины угол должен становиться более тупым .

- нескошенная часть торца кромки, подлежащей сварке. В зависимости от толщины свариваемого металла составляет 1-3 мм. Его назначение - обеспечить правильное формирование шва и предотвратить прожоги в корне шва.
Притупление кромки
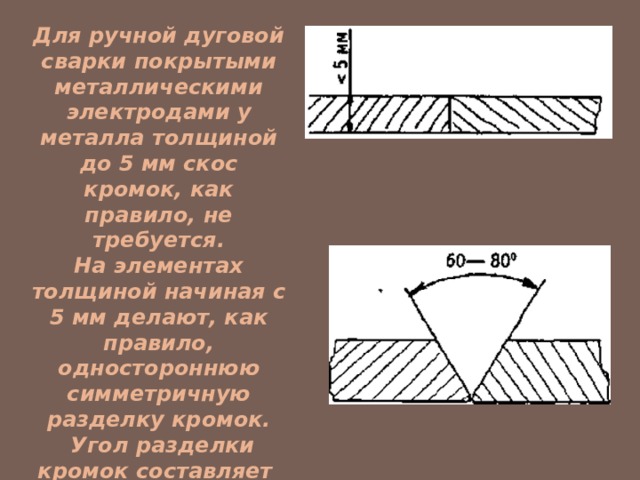
Для ручной дуговой сварки покрытыми металлическими электродами у металла толщиной до 5 мм скос кромок, как правило, не требуется.
На элементах толщиной начиная с 5 мм делают, как правило, одностороннюю симметричную разделку кромок.
Угол разделки кромок составляет
60—80°.
V-ОБРАЗНАЯ РАЗДЕЛКА
Самый популярный способ разделки кромок - V-образный. Он применяется в большом диапазоне толщины свариваемых деталей от 3 до 26 мм. Бывает как односторонний, так и двухсторонний. Угол разделки кромок под сварку составляет 60 градусов.
Таким способом выполняются стыковые, угловые, тавровые соединения. прямая фаска с одной стороны используется для листового проката от 3 до 26 мм. Угол скоса определяется числом разделанных кромок:
одна — 50°;
две — 60°.
X-ОБРАЗНАЯ РАЗДЕЛКА
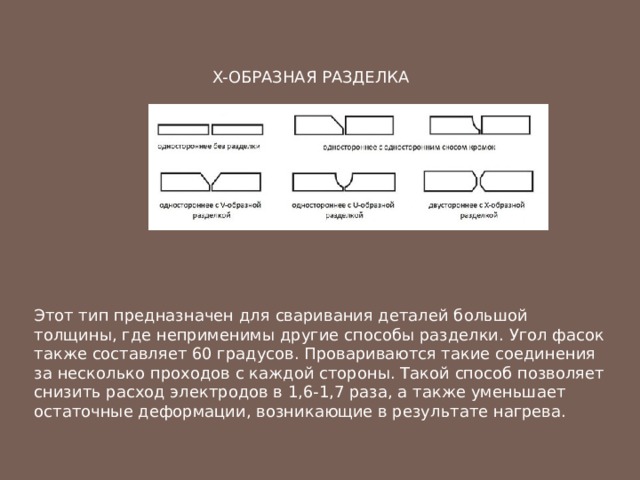
Этот тип предназначен для сваривания деталей большой толщины, где неприменимы другие способы разделки. Угол фасок также составляет 60 градусов. Провариваются такие соединения за несколько проходов с каждой стороны. Такой способ позволяет снизить расход электродов в 1,6-1,7 раза, а также уменьшает остаточные деформации, возникающие в результате нагрева.

X-образная
скашиваются две стороны листа 12-60 мм. Угол фаски – 60°.
U-ОБРАЗНАЯ РАЗДЕЛКА
Данный вариант используется реже других типов разделок кромки под сварку из-за сложности формирования подобного профиля. Применяется, когда необходимо получить соединение очень высокого качества. Кроме того, способ снижает затраты на расходные материалы. Экономия достигается за счет оптимальной формы сварочной ванны. Таким способом варятся детали толщиной от 20 до 60 мм. Эффективен при ручной электродуговой сварке. В этом случае достигается существенная экономия сварочных материалов за счет формирования сварочной ванны оптимальной формы. Повышается и скорость сварки. Все это положительно влияет на себестоимость сварочных операций.
ПОДГОТОВКА ТРЕЩИНЫ ПОД СВАРКУ
Иногда в процессе восстановления деталей приходится заваривать трещину. В этом случае также требуется разделка кромок под сварку. Суть операции сводится к тому, чтобы углубить дефект на всей протяженности для эффективного доступа электрода к зоне наплавки. Расширение трещины делается при помощи молотка и зубила или посредством пропанового резака. Кромка может подготавливаться как с одной, так и с двух сторон. Это зависит от толщины детали. Чтобы снять напряжения металла, в результате которых возникла трещина, по ее краям высверливаются отверстия.
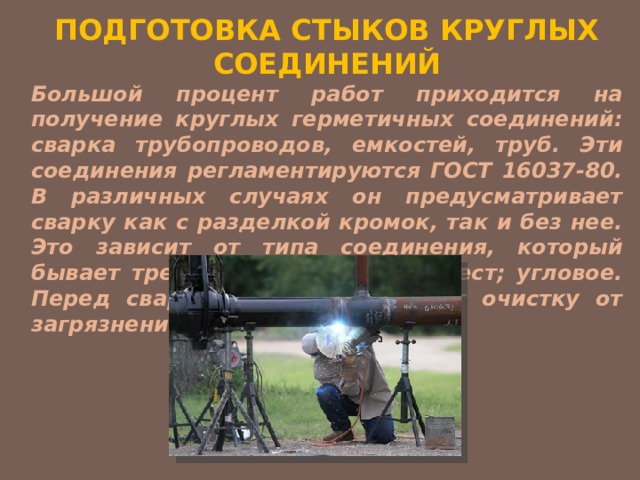
ПОДГОТОВКА СТЫКОВ КРУГЛЫХ СОЕДИНЕНИЙ
Большой процент работ приходится на получение круглых герметичных соединений: сварка трубопроводов, емкостей, труб. Эти соединения регламентируются ГОСТ 16037-80. В различных случаях он предусматривает сварку как с разделкой кромок, так и без нее. Это зависит от типа соединения, который бывает трех видов: встык; внахлест; угловое. Перед сваркой кромки проходят очистку от загрязнений и ржавчины.

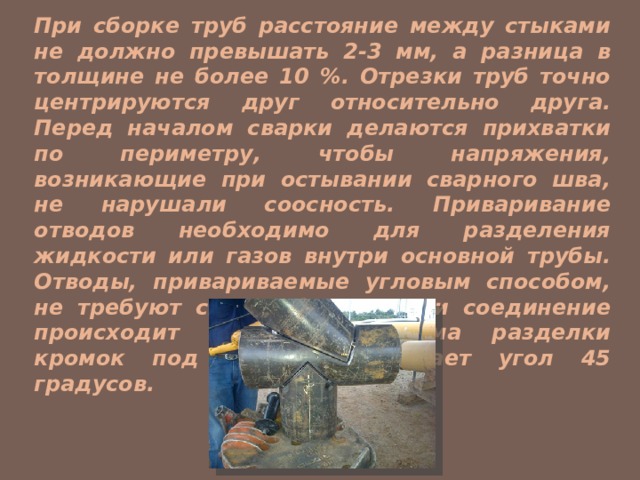
При сборке труб расстояние между стыками не должно превышать 2-3 мм, а разница в толщине не более 10 %. Отрезки труб точно центрируются друг относительно друга. Перед началом сварки делаются прихватки по периметру, чтобы напряжения, возникающие при остывании сварного шва, не нарушали соосность. Приваривание отводов необходимо для разделения жидкости или газов внутри основной трубы. Отводы, привариваемые угловым способом, не требуют снятия фаски. Если соединение происходит встык, то форма разделки кромок под сварку принимает угол 45 градусов.
Резервуары и круглые емкости часто используются в химическом производстве и являются хранилищем для агрессивных веществ, поэтому к сварному шву предъявляются повышенные требования. Чтобы им соответствовать, для стенки толщиной до 26 мм делают X-образный или V-образный скос, а для толщины до 60 мм применяется U-образная разделка кромок.
Для предотвращения прожога при малых (или нулевых) значениях притупления принимают следующие меры:
- сварочные подкладки, исключающие прожог и вытекание расплава;
- подушка из флюса;
- выполнение предварительной подварки;
- формирование замкового шва.
СПАСИБО ЗА ВНИМАНИЕ!










Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!
Полезное для учителя

Реализация образовательных программ осуществляется с применением исключительно электронного обучения и ДОТ

