
, Алчевск


СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока

На сайте

Шишкина Людмила Николаевна
Преподаватель спецпредметов
64 года
Местоположение
Специализация
Презентация на тему: "Поворотное оборудование. Роликовые стенды"
Категория:
Технология
05.03.2019 13:47

Просмотр содержимого документа
«Презентация на тему: "Поворотное оборудование. Роликовые стенды"»
ОБОСОБЛЕННОЕ СТРУКТУРНОЕ ПОДРАЗДЕЛЕНИЕ
«АЛЧЕВСКИЙ СТРОИТЕЛЬНЫЙ КОЛЛЕДЖ»
ГОСУДАРСТВЕННОГО ОБРАЗОВАТЕЛЬНОГО УЧРЕЖДЕНИЯ ВЫСШЕГО ПРОФЕССИОНАЛЬНОГО ОБРАЗОВАНИЯ
ЛУГАНСКОЙ НАРОДНОЙ РЕСПУБЛИКИ
«ДОНБАССКИЙ ГОСУДАРСТВЕННЫЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ»
Оборудование для установки
и перемещения свариваемых изделий. Поворотное оборудование
МДК 01.02 Основное оборудование для производства сварных конструкций
Специальность: 22.02.02 Сварочное производство, 1-й год обучения
Разработала: преподаватель высшей категории АСК Дон ГТУ
Шишкина Людмила Николаевна
Тема программы:
Механическое оборудование для установки и перемещения деталей, сварных конструкций

Тема урока:
Роликовые стенды
Роликовые стенды предназначены для вращения цилиндрических, а также конических и сферических изделий с маршевой скоростью с целью их установки в удобное положение для сборки и сварки продольных швов, а также со сварочной скоростью при различных видах сварки кольцевых швов. Роликовые стенды с маршевой скоростью применяют также при отделке и контроле.
Стенды различают по их компоновке и конструкции основных узлов холостых и приводных роликоопор и секций.
В секцию входят две роликоопоры, расположенные по обе стороны от продольной оси стенда, смонтированные на одной раме.
Компоновка стенда зависит от массы, размеров и формы вращаемых изделий.
При определении числа опор и расстояния между ними следует руководствоваться следующими правилами.
Расстояние между роликоопорами по ширине стенда определяется в зависимости от диаметра изделия таким образом, чтобы центральный угол α составлял 55–115°.
Расстояние между опорами по длине стенда зависит от необходимого числа опор и длины изделий. Число опор рассчитывают по допускаемой нагрузке на одну опору.
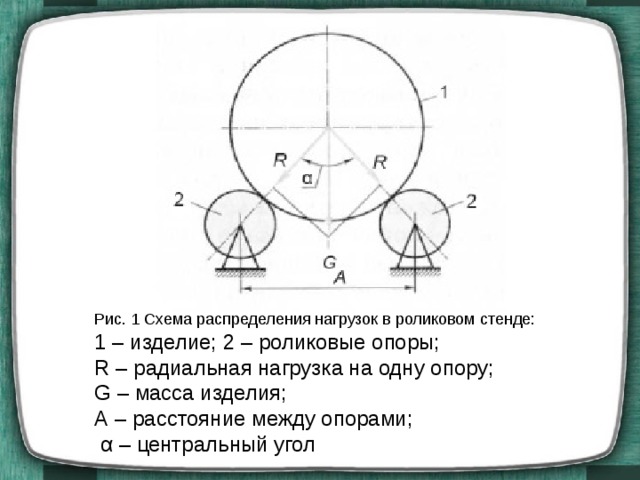
Рис. 1 Схема распределения нагрузок в роликовом стенде:
1 – изделие; 2 – роликовые опоры;
R – радиальная нагрузка на одну опору;
G – масса изделия;
А – расстояние между опорами;
α – центральный угол
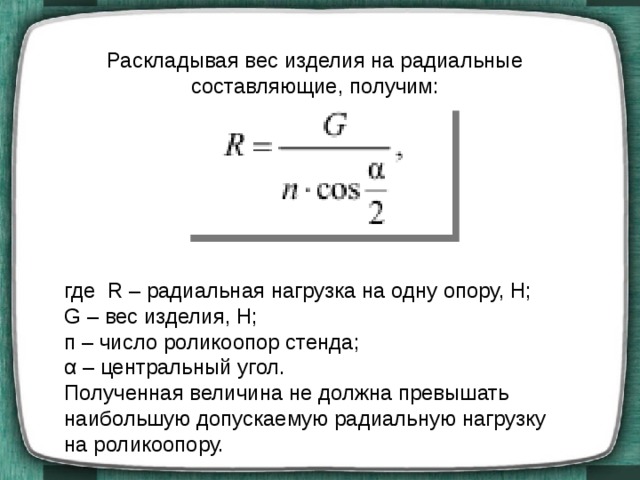
Раскладывая вес изделия на радиальные составляющие, получим:
где R – радиальная нагрузка на одну опору, Н;
G – вес изделия, Н;
п – число роликоопор стенда;
α – центральный угол.
Полученная величина не должна превышать наибольшую допускаемую радиальную нагрузку на роликоопору.
При определении числа роликоопор необходимо учитывать также жесткость изделия. Если изделие обладает достаточной прочностью и жесткостью и не возникает опасность его деформации, то следует стремиться максимально увеличить расстояние между опорами и сократить их число до четырех, так как при этом значительно облегчается обслуживание стенда, существует возможность доступа к изделию в любом месте, размещения флюсовых подушек и т. д.
Из-за трудности синхронизации приводов, главным образом при сварочной скорости, для вращения изделий на роликовых стендах применяют, как правило, один привод. Число же приводных роликоопор обычно составляет не менее 1/3 общего числа опор. Приводные опоры соединяют между собой валами.
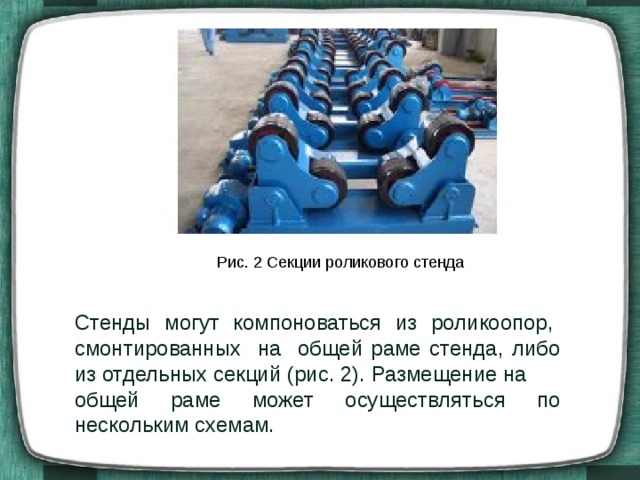
Рис. 2 Секции роликового стенда
Стенды могут компоноваться из роликоопор, смонтированных на общей раме стенда, либо из отдельных секций (рис. 2). Размещение на
общей раме может осуществляться по нескольким схемам.
Стенды с приводными роликоопорами, расположенными с одной стороны от продольной оси стенда (с продольными валами), применяют для уравновешенных цилиндрических изделий (с центром тяжести на оси вращения). Эта схема удобна для длинных изделий при необходимости установки большого
числа опор.
Недостатки схемы: загромождение рабочего места, затрудненный доступ к изделию, невозможность вращения изделия с выступающими частями. Для таких изделий, а также для изделий с центром тяжести, смещенным от оси вращения, применяют стенды с приводными роликоопорами, расположенными с обеих сторон от продольной оси стенда, соединенными между собой поперечными соединительными валами.
Для вращения изделий конических или цилиндрических ступенчатой формы также применяют стенды без продольных валов, так как роликоопоры, расположенные против сечений изделия с разными диаметрами, должны иметь разную окружную скорость.
Расстояния между осями каждой пары роликоопор подбирают так, чтобы ось изделия была горизонтальна.
Роликоопоры могут быть:
- одинарными;
- перекидными;
- балансирными.
Приводные роликоопоры могут быть объединены с редуктором привода.
Секции роликового стенда бывают:
- стационарными;
- передвижными.
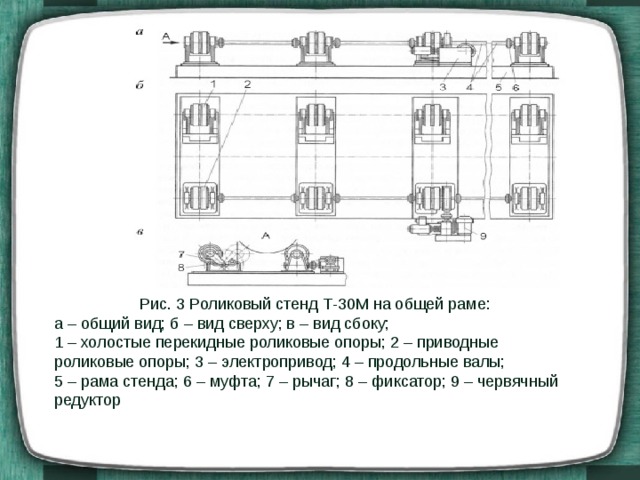
Рис. 3 Роликовый стенд Т-30М на общей раме:
а – общий вид; б – вид сверху; в – вид сбоку;
1 – холостые перекидные роликовые опоры; 2 – приводные роликовые опоры; 3 – электропривод; 4 – продольные валы;
5 – рама стенда; 6 – муфта; 7 – рычаг; 8 – фиксатор; 9 – червячный редуктор
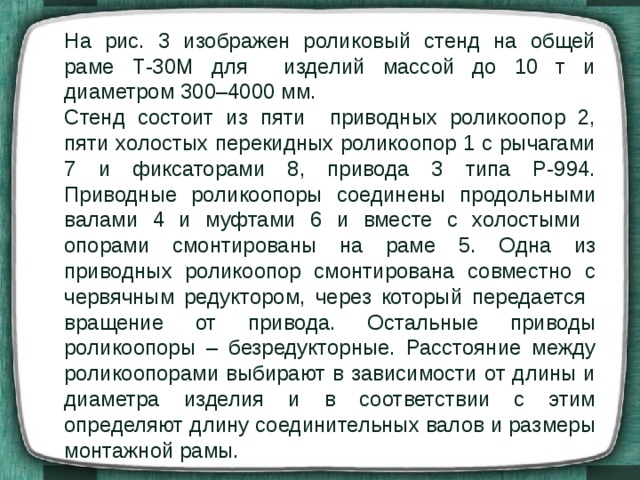
На рис. 3 изображен роликовый стенд на общей раме Т-30М для изделий массой до 10 т и диаметром 300–4000 мм.
Стенд состоит из пяти приводных роликоопор 2, пяти холостых перекидных роликоопор 1 с рычагами 7 и фиксаторами 8, привода 3 типа Р-994. Приводные роликоопоры соединены продольными валами 4 и муфтами 6 и вместе с холостыми опорами смонтированы на раме 5. Одна из приводных роликоопор смонтирована совместно с червячным редуктором, через который передается вращение от привода. Остальные приводы роликоопоры – безредукторные. Расстояние между роликоопорами выбирают в зависимости от длины и диаметра изделия и в соответствии с этим определяют длину соединительных валов и размеры монтажной рамы.
В настоящее время чаще применяют стенды, состоящие из отдельных унифицированных секций, что позволяет монтировать в производственных условиях стенды для изделий различной массы, размеров и формы.
![Роликоопоры балансирного типа имеют большую грузоподъемность благодаря увеличению в 2 раза числа роликов в одной опоре (рис. 4). Кроме того, эти опоры обеспечивают и больший диапазон диаметров свариваемых изделий без перестановки опор, а также уменьшают давление на стенки изделия, что важно при сварке тонкостенных обечаек. Стенды из балансирных роликоопор предназначены для вращения изделий массой до 60 т и диаметром 350–6000 мм. Для увеличения сцепления с изделием во избежание пробуксовки ролики сварочных стендов снабжены резиновыми бандажами [1].](https://fsd.multiurok.ru/html/2019/03/05/s_5c7e53c94e009/img17.jpg)
Роликоопоры балансирного типа имеют большую грузоподъемность благодаря увеличению в 2 раза числа роликов в одной опоре (рис. 4). Кроме того, эти опоры обеспечивают и больший диапазон
диаметров свариваемых изделий без перестановки опор, а также уменьшают давление на стенки изделия, что важно при сварке тонкостенных обечаек. Стенды из балансирных роликоопор предназначены для вращения изделий массой до 60 т и диаметром 350–6000 мм. Для увеличения сцепления с изделием во избежание пробуксовки ролики сварочных стендов снабжены резиновыми бандажами [1].

Рис. 4 Балансирные роликоопоры
При необходимости частой переналадки стенда применяют передвижные секции на колесах или направляющих рельсах. Для сборочных работ применяют стенды, состоящие из длинных трубчатых металлических роликоопор. Такие стенды хорошо обеспечивают соосность собираемых обечаек. Стенды, предназначенные для вращения изделия при автоматической сварке кольцевых, а также продольных швов, оснащены
приводом, обеспечивающим вращение со скоростью, необходимой для автоматической сварки, а также с маршевой (установочной) скоростью.
Спасибо за внимание!













Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!
Полезное для учителя

Реализация образовательных программ осуществляется с применением исключительно электронного обучения и ДОТ

