
, Алчевск


СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока

Была в сети 28.04.2024 18:23

Шишкина Людмила Николаевна
Преподаватель спецпредметов
64 года
Местоположение
Специализация
Презентация на тему: "Поворотное оборудование. Манипуляторы."
Категория:
Технология
28.02.2019 06:51

Просмотр содержимого документа
«Презентация на тему: "Поворотное оборудование. Манипуляторы."»
ОБОСОБЛЕННОЕ СТРУКТУРНОЕ ПОДРАЗДЕЛЕНИЕ «АЛЧЕВСКИЙ СТРОИТЕЛЬНЫЙ КОЛЛЕДЖ» ГОСУДАРСТВЕННОГО ОБРАЗОВАТЕЛЬНОГО УЧРЕЖДЕНИЯ
ВЫСШЕГО ПРОФЕССИОНАЛЬНОГО ОБРАЗОВАНИЯ ЛУГАНСКОЙ НАРОДНОЙ РЕСПУБЛИКИ «ДОНБАССКИЙ ГОСУДАРСТВЕННЫЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ»
Оборудование для установки
и перемещения свариваемых изделий. Поворотное оборудование
МДК 01.02 Основное оборудование для производства сварных конструкций
Специальность: 22.02.02 Сварочное производство, 1-й год обучения
Разработала: преподаватель высшей категории АСК Дон ГТУ
Шишкина Людмила Николаевна
Тема программы: Механическое оборудование для установки и перемещения деталей, сварных конструкций
Тема урока:
Поворотное оборудование.
Манипуляторы.
МАНИПУЛЯТОРЫ
Манипуляторы предназначены для установки изделий в удобное для сварки положение путем поворота их вокруг двух осей (наклона и вращения), а также для вращения их со сварочной скоростью при автоматической и полуавтоматической сварке, наплавке и металлизации.
Манипуляторы разделяют по назначению, количеству движений, конструкции приводов для вращения и наклона изделий, по предельному углу наклона и грузоподъемности. Манипуляторы с маршевой и сварочной скоростями обеспечивают, кроме установки изделий в удобное для сварки положение, вращение их в этом положении с маршевой и сварочной скоростями.
Манипуляторы со сварочной скоростью применяют для сварки круговых швов на цилиндрических и рамных изделиях, манипуляторы без сварочной скорости применяют для сварки рамных, корпусных
и других изделий.
По количеству движений манипуляторы разделяют на:
- обеспечивающие только поворот изделия вокруг двух осей (наклон и вращение);
- обеспечивающие, кроме этого, еще и подъем изделия
Привод вращения большинства манипуляторов электрический.
Современные манипуляторы имеют, как правило, плавную (бесступенчатую) регулировку скорости вращения, осуществляемую изменением частоты вращения электродвигателя постоянного тока. Возможно применение для этой цели механических вариаторов. Первые модели манипуляторов имели привод механизма вращения со сменными шестернями, обеспечивающий ступенчатое изменение чисел оборотов.
Привод механизма наклона манипуляторов – электрический или гидравлический.
Модели небольшой грузоподъемности могут иметь ручной привод наклона. Предельный угол наклона планшайбы составляет 45–360° и зависит от конструкции манипулятора, а также от его грузоподъемности.
Большинство существующих моделей манипуляторов представляют собой манипуляторы с зубчатым сектором, в которых механизмы расположены внутри общего корпуса. На этом же корпусе находится планшайба для крепления изделия. Таким образом, изделие в исходном положении размещается над корпусом, что обеспечивает компактность всей установки.
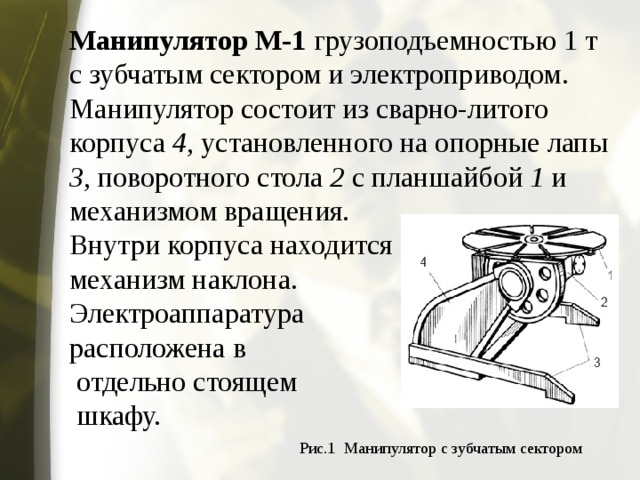
Манипулятор М-1 грузоподъемностью 1 т
с зубчатым сектором и электроприводом. Манипулятор состоит из сварно-литого корпуса 4 , установленного на опорные лапы 3 , поворотного стола 2 с планшайбой 1 и механизмом вращения.
Внутри корпуса находится
механизм наклона.
Электроаппаратура
расположена в
отдельно стоящем
шкафу.
Рис.1 Манипулятор с зубчатым сектором
Планшайба манипулятора круглая, имеет радиальные Т-образные пазы для крепежных болтов. Для передачи сварочного тока и предохранения от него подшипников под планшайбой на шпинделе установлен специальный токосъемник с меднографитовыми щетками, откоторого ток передается гибким на корпус манипулятора, минуя механизм стола. Вместо планшайбы на шпинделе может быть установлено любое специальное приспособление для закрепления изделия. Механизм наклона состоит из асинхронного электродвигателя,
клиноременной передачи, глобоидного редуктора, набора шестерен и зубчатого сектора, закрепленного на столе манипулятора.

Для предотвращения аварии при наклоне стола на угол, больший предельного, в крайних положениях (0 и 135° к горизонту) механизм наклона автоматически выключается двумя конечными выключателями (рис.2, а , б ).
Рис.2 Рабочие положения манипулятора:
а – наклон планшайбы на угол 45°; б – наклон планшайбы на угол 135°
Кроме того, предусмотрены аварийные упоры. Управление манипулятором кнопочное и может осуществляться
с переносного пульта или с пульта автосварки, в котором сблокировано управление манипулятором совместно со сварочным автоматом.
Угол наклона планшайбы контролируется по указателю, расположенному на цапфах стола.
На манипуляторе имеется номограмма для определения необходимого числа оборотов стола по заданной скорости сварки и диаметру свариваемого шва. Исходное положение – ось шпинделя вертикальна, планшайба расположена горизонтально . В этом положении изделие устанавливают и закрепляют на манипуляторе. Штрих-пунктиром показано положение для с варки ≪в лодочку≫ нижних швов,
при этом планшайба наклонена под углом 45°.
Для сварки ≪в лодочку≫ швов, которые в исходном положении являются потолочными, планшайба должна быть наклонена под углом 135°. Для сварки в нижнем положении вертикальных швов планшайбу наклоняют на 90°. Для сварки крупногабаритных изделий манипулятор устанавливают на специальной подставке – тумбе, лапы манипулятора снимают.
Иногда (в зависимости от размеров изделия) приходится делать приямок. При этом необходимо предусматривать возможность поворота изделия и при предварительном прочерчивании его контуров учитывать расстояние до
наиболее удаленной от оси вращения точки.
Основные параметры манипуляторов:
- грузоподъемность;
- крутящие моменты относительно оси вращения стола и относительно опорной плоскости.
Определяющими величинами при расчете мощности приводов и конструкции манипуляторов на прочность и жесткость являются крутящие моменты. Как известно из механики, крутящий момент равен произведению силы на плечо.
Домкратные манипуляторы
Отличительная особенность домкратных манипуляторов – устройство механизма наклона стола.
Наклон стола осуществляется незубчатым сектором, а механизмом поступательного движения – гидравлическими цилиндрами, хотя иногда возможно применение и винтовой передачи.
Домкратные манипуляторы обычно применяются для тяжелых изделий.
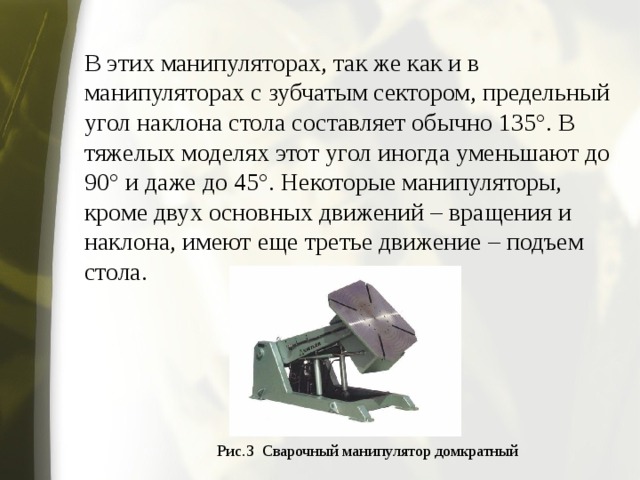
В этих манипуляторах, так же как и в манипуляторах с зубчатым сектором, предельный угол наклона стола составляет обычно 135°. В тяжелых моделях этот угол иногда уменьшают до 90° и даже до 45°. Некоторые манипуляторы, кроме двух основных движений – вращения и наклона, имеют еще третье движение – подъем стола.
Рис.3 Сварочный манипулятор домкратный
Это позволяет сваривать крупногабаритные изделия в различных положениях, не поднимая при этом манипулятор на специальную подставку – тумбу, как это требуется на манипуляторах без подъема стола. Устанавливают изделие на опущенном столе, а перед наклоном стол поднимают.
Манипуляторы консольные выполнены по оригинальной схеме, значительно отличающейся от рассмотренных ранее. Данные манипуляторы имеют консоль, выносящую стол с планшайбой вперед от
станины, ось консоли расположена под углом к оси главного вала привода, что частично уравновешивает изделие относительно этой оси.
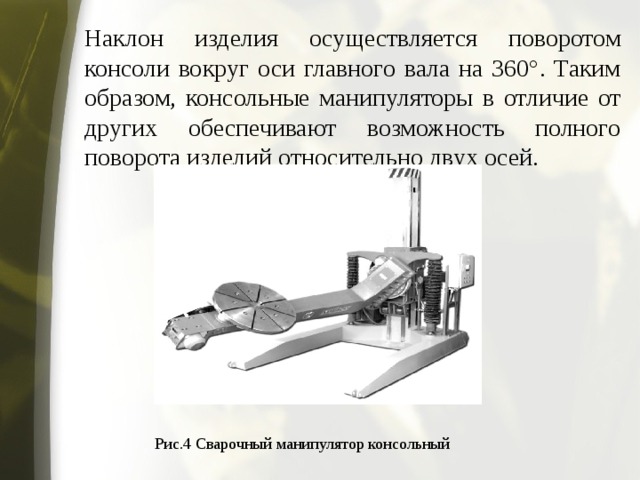
Наклон изделия осуществляется поворотом консоли вокруг оси главного вала на 360°. Таким образом, консольные манипуляторы в отличие от других обеспечивают возможность полного поворота изделий относительно двух осей.
Рис.4 Сварочный манипулятор консольный

Консольные манипуляторы (колонны)
крупногабаритные колонны
малогабаритные колонны
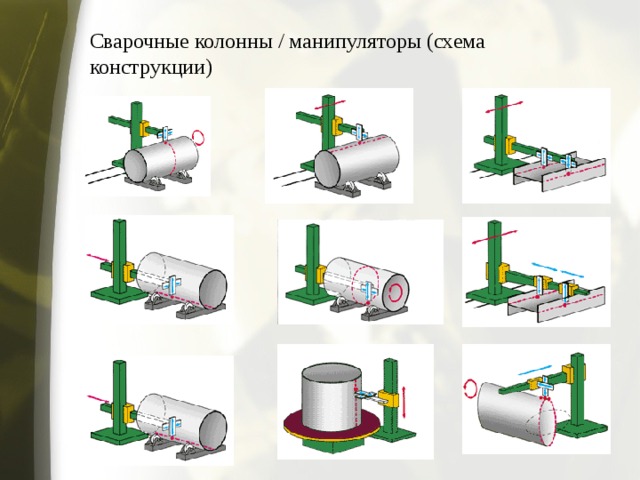
Сварочные колонны / манипуляторы (схема конструкции)
Вместе с тем для них характерны и существенные недостатки : большая занимаемая площадь; меньшая жесткость, так как стол установлен не непосредственно на станине, как у манипуляторов с зубчатым сектором, а на консоли (рис.4 ); значительные перемещения изделия в пространстве, как по горизонтали, так и по вертикали, что затрудняет установку сварочного аппарата и его обслуживание, особенно на высоте.
Этим объясняется то, что, несмотря на существенные преимущества, консольные манипуляторы не получили большого распространения и применяются для небольших изделий.
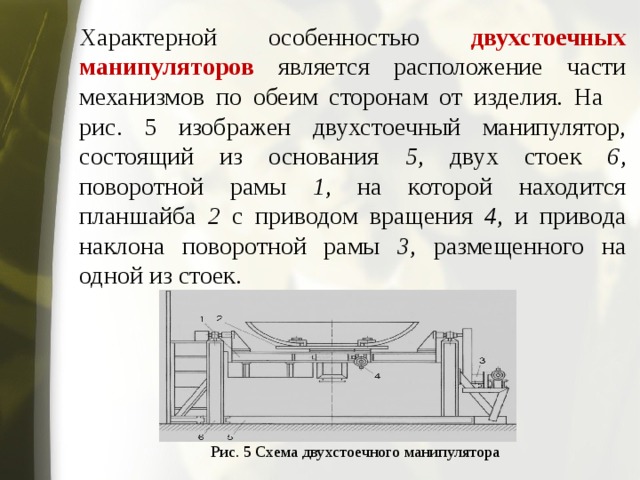
Характерной особенностью двухстоечных манипуляторов является расположение части механизмов по обеим сторонам от изделия. На рис. 5 изображен двухстоечный манипулятор, состоящий из основания 5 , двух стоек 6 , поворотной рамы 1 , на которой находится планшайба 2 с приводом вращения 4 , и привода наклона поворотной рамы 3 , размещенного на одной из стоек.
Рис. 5 Схема двухстоечного манипулятора
Управление обоими приводами дистанционное с помощью переносного пульта.
Преимущество двухстоечных манипуляторов – большие допустимые моменты наклона относительно опорной плоскости. Благодаря смещению этой плоскости от оси наклона центр тяжести изделия располагается близко к оси и изделие частично уравновешено массой рамы. Кроме того, при наклоне изделие поворачивается почти на одном месте, что значительно облегчает работу.
Недостатком двухстоечных манипуляторов является уменьшение диапазона свариваемых изделий, располагаемых между стойками манипулятора.

СПАСИБО
ЗА ВНИМАНИЕ!












Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!
Полезное для учителя

Реализация образовательных программ осуществляется с применением исключительно электронного обучения и ДОТ

