
, Алчевск


СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока

Была в сети 28.04.2024 08:47

Шишкина Людмила Николаевна
Преподаватель спецпредметов
64 года
Местоположение
Специализация
Презентация на тему: "Поворотное оборудование. Кантователи."
Категория:
Технология
02.03.2019 17:37

Просмотр содержимого документа
«Презентация на тему: "Поворотное оборудование. Кантователи."»
ОБОСОБЛЕННОЕ СТРУКТУРНОЕ ПОДРАЗДЕЛЕНИЕ
«АЛЧЕВСКИЙ СТРОИТЕЛЬНЫЙ КОЛЛЕДЖ»
ГОСУДАРСТВЕННОГО ОБРАЗОВАТЕЛЬНОГО УЧРЕЖДЕНИЯ ВЫСШЕГО ПРОФЕССИОНАЛЬНОГО ОБРАЗОВАНИЯ
ЛУГАНСКОЙ НАРОДНОЙ РЕСПУБЛИКИ
«ДОНБАССКИЙ ГОСУДАРСТВЕННЫЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ»
Оборудование для установки
и перемещения свариваемых изделий. Поворотное оборудование.
МДК 01.02 Основное оборудование для производства сварных конструкций
Специальность: 22.02.02 Сварочное производство, 1-й год обучения
Разработала: преподаватель высшей категории АСК Дон ГТУ
Шишкина Людмила Николаевна
Тема программы:
Механическое оборудование для установки и перемещения деталей, сварных конструкций

Тема урока:
Поворотное оборудование.
Вращатели.
Кантователи различают по конструктивному исполнению и по количеству осуществляемых движений.
По конструктивному исполнению – двухстоечные, кольцевые, пенные, рычажные, домкратные, челночные, книжные и с поворотной рамой;
по количеству движений – обеспечивающие только поворот изделия вокруг постоянной оси или с подъемом либо горизонтальным перемещением изделия.
Наиболее широкое распространение получили двухстоечные кантователи с постоянной осью, имеющие ряд преимуществ по сравнению с другими типами кантователей. Они универсальны, просты по конструкции, дешевы, компактны и требуют меньшую мощность привода, поскольку поворот изделия происходит вокруг продольной оси, расположенной вблизи центра тяжести.
Это фактически упрощенные горизонтальные вращатели, имеющие только маршевую скорость вращения.
Двухстоечные кантователи отличаются от вращателей устройством привода вращения: здесь так же, как и у позиционеров, обычно
применяется асинхронный электродвигатель.

Кантователь с подъемными центрами
https://www.youtube.com/watch?v=zaWVFX6u9ro
Двухстоечные кантователи могут иметь еще одно отличие. Если вращатели со сварочной скоростью применяются, как правило, для сварки круговых швов и требуют возможности поворота изделия на 360°, то кантователи применяют для сварки различных швов на изделиях разнообразной формы, что часто не требует поворота изделия на 360°. При этом сторона изделия, на которой отсутствуют свариваемые швы, может
быть использована для крепления. Это особенно важно при сварке длинных и нежестких изделий, которые недостаточно крепить только за торцы, и при невозможности применения дополнительных опор (люнетов) между стойками. В этих случаях изделие закрепляют на поворотной раме, установленной на стойках кантователя.
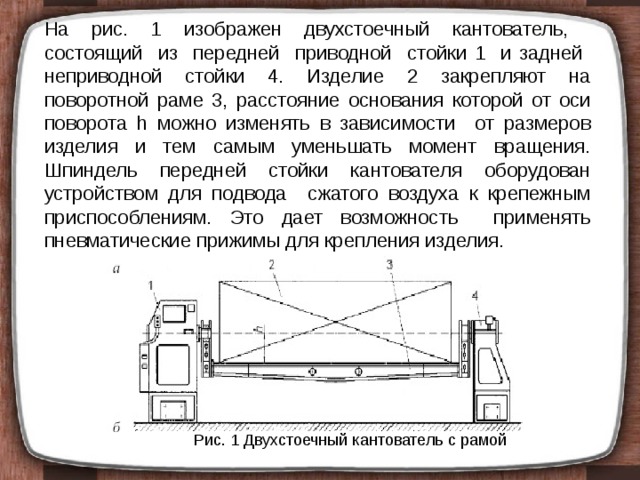
На рис. 1 изображен двухстоечный кантователь, состоящий из передней приводной стойки 1 и задней неприводной стойки 4. Изделие 2 закрепляют на поворотной раме 3, расстояние основания которой от оси поворота h можно изменять в зависимости от размеров изделия и тем самым уменьшать момент вращения. Шпиндель передней стойки кантователя оборудован устройством для подвода сжатого воздуха к крепежным приспособлениям. Это дает возможность применять пневматические прижимы для крепления изделия.
Рис. 1 Двухстоечный кантователь с рамой

Кантователь двухстоечный с гидравлическим приводом
https://www.youtube.com/watch?v=0DlE89Iwfp0
Кантователи небольшой грузоподъемности (до 500 кг) имеют обычно ручной привод поворота.
Кантователи с подъемными центрами применяют в основном
для плоских крупных рам.
Кольцевые кантователи могут быть с целыми и разъемными кольцами. Кантователи с целыми кольцами применяют в основном для рамных и корпусных изделий, которые закрепляют обычно на ра-
ме или кондукторе, расположенном между кольцами. На рис.2 изображена схема такого кантователя для сборки и сварки блоков тепловозных дизелей массой до 6 т.
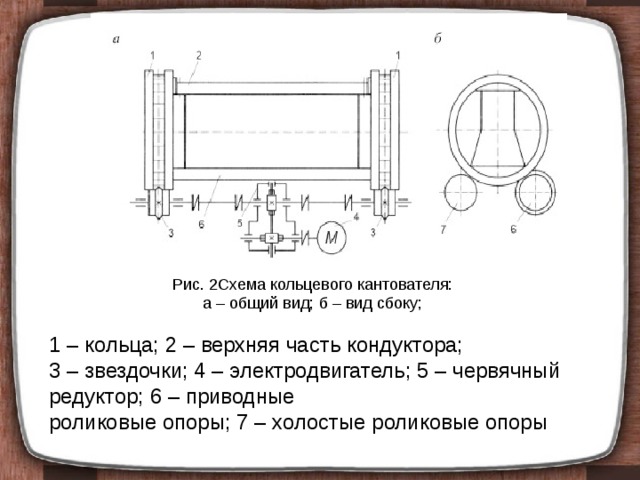
Рис. 2Схема кольцевого кантователя:
а – общий вид; б – вид сбоку;
1 – кольца; 2 – верхняя часть кондуктора;
3 – звездочки; 4 – электродвигатель; 5 – червячный редуктор; 6 – приводные
роликовые опоры; 7 – холостые роликовые опоры
Кольцевой кантователь состоит из двух колец, между которыми закреплен разъемный кондуктор. Верхняя часть кондуктора съемная. Кольца опираются на две холостые и две приводные роликоопоры. На валу при водных роликоопор закреплены звездочки, вращающиеся от электродвигателя через двухступенчатый червячный редуктор.
Кольцевые кантователи используют обычно для сварки балочных конструкций. Разъемные кольца состоят из трех–четырех шарнирно соединенных между собой секторов. Для установки и съема изделия один–два сектора открываются. В закрытом состоянии секторы образуют сплошное кольцо. Раскрытие и закрытие секторов возможно вручную или механизированно.

Рис. 3Кольцевой кантователь в сварочном цехе
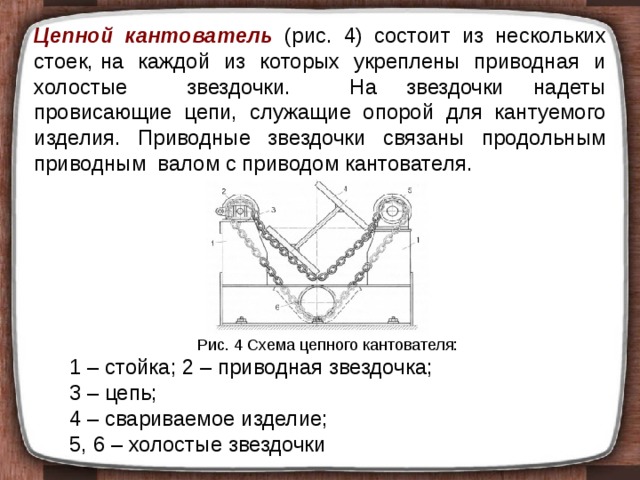
Цепной кантователь (рис. 4) состоит из нескольких стоек, на каждой из которых укреплены приводная и холостые звездочки. На звездочки надеты провисающие цепи, служащие опорой для кантуемого изделия. Приводные звездочки связаны продольным приводным валом с приводом кантователя.
Рис. 4 Схема цепного кантователя:
1 – стойка; 2 – приводная звездочка;
3 – цепь;
4 – свариваемое изделие;
5, 6 – холостые звездочки

Кантователь цепной
https ://www.youtube.com/watch?v=THl5l2dz9tU
Цепные кантователи обладают двумя существенными преимуществами: они просты и надежны в работе и не требуют крепления изделия.
Вместе с тем, применение цепных кантователей при автоматической сварке нежелательно, так как после кантовки изделие, опирающееся только на цепи, трудно зафиксировать в неподвижном положении и установить параллельно оси движущегося сварочного автомата.

Цепной кантователь

Сборка сварной балки
на цепном кантователе
Имеются цепные кантователи с опускающимися цепями . При работе таких кантователей изделие в исходном положении находится на жестких опорах (цепи в это время опущены ниже уровня опор).
Для кантовки цепи поднимаются и снимают изделие с опор, опуская его опять на опоры после кантовки. Это позволяет применить автоматическую сварку, так как во время сварки изделие находится в неподвижном состоянии.
Цепные кантователи применяют в основном для сварки балок с поперечным сечением, близким к квадрату. Кантователи с опускающимися цепями применяют также для сварки крупногабаритных изделий, в частности решетчатых конструкций прямоугольного сечения.

Рычажный кантователь для балок состоит из нескольких призматических опор, двух продольных валов, закрепленных в верхней части опор, и двух групп Г-образных рычагов – левых и правых. Рычаги расположены между опорами и связаны с приводными гидроцилиндрами, размещенными в нижней части кантователя.
Работа рычажного кантователя для балок осуществляется следующим образом. В исходном положении все рычаги опущены и их опорные
плоскости находятся ниже рабочих плоскостей призматических опор.
Балка подается краном и укладывается на опоры. После сварки первого шва цилиндры поднимают соответствующую группу рычагов, поворачивая балку на 45° до горизонтального положения ее опорной плоскости. Затем включаются цилиндры, поднимающие противоположные рычаги и подводящие их под балку. После этого рычаги опускаются – сначала рычаги без балки, затем рычаги, укладывающие балку на опоры.
Таким образом, балка оказывается повернутой на 90° и подготовленной к сварке следующего шва. При необходимости поворота на 180° цикл повторяется. Кантовать можно в любую сторону. Цикл поворота автоматизирован с помощью конечных выключателей, управляющих движениями рычагов в заданной последовательности, и происходит от одного нажатия кнопки. Кантователь целесообразно применять для балок сравнительно небольшого поперечного сечения (порядка 500 Ч 500 мм), которые необходимо сваривать «в лодочку». Так же, как и цепной, рычажный кантователь не требует крепления изделия, обеспечивая в то же время неподвижное положение балки при сварке.
Домкратный кантователь для поворота на 90° в обе стороны плоских рам состоит из основания поворотной рамы, двух гидравлических домкратов и четырех выдвижных полуосей. Выдвижение полуосей
производится гидроцилиндрами. Раму с закрепленным на ней изделием можно поворачивать вокруг двух полуосей, при этом две другие полу-оси убираются. Домкратные кантователи предназначены, как правило, для конкретных изделий, в основном для плоских крупных рам.

Кантователь с подъёмными центрами
http://www.e-eng.ru/catalog/vagonostroi/kantovatelvagona/















Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!
Полезное для учителя

Реализация образовательных программ осуществляется с применением исключительно электронного обучения и ДОТ

