
, Алчевск


СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока

Была в сети 28.04.2024 18:23

Шишкина Людмила Николаевна
Преподаватель спецпредметов
64 года
Местоположение
Специализация
Презентация на тему: "Автоматические сборочно - сварочные линии. Компоновка и транспортные средства линий. Схемы линий."
Категория:
Технология
21.10.2018 18:07

Просмотр содержимого документа
«Презентация на тему: "Автоматические сборочно - сварочные линии. Компоновка и транспортные средства линий. Схемы линий."»
ОБОСОБЛЕННОЕ СТРУКТУРНОЕ ПОДРАЗДЕЛЕНИЕ «АЛЧЕВСКИЙ СТРОИТЕЛЬНЫЙ КОЛЛЕДЖ» ГОСУДАРСТВЕННОГО ОБРАЗОВАТЕЛЬНОГО УЧРЕЖДЕНИЯ ВЫСШЕГО ПРОФЕССИОНАЛЬНОГО ОБРАЗОВАНИЯ ЛУГАНСКОЙ НАРОДНОЙ РЕСПУБЛИКИ «ДОНБАССКИЙ ГОСУДАРСТВЕННЫЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ»
Автоматические сборочно - сварочные линии.
Компоновка и транспортные средства линий.
Схемы линий.
МДК 01.02 Основное оборудование для производства сварных конструкций
Специальность: 22.02.02 Сварочное производство, 2-й год обучения
Разработала: преподаватель высшей категории АСК Дон ГТУ
Шишкина Людмила Николаевна
В середине 50-х годов создалось неудовлетворительное положение в развитии механизации и автоматизации сварки, возникло противоречие между успешной автоматизацией собственно процессов сварки и отсутствием автоматизации вспомогательных сборочно-сварочных операций при этом часто весьма эффективная автоматизация процессов собственно сварки не позволяла получать должных выгод. В конце 50-х и начале 60-х годов, как уже отмечалось, в сварочном производстве начался переход от автоматизации отдельных процессов к комплексной автоматизации и механизации технологического процесса в целом, к созданию высокомеханизированных поточных сборочно-сварочных линий.

Автоматическими линиями называют поточные линии станков и агрегатов, связанные в единую систему, в которой весь комплекс технологических процессов происходит без прямого участия рабочего, который лишь контролирует и налаживает оборудование.

Примером автоматических линий
могут служить сборочно-сварочные автоматические линии для производства труб дымоходов
https://www.youtube.com/watch?v=RAVs7R_MkOU
Область применения автоматических линий —массовое производство устойчивых по конструкции изделий. Их используют в различных отраслях машиностроения с довольно широкой номенклатурой операций сверлильно-расточных, резьбонарезных, токарных, фрезерных, шлифовальных, зуборезных, а также кузнечно-прессовых, литейных, сварочных и термических. В автоматические линии могут, входить агрегаты, осуществляющие сборочные операции, антикоррозийные покрытия, взвешивание, упаковку и другие вспомогательные работы.
Автоматические сборочно- сварочные линии классифицируются по следующим признакам:
По характеру исходного материала:
- для материала, подаваемого непрерывной заготовкой( проволока, лента, полоса);
- для штучных заготовок.
По виду выполняемых на линии работ:
- для сварки;
- для сборки и сварки;
- для сборки, сварки и отделки.
По признаку непрерывности производственного потока:
- непрерывные;
- прерывающиеся.
По расположению технологического оборудования вдоль линии:
- последовательные;
- параллельные;
- последовательно- параллельные.
По расположению основного транспорта:
- со сквозным транспортом;
- с выносным транспортом.
В непрерывных линиях все технологическое оборудование (2) связано одним конвейером (1) и работает в едином ритме. Не требуется создание промежуточных запасов заготовок и деталей.
Недостаток: зависимость работы всей линии от бесперебойной работы отдельных элементов.
1
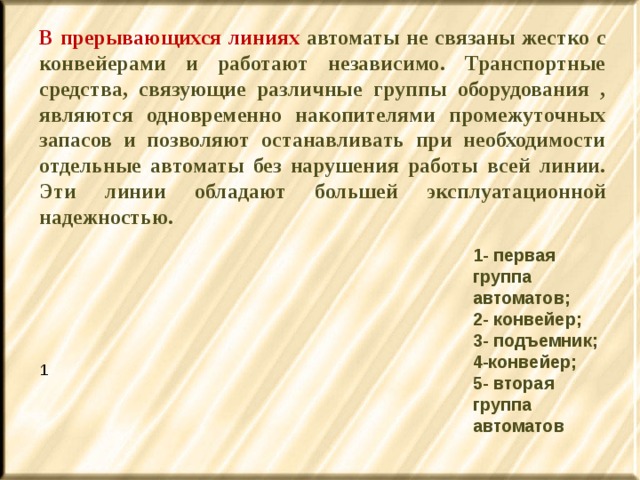
В прерывающихся линиях автоматы не связаны жестко с конвейерами и работают независимо. Транспортные средства, связующие различные группы оборудования , являются одновременно накопителями промежуточных запасов и позволяют останавливать при необходимости отдельные автоматы без нарушения работы всей линии. Эти линии обладают большей эксплуатационной надежностью.
1- первая группа автоматов;
2- конвейер;
3- подъемник;
4-конвейер;
5- вторая группа автоматов
1
В линиях с последовательным расположением оборудования каждое изделие последовательно проходит по всем автоматам, на каждом из которых выполняются различные технологические операции. Нормальная работа линии возможна только при одинаковой продолжительности операций, совершаемых на каждом автомате. Пример линия изготовления спиралевидных труб (https://www.youtube.com/watch?v=k0gcsSZ-DQ4)
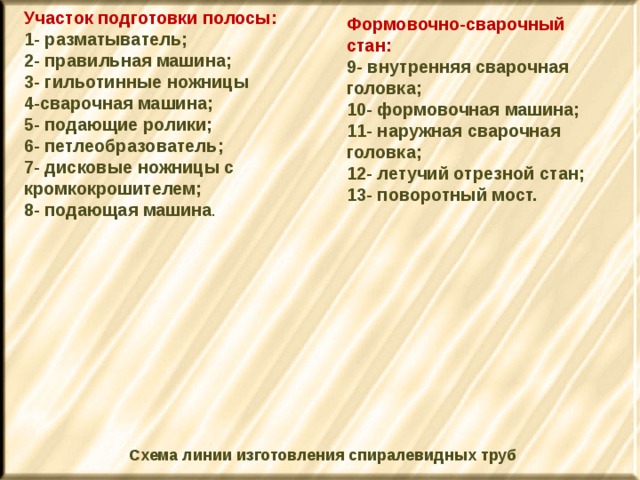
Участок подготовки полосы:
1- разматыватель;
2- правильная машина;
3- гильотинные ножницы
4-сварочная машина;
5- подающие ролики;
6- петлеобразователь;
7- дисковые ножницы с кромкокрошителем;
8- подающая машина .
Формовочно-сварочный стан:
9- внутренняя сварочная головка;
10- формовочная машина;
11- наружная сварочная головка;
12- летучий отрезной стан;
13- поворотный мост.
Схема линии изготовления спиралевидных труб

Линии с параллельным расположением оборудования применяются для изготовления простых изделий, когда весь процесс выполняется на одном или нескольких станках- автоматах.
Последовательно - параллельные линии применяются в случаях, когда длительность операций, выполняемых на разном технологическом оборудовании, различна. Для обеспечения заданного такта линии на участок, где выполняются более длительные операции параллельно устанавливают большое число единиц оборудования.

Примером последовательно- параллельной линии является линия сварки унифицированных рештаков для скребков угольных конвейеров.
а) рештак
б)схема линии
б) раздатчик
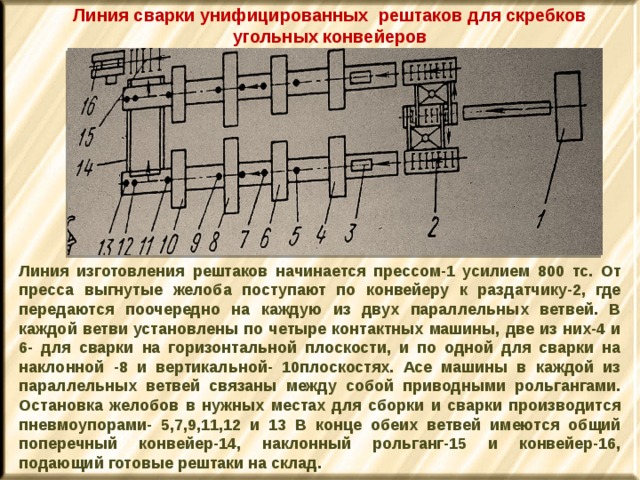
Линия сварки унифицированных рештаков для скребков угольных конвейеров
Линия изготовления рештаков начинается прессом-1 усилием 800 тс. От пресса выгнутые желоба поступают по конвейеру к раздатчику-2, где передаются поочередно на каждую из двух параллельных ветвей. В каждой ветви установлены по четыре контактных машины, две из них-4 и 6- для сварки на горизонтальной плоскости, и по одной для сварки на наклонной -8 и вертикальной- 10плоскостях. Асе машины в каждой из параллельных ветвей связаны между собой приводными рольгангами. Остановка желобов в нужных местах для сборки и сварки производится пневмоупорами- 5,7,9,11,12 и 13 В конце обеих ветвей имеются общий поперечный конвейер-14, наклонный рольганг-15 и конвейер-16, подающий готовые рештаки на склад.
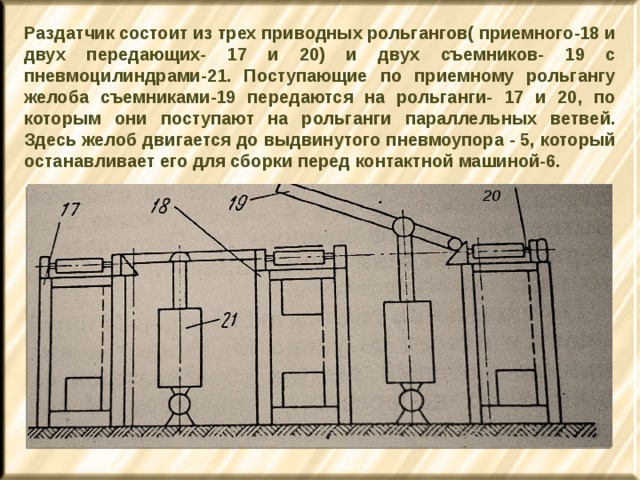
Раздатчик состоит из трех приводных рольгангов( приемного-18 и двух передающих- 17 и 20) и двух съемников- 19 с пневмоцилиндрами-21. Поступающие по приемному рольгангу желоба съемниками-19 передаются на рольганги- 17 и 20, по которым они поступают на рольганги параллельных ветвей. Здесь желоб двигается до выдвинутого пневмоупора - 5, который останавливает его для сборки перед контактной машиной-6.
20
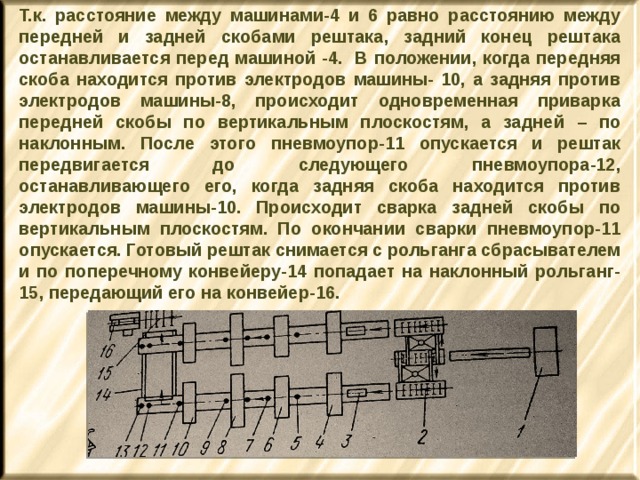
Т.к. расстояние между машинами-4 и 6 равно расстоянию между передней и задней скобами рештака, задний конец рештака останавливается перед машиной -4. В положении, когда передняя скоба находится против электродов машины- 10, а задняя против электродов машины-8, происходит одновременная приварка передней скобы по вертикальным плоскостям, а задней – по наклонным. После этого пневмоупор-11 опускается и рештак передвигается до следующего пневмоупора-12, останавливающего его, когда задняя скоба находится против электродов машины-10. Происходит сварка задней скобы по вертикальным плоскостям. По окончании сварки пневмоупор-11 опускается. Готовый рештак снимается с рольганга сбрасывателем и по поперечному конвейеру-14 попадает на наклонный рольганг-15, передающий его на конвейер-16.
Вывод: при автоматическом выполнении основной части операций, некоторые из них ( в том числе и сборка) производятся с участием человека.
Поэтому линия отнесена к полуавтоматическому оборудованию.
Линия имеет последовательно - параллельное расположение оборудования.
Все сварочное оборудование расположено параллельно, последовательно расположен только пресс.
Линия непрерывная со сквозным транспортом .
Применяемые для сборки-сварки автоматические линии оснащаются обычно следующими автоматизированными устройствами:
1) автоматическими устройствами закладки деталей и съема собранных сборочных единиц;
2) устройствами фиксации (подвижными столами, подвижными платформами и т. д.);
3) конвейерами различного типа;
4) многоточечными сварочными машинами и сварочными роботами;
5) поворотными устройствами и кантователями для осуществления сварки в удобном положении.

Для предупреждения остановок сварочных комплексов в автоматических линиях на их стыке встраиваются автоматические склады-накопители штабелерного, карусельного или элеваторного типов, обеспечивающие работу в течение 3 часов.
Склад штабелерного типа
Автоматизированный карусельный склад
Транспорт в автоматических линиях является важным фактором, влияющим на компоновку и всю работу линии.
В непрерывных линиях транспортировка заготовок осуществляется протягиванием их сквозь рабочие места. Транспортировка штучных изделий выполняется различными конвейерами.
В прерывающихся линиях применяются роликовые, тележечные и другие конвейеры .














Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!
Полезное для учителя

Реализация образовательных программ осуществляется с применением исключительно электронного обучения и ДОТ

