

СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока



Презентация к уроку "Резьбовые соединения"

Просмотр содержимого документа
«Презентация к уроку "Резьбовые соединения"»

ТЕМА УРОКА
РЕЗЬБОВЫЕ СОЕДИНЕНИЯ
ЦЕЛИ УРОКА:
Образовательная: изучить виды резьбовых соединений .
Развивающая: создать на уроке условия для развития мыслительных способностей .
Воспитательная: воспитания в учениках средствами урока уверенности в своих силах .
Большинство современных металлических, пластиковых, деревянных и других конструкций скрепляются с помощью деталей с резьбовым типом соединения. Благодаря эффективности, простоте и надежности, оно приобрело популярность в строительной отрасли, прокладке трубопроводов, автомобилестроении и машиностроении, а также во многих других областях промышленности. В бытовых условиях резьбовые соединения тоже активно используются.
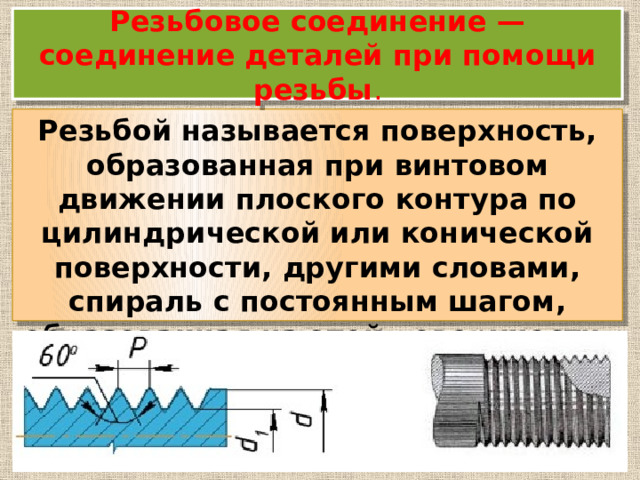
Резьбовое соединение — соединение деталей при помощи резьбы .
Резьбой называется поверхность, образованная при винтовом движении плоского контура по цилиндрической или конической поверхности, другими словами, спираль с постоянным шагом, образованная на этой поверхности.


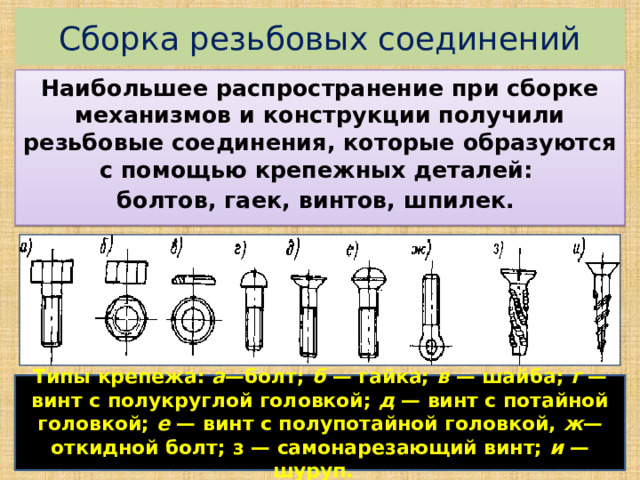
Сборка резьбовых соединений
Наибольшее распространение при сборке механизмов и конструкции получили резьбовые соединения, которые образуются с помощью крепежных деталей:
болтов, гаек, винтов, шпилек.
Типы крепежа: а —болт; б — гайка; в — шайба; г — винт с полукруглой головкой; д — винт с потайной головкой; е — винт с полупотайной головкой, ж —откидной болт; з — самонарезающий винт; и — шуруп.
Точное фиксирование положения одной детали относительно другой производится штифтами.
Сборка и разборка резьбовых соединений выполняется ручным и механизированным инструментом.
Основным ручным инструментом являются гаечные ключи, изготовляемые обычно из стали марок 40 и 45 или стали 40Х.

гаечные ключи
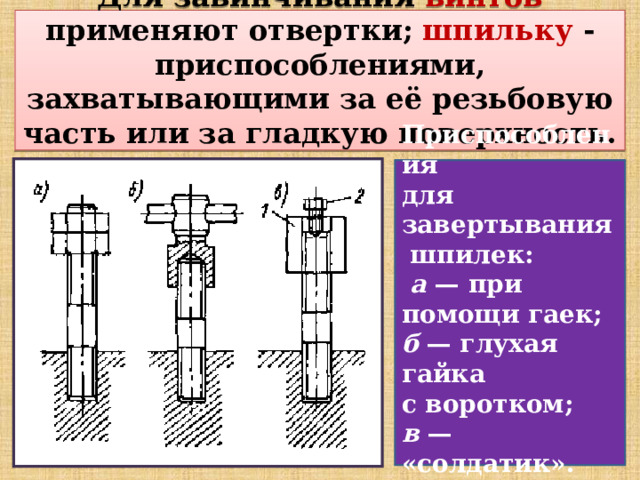
Для завинчивания винтов применяют отвертки; шпильку - приспособлениями, захватывающими за её резьбовую часть или за гладкую поверхность.
Приспособления
для завертывания шпилек:
а — при помощи гаек; б — глухая гайка с воротком;
в — «солдатик».
1 — гайка;
2 — болт.

РУЧНОЙ ИНСТРУМЕТН ДЛЯ РЕЗЬБОВЫХ СОЕДИНЕНИЙ
ОТВЁРТКА
ШПИЛЬКОВЁРТ
Простейшим способом является завертывание и отвертывание шпилек при помощи двух гаек (см. рис. а), вращая верхнюю - шпильку завертывают, а вращая нижнюю вывёртывают. Ключ для завёртывания шпильки (см. рис.б) представляет собой глухую гайку с воротком.
Приспособление «солдатик» (см. рис. в) состоит из высокой гайки и болта, упирающегося в торец шпильки.
После завертывания шпильки и ослабления болта гайка
легко свинчивается.
Подготовка деталей к сборке
Перед сборкой резьбового соединения необходимо тщательно зачистить плоскости соприкосновения деталей, сиять заусенцы и притупить острые кромки и углы.
Плоскости соединений, к которым предъявляются также и требования
герметичности после припиливания, шабрятся или шлифуются.
После затяжки болтов зазор между деталями контролируется с помощью щупа. Его размер не должен превышать 0,03—0,05 мм.
Проверяют состояние резьбы на болтах, гайках и шпильках, которая должна быть плотной и не иметь сорванных витков и забоин.
Гайка должна навинчиваться от руки или при небольшом усилии ключа, в противном случае надо выполнить «прогонку» резьбы в гайке или на болте.
Болты и шпильки необходимо устанавливать перпендикулярно к плоскости разъема свинчиваемых деталей.
Опорные поверхности головок болтов и гаек должны плотно прилегать к соответствующим поверхностям скрепляемых деталей.
Оси отверстий деталей, стягиваемых болтом, должны совпадать .
Допускаемое смещение не должно превышать разности диаметров отверстия и болта, т. е. диаметрального зазора, который в обычных соединениях принимается в пределах
0,3 — 0,4мм на каждые 10мм диаметра болта.
Особое внимание следует обращать на постепенность затягивания гаек и очередность их затяжки.
Неравномерность затяжки может вызвать в соединяемых деталях сильные напряжения, коробления и не позволит обеспечить герметичность конструкции.
В случае соединения изделий несколькими крепежными деталями рекомендуется сначала завинтить все крепежные детали без затяжки, а затем постепенно подтягивать крайние, наиболее удаленные одна от другой, за ними средние, а потом промежуточные.
Способы предотвращения самоотвинчивания гаек (стопорение):
- затяжкой второй гайкой
(контр-гайкой), навинчиваемой после основной;
- шплинтование гайки разводным шплинтом (рис. а);
- установкой пружинной шайбы
(рис. б), которая всё время стремится поджать гайку вверх, создавая дополнительные усилия в резьбовом соединении.
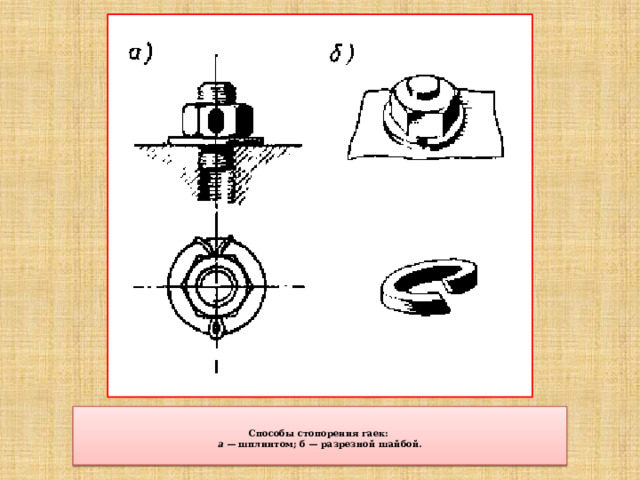
Способы стопорения гаек: а — шплинтом; б — разрезной шайбой.
При сборке ответственных соединений, чтобы получить равномерную затяжку всех гаек, пользуются специальными предельными ключами, которые отрегулированы на определенную силу затяжки,—динамометрическим ключом или ключом с регулируемым крутящим моментом.
Чрезмерная затяжка резьбового соединения
не допускается, так как при этом возможно скручивание стержня,сдвиг резьбы и пр.
Инструментами, механизирующими процесс сборки резьбовых соединений, являются гайковерты, шпильковерты, отвертки, ключи , которые приводятся в действие пневматическими, электрическими, гидравлическими и пневмогидравлическими приводами .
Все гайковерты, поставляемые промышленностью, снабжаются сменными наконечниками, которые представляют собой торцевые ключи и отвертки, соответствующего размера.
Перед началом работы ключ
или отвертку закрепляют в
шпинделе гайковерта.

Для завинчивания гаек применяют различные типы пневматических гайковертов
ЭЛЕКТРИЧЕСКИЙ
ПНЕВМАТИЧЕСКИЙ
Для механизации завинчивания винтов применяют пневмоотвёртки и электроотвёртки, снабжаемые сменным инструментом, позволяющим завинчивать винт с различной формой головки (полукруглая, потайная), а также превращать отвертку в гайковерт.

ЭЛЕКТРООТВЁРТКА
ПНЕВМООТВЁРТКА
Завертывание шпилек может производиться как с помощью электро- или пневмошпильковертов, конструкция и принцип действия которых аналогичны конструкции и принципу действия гайковертов, так и с помощью специальных ключей (последние в качестве сменных инструментов приводятся в действие сверлильными машинками или гайковертами).
ДОМАШНЕЕ ЗАДАНИЕ:
Проработать изученный материал по конспекту и других, рекомендованных источников информации.












Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!
Полезное для учителя


