
, Алчевск


СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока

Была в сети 27.04.2024 20:02

Шишкина Людмила Николаевна
Преподаватель спецпредметов
64 года
Местоположение
Специализация
Презентация дипломного проекта на тему: "Разработка технологического процесса изготовления гидроклапана"
Категория:
Технология (мальчики)
23.03.2018 06:39

Просмотр содержимого документа
«Презентация дипломного проекта на тему: "Разработка технологического процесса изготовления гидроклапана"»
Выполнил: Щенцовый А.И. Руководитель: Шишкина Л.Н.
Алчевск 2014
Цель работы: -научиться разрабатывать технологический процесс изготовления металлоконструкции.
Характеристика гидроклапана ГК-2000
Среда в гидроклапане – сероводородный газ, конденсат сероводородного газа. Среда взрывоопасная, токсичная.
Рабочее давление гидроклапана 0,015 МПа. Работа гидроклапана при температуре 40-50 Сº. Температура пара , поступающего в подогреватель 250 Сº. Масса гидроклапана в рабочем состоянии 3000 кг.
Гидроклапан собирается из множества элементов, таких как: днище, крышка, обечайка, муфта, заглушки, фланец; а так же металлического профиля, такого как: металлические полосы, металлические листы, уголки, и т.д. Особую сложность в изготовлении изделия составляет большое количество труб.
Основные части:
Корпус
Днище δ = 10 мм
Крышка δ =10 мм
Лист δ = 6 мм
Труба Ø 325х12
Труба Ø 273х11
- Гидроклапан предназначен для сброса сероводородного газа в обратный коксовый газ при превышении заданного давления в сернокислотном отделении.
Для изготовления данной металлоконструкции будут использованы такие заготовительные операции:
- Очистка
- Правка
- Разметка
- Резка
Очистка
- Очистку буду производить химическим способом применяя ванный метод.
В этом методе детали последовательно опускают в ванны с различными растворами и выдерживают в каждом из них определенное время.

Правка
- Taк как в пpoeктиpyeмoй кoнcтpyкции пpиcyтcтвyют yгoлки и лиcтoвoй мeтaлл, я бyдy выпoлнять иx пpaвкy в лиcтoпpaвильныx вaльцax.
Разметка
- Paзмeткy зaгoтoвoк пpoeктиpyeмoй кoнcтpyкци, я бyдy пpoизвoдить c пoмoщью фoтoпpoeкциoннoй aппapaтypы и пepeнocныx пнeвмaтичecкиx кepнepoв.
В комплект фотопроекционной аппаратуры входят, фотографические и проекционные установки. Чертежи размеченных листов выполняют в масштабе 1×10 или 1×5 и фотографируют на фотопластины размером 9х12. Проекционная установка воспроизводит в натуральную величину негативное изображение на размечаемых листах металла. Далее по световому изображению накернивают контур деталей на месте

Резка
- Для данной конструкции резку труб и листов буду производить на механизированной линии для резки труб.

Сборка
- Сборку буду производить на сборочной плите с использованием струбцин, применяя правила базирования.

Выбор материалов
- Для данной металлоконструкции я выбрал сталь марки 12Х18Н10Т.
Расшифровка данной стали:
- 0.12% Углерод
- 0.18% Хром
- 0.10% Никель
~ 1% Титан
Свариваемость данной стали – без ограничений.
Для сварки данной стали я выбрал сварочную проволоку марки
Св06Х19Н9Т.
Проволока сварочная Св06Х19Н9Т, обладающая коррозиестойкими свойствами предназначенная в основном для сваривания нержавеющих сталей марки типа 08х18Н10, 08х18Н10Т, 12х18Н9Т, 12х18Н10Т и тому подобных в среде защитных газов.
Сварка
- Сварка – процесс получения неразъемного соединения путём местного нагрева кромок металла до пластического или расплавленного состояния.
Исходя из данных полученных при расчетах выберу сварочное оборудование.
-Диаметр проволоки = Ø 2 мм.
-Сила сварочного тока. Iсв. = 285 А.
-Напряжение дуги. Uсв. = 26 В.
-Скорость подачи электродной проволоки Vп.п. = 169 м/ч
Сварочное оборудование
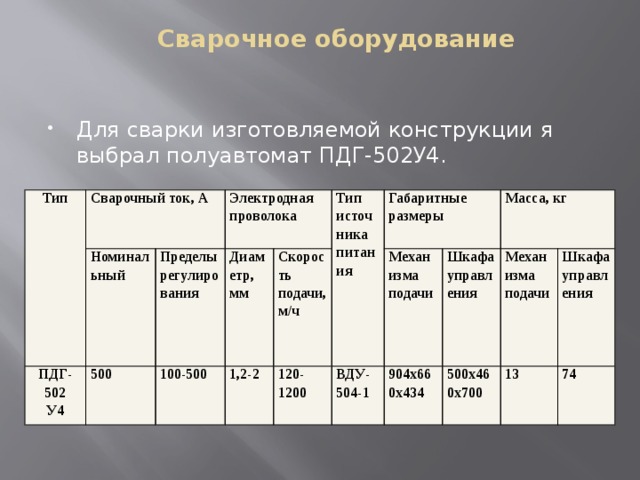
- Для сварки изготовляемой конструкции я выбрал полуавтомат ПДГ-502У4.
Тип
Сварочный ток, А
Номинальный
ПДГ-502 У4
500
Пределы регулирования
Электродная проволока
Диаметр, мм
100-500
Тип источника питания
Скорость подачи, м/ч
1,2-2
Габаритные размеры
120-1200
ВДУ-504-1
Механизма подачи
Шкафа управления
Масса, кг
904х660х434
Механизма подачи
500х460х700
Шкафа управления
13
74

Полуавтомат ПДГ-502
Механизм подачи электродной проволоки
Сварочная горелка
Открытый
Источник питания
ГДПГ-501-4
ВДУ-504-1
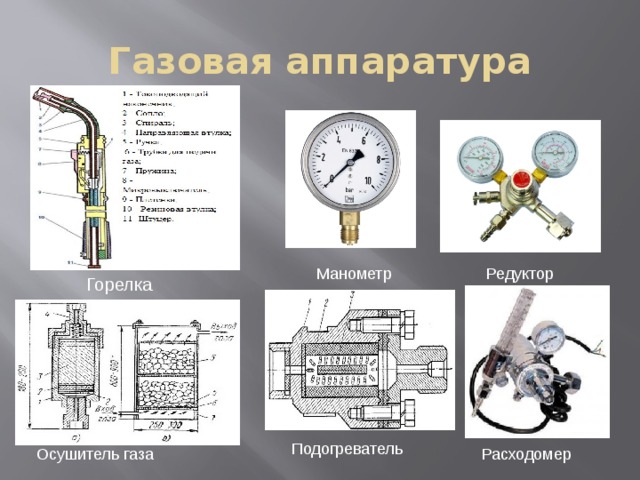
Газовая аппаратура
Манометр
Редуктор
Горелка
Подогреватель
Осушитель газа
Расходомер
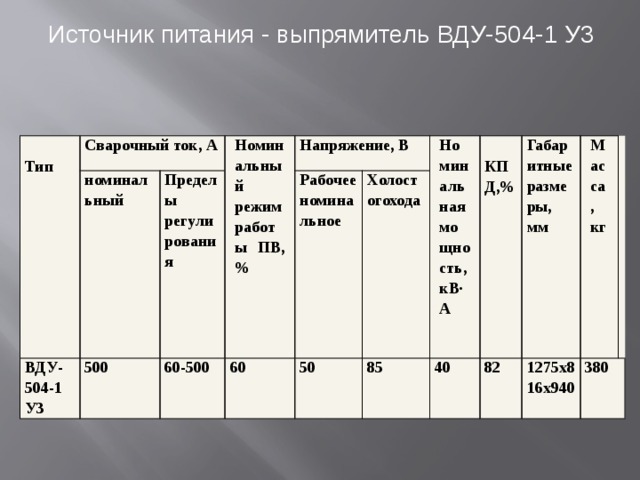
Источник питания - выпрямитель ВДУ-504-1 У3
Тип
Сварочный ток, А
номинальный
ВДУ-504-1 У3
Номинальный режим работы ПВ, %
500
Пределы регулирования
60-500
Напряжение, В
60
Рабочее номинальное
Холостогохода
Номинальная мощность, кВ∙А
50
85
КПД,%
40
Габаритные размеры, мм
Масса, кг
82
1275х816х940
380
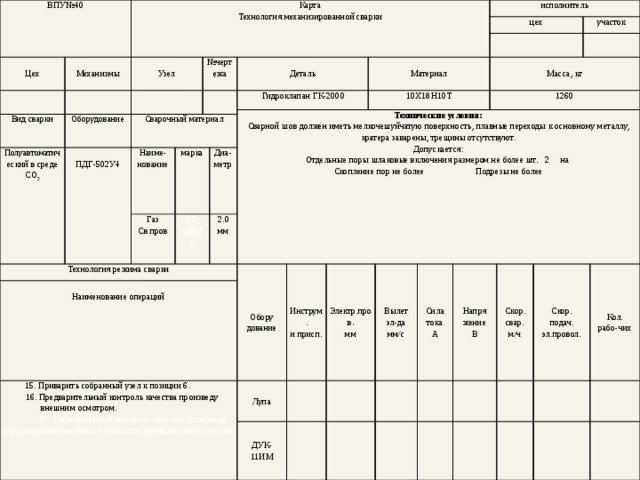
Технологическая карта
На основании полученных данных: заготовительного, сборочно-сварочного оборудования, материалов и режимов сварки, составлю технологическую карту.
ВПУ№40
Карта
Технология механизированной сварки
Цех
Механизмы
Узел
Вид сварки
№ чертежа
Полуавтоматический в среде СО 2
Оборудование
Сварочный материал
Наиме-
ПДГ-502У4
Технология режима сварки
Гидроклапан ГК-2000
Деталь
Газ
марка
нование
Технические условия:
CO 2
Св.пров
- Собрать патрубок позиции 20 с позицией 6 и сварить.
- Собрать патрубок позиция 15 с 6 и сварить.
- Собрать позицию 20 с позицией 34 и сварить.
- Собрать и сварить позицию 5 с позицией 21.
- Установить теплообменник.
- Собрать позцию 26 с позицией 6 и сварить
- Собрать позицию 25 с позицией 6 и сварить
- Установить по раз метке 2 бабышки и сварить с позициями 6, 25, 26.
- Собрать основание позиция 4 с позицией 6 и сварить.
- Собрать уголок позиция 11 с позицией 4 и теплообменником и сварить.
- Собрать две цалфы позиция 54 с позицией 6 и сварить
- Собрать фланец позиция 39 с позицией 6 и сварить.
- Собрать патрубки с фланцем с позицией 18,33,23,37,19,33 и сварить.
- Собрать позицию 22 и 36 и сварить.
Наименование операций
Сварной шов должен иметь мелкочешуйчатую поверхность, плавные переходы к основному металлу, кратера заварены, трещины отсутствуют.
Диа-метр
Св08ГС
исполнитель
10Х18Н10Т
Материал
Допускается:
2.0
цех
Отдельные поры шлаковые включения размером не более шт. 2 на
мм
Скопление пор не более Подрезы не более
Обору
дование
Инструм.
участок
Масса, кг
1260
Электр.пров.
ПДГ-502У4
и присп.
мм
ВДУ-504-1 У3
Сборочная плита
ПДГ-502У4
ВДУ-504-1 У3
Струбцины
Вылет
2.0
Сборочная плита
эл-да
Сила тока
Струбцины
2.0
А
Напря
мм/с
20
жение
285
20
Скор.
В
285
26
Скор.
свар.
26
подач.
м/ч
2,65
эл.провол.
Кол.
169
2,65
рабо-чих
169
1св-5разряда
1сб-4разряда
1св-5разряда
1сб-4разряда
ВПУ№40
Карта
Технология механизированной сварки
Цех
Механизмы
Узел
Вид сварки
№ чертежа
Полуавтоматический в среде СО 2
Оборудование
Сварочный материал
Наиме-
ПДГ-502У4
Технология режима сварки
Гидроклапан ГК-2000
Деталь
Газ
марка
нование
Технические условия:
CO 2
Св.пров
15. Приварить собранный узел к позиции 6.
Наименование операций
Сварной шов должен иметь мелкочешуйчатую поверхность, плавные переходы к основному металлу, кратера заварены, трещины отсутствуют.
Диа-метр
Св08ГС
16. Предварительный контроль качества произведу внешним осмотром.
исполнитель
10Х18Н10Т
Материал
Допускается:
2.0
17. Окончательный контроль качества произведу ультразвуковым методом с помощью ультразвукового метода
цех
Отдельные поры шлаковые включения размером не более шт. 2 на
мм
Скопление пор не более Подрезы не более
Обору
дование
Инструм.
участок
Масса, кг
1260
Электр.пров.
и присп.
Лупа
мм
ДУК-11ИМ
Вылет
эл-да
Сила тока
А
Напря
мм/с
жение
В
Скор.
свар.
Скор.
подач.
м/ч
эл.провол.
Кол.
рабо-чих
Контроль качества швов.
Контроль качества сваренных швов я проведу ультразвуковым методом.
Ультразвуковой метод контроля основан на том, что направленный пучок высокочастотных звуковых колебаний (0,8…..2,5 МГц) способен отражаться от неметаллических включений, пустот и трещин, находящихся в металле шва. Для обнаружения дефекта пучек ультразвуковых волн, полученных от вибрирующей пластины-пьезокристалла – направляют на контролируемый шов. При встречи с дефектом ультразвуковая волна отражается от него и улавливается второй пластиной, которая преобразует ультразвуковые колебания в электрические. Электросигналы после усиления на осциллограф и вызывают отклонения луча на его экране. По отклонению луча и определяется характер дефекта.
Для этого метода я выбрал аппарат ДУК–11ИМ
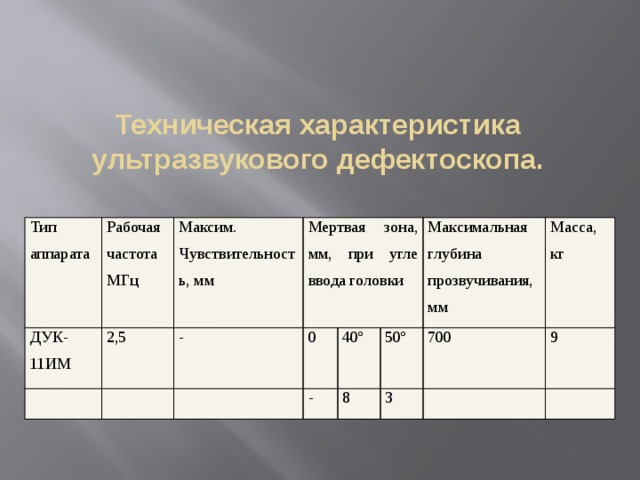
Техническая характеристика ультразвукового дефектоскопа.
Тип аппарата
ДУК-11ИМ
Рабочая частота МГц
Максим. Чувствительность, мм
2,5
Мертвая зона, мм, при угле ввода головки
-
0
40º
-
Максимальная глубина прозвучивания,мм
8
50º
Масса, кг
700
3
9
Техника безопасности.
1) Пользоваться только исправными защитными щитками и масками. Сварочные стекла должны выбираться в зависимости от яркости дуги, силы сварочного тока и зрения сварщика. Для защиты сварочного стекла от брызг расплавленного металла и загрязнения перед ним должно вставляться стекло типа оконного. По мере загрязнения это стекло заменяется новым.
2) Сварщик должен работать в брезентовой одежде, которая защищает от лучей электрической дуги все участки тела.
3) Для защиты окружающих от излучения места сварочных работ должны ограждаться щитами высотой не менее 1,8 м, окрашенными в тёмный цвет.
4) Подручные рабочие, работающие совместно с электросварщиками, должны обеспечиваться щитками или очками со светофильтрами.
5) Возбуждая дугу, сварщик обязан предупредить окружающих его лиц.
6) При сварке конструкций, которые невозможно оградить от окружающих рабочих, следует вывесить предупреждающую табличку «Не смотри на горящую дугу».

Техника безопасности. Одежда сварщика.
Экономическая часть
Затраты на изготовление конструкции.
- Стоимость металлопроката на одно изделие – 11900 грн.
- Стоимость электродной проволоки – 714,6 грн.
- Стоимость газа – 24,5 грн.
- Стоимость электроэнергии - 7659,96 грн.
- Общий фонд заработной платы - 20162,72 грн.
- Отчисления на социальные нужды - 7762,64 грн.
Количество рабочих необходимых для изготовления металлоконструкции:
Всего рабочих – 7. Из них сварщики - 1; Сборщики - 1; Вспомогательные рабочие связанные с производством - 2; Вспомогательные рабочие не связанные с основным производством - 1; Руководители - 1; Специалисты -1.
Спасибо за внимание.














Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!
Полезное для учителя

Реализация образовательных программ осуществляется с применением исключительно электронного обучения и ДОТ
