







© 2023, Копейкин Владимир Альбертович 150 0


СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока

Был в сети 24.03.2024 19:30

Копейкин Владимир Альбертович
Преподаватель
Опорный конспект по теме: «Точность, наладка и настройка станков». МДК. 04.01 Технология работ на деревообрабатывающем оборудовании по профессии 18783 «Станочник деревообрабатывающих станков».
Категория:
Прочее
15.06.2023 18:41

Просмотр содержимого документа
«Опорный конспект по теме: «Точность, наладка и настройка станков». МДК. 04.01 Технология работ на деревообрабатывающем оборудовании по профессии 18783 «Станочник деревообрабатывающих станков».»
Точность, наладка и настройка станков (деревообработка).
На качество обработки деталей существенно влияют геометрическая точность станка, правильность его наладки и размерной настройки.
Геометрическая точность станка. Деревообрабатывающие станки по точности выполняемых на них работ подразделяют на четыре класса: особой точности (О), изготовленные с жесткими требованиями к качеству сборочных единиц и деталей и обеспечивающих точность обработки по 10 - 11-му квалитету (станки для изготовления высокоточных чертежных приборов, музыкальных инструментов и т. п.); повышенной точности (П), обеспечивающие при нормальной эксплуатации точность обработки по 11 - 12-му квалитету (фрезерные, четырехсторонние, калевочные ит.п.); средней точности (С), обеспечивающие обработку по 13 - 15-му квалитету (токарные, сверлильные, круглопильные для чистовой обработки и т. п.); нормальной точности (Н), обеспечивающие точность обработки по 14 - 18-му квалитету (ленточнопильные, круглопильные для предварительного раскроя материала и т.п.).
Геометрическая точность станка зависит от качественного изготовления его деталей. Однако на всех этапах технологического процесса изготовления деталей неизбежны погрешности. В процессе сборки узлов станка эти погрешности складываются и, таким образом, появляются общие погрешности, которые характеризуют точность расположения исполнительных поверхностей станка. Кроме того, износ и деформация деталей в процессе эксплуатации станка снижают его первоначальную точность. Рассмотрим основные погрешности станков, влияющие на их геометрическую точность.
Непрямолинейностъ, или неплоскостность, опорной поверхности станка (рис. 2.7, а) вызывает неправильное положение (базирование) или перекос заготовки относительно режущего инструмента. Непрямолинейность характеризуют отклонением профиля поверхности на отрезке, например предельное отклонение не более 0,1 мм на отрезке 1000 мм или кратко 0,1/1000.
Л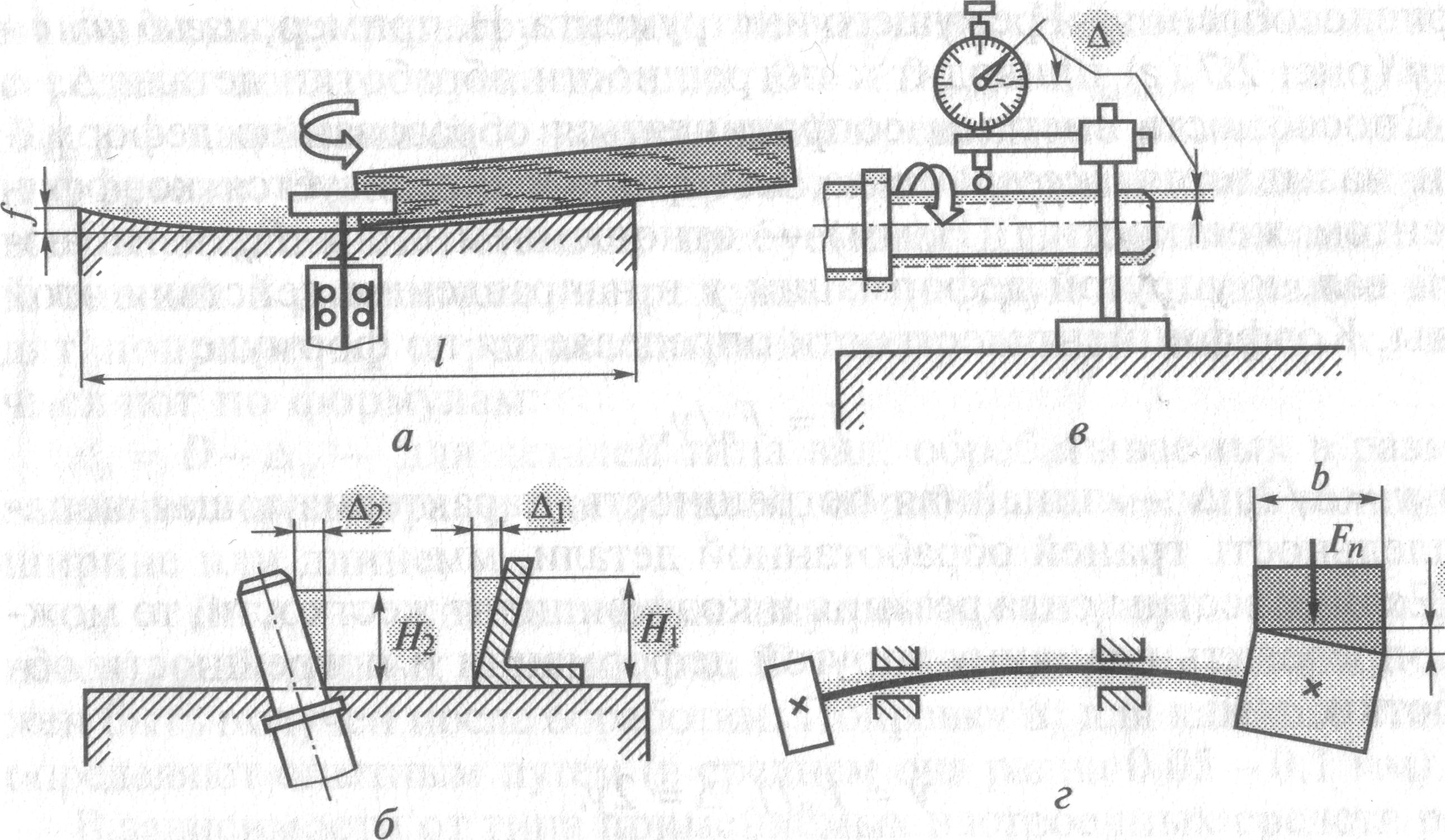 инейное отклонение взаимного расположения направляющей или отклонение оси вала относительно стола станка приводит к погрешности размера и формы детали (рис. 2.7, б). Линейное отклонение, выраженное отрезком на расстоянии характеризует угловую погрешность деталей. Например, неперпендикулярность рабочей поверхности линейки к поверхности стола станка должна быть не более 0,1 мм на расстоянии 100 мм или 0,1/100. Отклонение от правильного взаимного расположения поверхностей вращающихся деталей станка (рис. 2.7, в) вызывает радиальное биение вала, что является не только причиной снижения чистоты обработанной поверхности, но и приводит к повышенному износу и поломке деталей станка. Для качественной обработки биение шпинделя должно быть не более 0,015 - 0,020 мм.
инейное отклонение взаимного расположения направляющей или отклонение оси вала относительно стола станка приводит к погрешности размера и формы детали (рис. 2.7, б). Линейное отклонение, выраженное отрезком на расстоянии характеризует угловую погрешность деталей. Например, неперпендикулярность рабочей поверхности линейки к поверхности стола станка должна быть не более 0,1 мм на расстоянии 100 мм или 0,1/100. Отклонение от правильного взаимного расположения поверхностей вращающихся деталей станка (рис. 2.7, в) вызывает радиальное биение вала, что является не только причиной снижения чистоты обработанной поверхности, но и приводит к повышенному износу и поломке деталей станка. Для качественной обработки биение шпинделя должно быть не более 0,015 - 0,020 мм.
Рис. 2.7. Погрешности элементов станка:
а - непрямолинейность; б - неперпендикулярность;
в - радиальное биение;
г - упругая деформация
Конкретные числовые значения допусков на геометрические погрешности и методы их проверки установлены в виде стандартных норм точности деревообрабатывающего станка.
На точность обработки детали влияют искажение формы режущей кромки резца при его заточке, погрешность при установке и закреплении режущего инструмента, а также его биение. Основные мероприятия по повышению точности работы инструмента – это строгое выполнение технологических правил подготовки, балансировки, установки и крепления на шпинделе станка.
Установочные и зажимные элементы приспособления (шаблоны) имеют погрешности даже при самом тщательном изготовлении. При установке заготовки в приспособление возникают погрешности базирования. В элементах приспособления под действием зажимных усилий и усилий резания возникают упругие деформации, которые также снижают точность обработки детали.
В процессе работы происходит изменение сил резания в зависимости от величины снимаемого припуска, степени затупления инструмента и механических свойств заготовки. Это изменение вызывает упругие деформации наиболее податливых элементов технологической системы, включающей в себя станок, приспособление, инструмент и деталь. Возникающие деформации нарушают начальное расположение установочных поверхностей станка (приспособления) и режущего инструмента. Например, изгиб шпинделя (рис. 2.7, г) приводит к погрешности обработки детали.
Способность системы сопротивляться образованию деформации называется жесткостью, которая характеризуется коэффициентом жесткости j (Н/мм) - отношением силы Fn, изгибающей вал, к упругой деформации у в направлении действия этой силы. Коэффициент жесткости определяется по формуле:
![]()
где у = ∆/2; ∆ - линейная погрешность, характеризующая непараллельность граней обработанной детали, мм. Если известны сила резания и коэффициент жесткости, то можно определить величину упругой деформации и погрешности обработки, мм:
![]()
Задача оператора-станочника - своевременно выявить причины погрешностей обработки деталей и устранить их путем тщательной наладки и настройки станка и правильного выбора режима работы.
Наладка и размерная настройка станка. Совокупность операций, обеспечивающих согласованное взаимодействие всех элементов станка, эффективный режим обработки, пробный пуск и контроль обработанных деталей, называется наладкой.
Размерная настройка станка - совокупность операций по обеспечению требуемой точности расположения резцов (зубьев) инструмента относительно установочных элементов станка (столов, направляющих линеек, упоров). По окончании наладочных и настроечных работ станок должен обеспечить выполнение заданных функций с требуемой производительностью и качеством обработки.
Различают статическую настройку станка, когда приводы его рабочих органов выключены, настройку станка с вращающимися инструментами в наладочном режиме и настройку станка с применением системы числового программного управления. Статическую настройку на выключенном станке (рис. 2.8) выполняют так, чтобы расстояние от режущей кромки резца 1 до установочной базы 2 было равно заданному номинальному размеру детали по чертежу. Настройку ведут по середине поля допуска детали: D = (DHаиб + DHаим)/2, где DHаиб, DHаим - наибольший и наименьший предельные размеры детали по чертежу. Однако размер обработанной детали иногда оказывается больше или меньше требуемого. Для компенсации отклонений в расположение режущего инструмента заранее вводят поправку ∆ и рациональный настроечный размер хп вычисляют по формулам:
хп = D - ∆ - для деталей типа вал, обрабатываемых в размер заданного диаметра, и для деталей, обрабатываемых по толщине, ширине или длине;
хп = D+ ∆ - для получения внутренних размеров (отверстий, пазов), выбираемых в детали, где D - размер детали, который должен быть получен после обработки. Поправку ∆ для каждого станка определяют опытным путем (в среднем она равна 0,05 - 0,1 мм).
В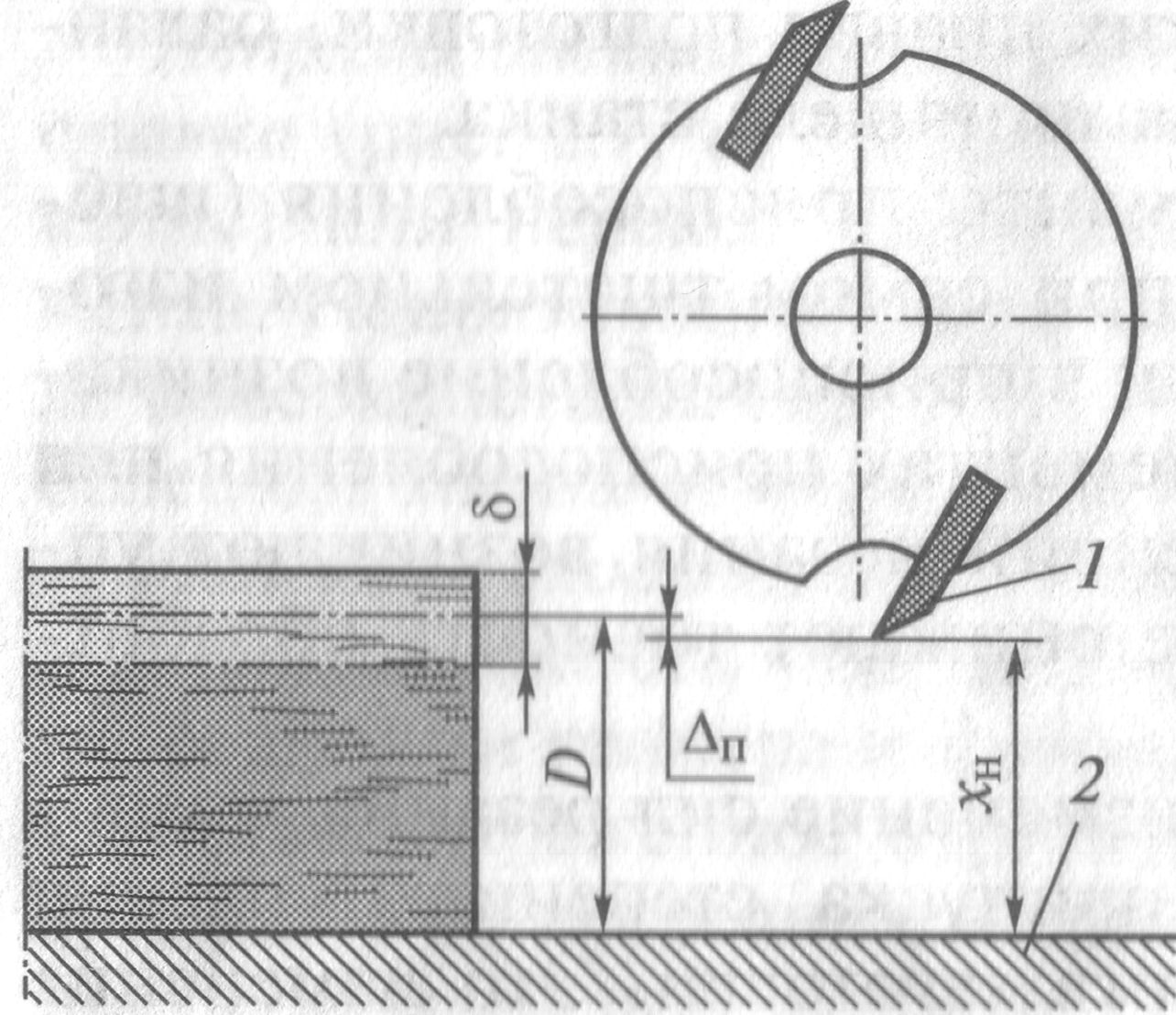 зависимости от типа применяемых настроечных средств различают следующие виды статической настройки на выключенном станке.
зависимости от типа применяемых настроечных средств различают следующие виды статической настройки на выключенном станке.
Рис. 2.8. Схема статической настройки станка:1 - резец;
2 - установочная база
Статическая настройка с использованием встроенных в станок измерительных устройств заключается в том, что станочник перемещает рабочий орган (пилу, фрезу, шпиндельный узел, суппорт и т.д.) на требуемый настроечный размер и одновременно визуально контролирует величину перемещения по отсчетному устройству. Механизм настройки имеет ручной или механизированный привод и снабжен встроенными устройствами (в виде лимбов, шкал, нониусов) или цифровыми отсчетными устройствами.
Статическая настройка станка по эталону (шаблону) заключается в регулировке положения режущего инструмента до касания его лезвий рабочей поверхности шаблона. Шаблон изготовляют из легкого металла, древесно-слоистого пластика или древесины твердых пород. Допускаемое отклонение на настроечный размер должно быть меньше допускаемого отклонения на размер детали, подлежащей обработке. Часто в качестве эталона используют ранее изготовленную на станке деталь.
Эталоны целесообразно применять при настройке многошпиндельных станков, а также в тех случаях, когда учитывают одновременно несколько настроечных размеров или взаимных положений режущих инструментов, обрабатывающих деталь сложной формы. Настройка станков по эталону в ряде случаев не обеспечивает требуемой точности и не является окончательной. После обработки некоторого количества деталей необходимы дополнительное регулирование и поднастройка станка.
Статическую настройку станка с помощью универсальных измерительных приборов целесообразно использовать в станках, налаживаемых на один настроечный размер или не имеющих встроенного отсчетного устройства. В качестве измерительного инструмента
применяют линейку, штангенциркуль, микрометр или магнитную стойку с индикатором. Контроль перемещения рабочего органа в момент его регулировки позволяет достичь высокой точности настройки станка. Однако универсальные приборы нельзя использовать для настройки элементов, к которым затруднен доступ.
Статическая настройка с помощью контрольно-установочных приспособлений позволяет осуществлять настройку с высокой точностью. Приспособления конструируют для конкретного механизма резания станка. Они могут быть оснащены универсальными измерительными средствами (индикаторами часового типа или электронными датчиками).
Настройка станка с вращающимися инструментами в наладочном режиме заключается в следующем. В начале настройки станок выключают и рабочие органы настраивают с помощью встроенного в станок отсчетного устройства или других средств, используемых при статической настройке. Предварительную настройку выполняют с меньшей точностью, чем статическую. Обычно величина первоначального настроечного размера хн существенно отличается от величины среднего размера детали D = (DHаиб + DHаим)/2 и выбирается такой, чтобы при обработке деталей по толщине (длине или ширине) размер их получился несколько большим, чем нужно. Это исключает появление неисправимого брака. После предварительной настройки станка обрабатывают пробные заготовки (3 - 5 шт.). Полученные детали контролируют калибром или измеряют мерительным инструментом.
Контроль пробных деталей предельным калибром осуществляют тем же рабочим калибром, который используют в дальнейшем при контроле деталей всей партии. Если размер одной пробной детали (или нескольких деталей) находится в пределах допуска, то настройка считается правильной и разрешается обрабатывать всю партию деталей.
Контроль пробных деталей измерением их размеров универсальным мерительным инструментом с отсчетным устройством (штангенциркуль, микрометр, индикаторная скоба) позволяет определить по результатам измерений среднее значение размера хср 3 - 5 пробных деталей и при необходимости вычислить поле рассеяния размеров. Величину поднастройки ∆, которую нужно скорректировать перемещением режущего инструмента или установочным элементом станка, определяют по формуле
∆ = хср – D, где хср - среднее значение размеров всех пробных деталей; D - средний размер детали по чертежу. В результате поднастройки получают новое значение настроечного размера хн. Если этот размер находится в пределах допуска δ, обрабатывают всю партию деталей. Рассмотренный метод расчета величины поднастройки применяют при обработке небольшой партии деталей, когда износ инструмента невелик и не может оказать существенного влияния на точность обработки. В процессе обработки крупных партий деталей, сопровождаемом быстрой потерей точности, величину поднастройки ∆ определяют по формуле ∆ = хн - D+ а, где а - возможное увеличение размера деталей от систематических переменных погрешностей, вызываемых износом инструмента или его смещением в конце обработки партии деталей. Эту величину назначают исходя из опыта обработки партии аналогичных деталей на данном станке. Таким образом, удается увеличить период работы станка без поднастройки и, следовательно, повысить производительность труда.
Настройка рабочих органов станка с применением системы числового программного управления имеет значительные преимущества перед всеми другими способами. В этом случае оператор набирает на клавиатуре пульта требуемые размеры детали и задает соответствующий режим работы станка, а введенную информацию контролирует на экране дисплея. Вычислительное устройство, например на базе микропроцессорного контроллера, выполненного в виде автономного блока, управляет приводом настройки станка. Рабочий орган автоматически устанавливается в заданную позицию с необходимой точностью. Если станок снабжен контрольно-измерительными датчиками обратной связи, сигнал от них поступает в микропроцессорный блок. Тогда после сравнения действительного размера с заданным размером система числового программного управления при недопустимой ошибке дает команду автоматической поднастройки станка.






Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!
Полезное для учителя

Реализация образовательных программ осуществляется с применением исключительно электронного обучения и ДОТ



