
Россия, Выкса


СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока

Была в сети 28.11.2019 21:21

Морозова Ольга Михайловна
Преподаватель специальных дисциплин
59 лет
Местоположение
Специализация
Методические указания к выполнению практической работы "Обозначение сварных швов на чертеже"
Категория:
Технология
07.10.2019 18:07

Просмотр содержимого документа
«Методические указания к выполнению практической работы "Обозначение сварных швов на чертеже"»
Лабораторная работа №17
Обозначение сварных швов на чертеже
ПМ.01 Подготовка и осуществление технологических процессов изготовления сварных конструкций
МДК 01.01. Технология сварочных работ
Цель работы: систематизировать знания и умения при чтении условных обозначений сварных швов на чертежах.
Оборудование и дидактические материалы: чертежи деталей и сборочные чертежи.
Краткие теоретические сведения.
В соответствии с ГОСТ 2.312-72 видимый шов сварного соединения на чертеже деталей изображают сплошной основной линией, невидимый -штриховой. Одиночную сварную точку обозначают знаком «+». От изображения шва или одиночной точки проводят линию выноску, закачивающуюся односторонней стрелкой. На полке линии-выноски приводят условное изображение сварного шва (рис. 1,2).
Условное изображение сварных швов в общем случае должно содержать следующее:
1. Вспомогательные знаки из группы:
![]() - шов выполняется при монтаже изделия;
- шов выполняется при монтаже изделия;
![]() - шов по замкнутой линии;
- шов по замкнутой линии;
![]() - шов по незамкнутой линии.
- шов по незамкнутой линии.
2. Обозначение стандарта на типы и конструктивные элементы швов
сварных соединений, например:
а) ГОСТ 5264-80 — основные типы и конструктивные элементы швов, выполненных ручной дуговой сваркой;
б) ГОСТ 8713-79 - то же, что и ГОСТ 5264-80, но швы выполнены
автоматической или полуавтоматической сваркой под флюсом;
в) ГОСТ 11533-75 — основные типы, конструктивные элементы и
размеры швов при расположении свариваемых элементов под острыми и
тупыми углами; швы выполнены автоматической или полуавтоматической
сваркой под флюсом;
г) ГОСТ 11534-75 - то же, что и ГОСТ 11533-75, швы выполнены ручной дуговой сваркой;
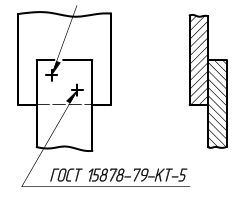
д) ГОСТ 15878-79 — соединения, выполненные контактной сваркой.
3. Обозначение шва, состоящее из буквы, обозначающей вид
соединения, и цифры, обозначающей форму подготовки кромок (с отбортовкой, без отбортовки, со скосом), например С8 - шов стыкового, У4 - углового, Т8 - таврового, Н2 - нахлесточного соединений. В табл. 4 приведена выборка буквенно-цифровых обозначений швов.
4. Условное обозначение способа сварки. (А — автоматическая, П — механизированная под флюсом, П-3 — механизированная плавящимся электродом в защитных газах; Ш — электрошлаковая и др.),
5. Знак ![]() и размер катета шва.
и размер катета шва.
6. Условное обозначение и цифровые характеристики прерывистого шва с цепным расположением отдельных элементов выполняется знаком « / », а для прерывистого шва с шахматным расположением элементов знаком «Z».
7. Дополнительные вспомогательные знаки:
- усиление шва снять;
-наплывы и неровности обработать с плавным переходом к основному металлу;
- шероховатость поверхности шва после механической обработки. Примеры условных обозначений сварных швов приведены на рис. 1
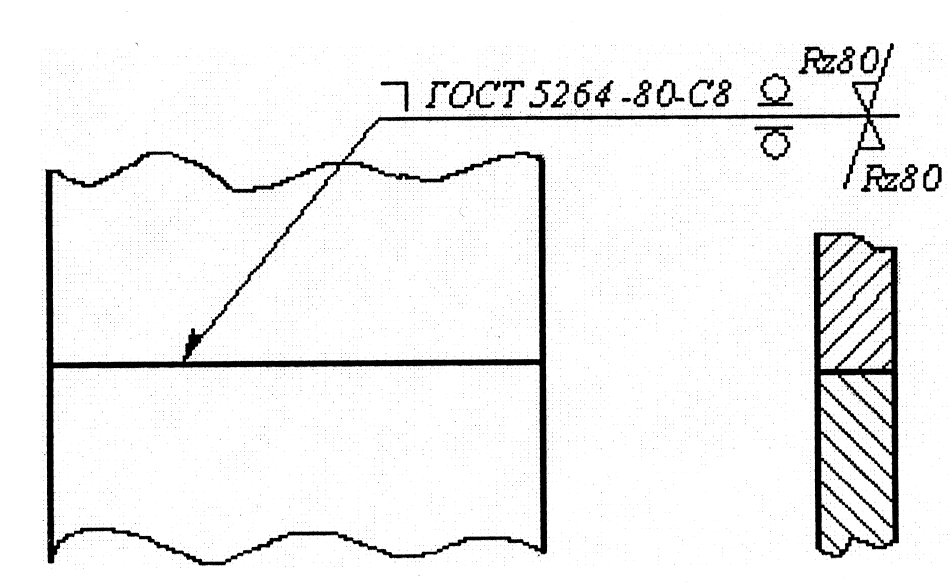
Рис. 1 Шов выполнен при монтаже(![]() ) ручной дуговой сваркой по ГОСТ 5264-80, тип шва )С9), усилие шва снято с двух сторон обработкой резанием (
) ручной дуговой сваркой по ГОСТ 5264-80, тип шва )С9), усилие шва снято с двух сторон обработкой резанием (![]() ), шероховатость обработанной поверхности с лицевой стороны
), шероховатость обработанной поверхности с лицевой стороны ![]() , с обратной стороны
, с обратной стороны ![]() мкм.
мкм.
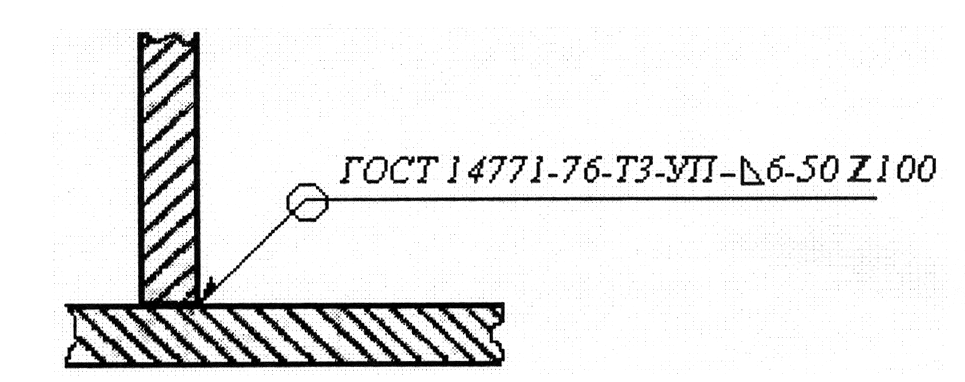
Рис. 2 Шов выполнен по замкнутой кольцевой линии (О), сварка в защитном газе по ГОСТ 14771-76, соединение тавровое двустороннее без разделки кромок (ТЗ), в углекислом газе плавящимся электродом (УП), катет шва 6мм (![]() 6), шов прерывистый с длиной проваренных участков 50мм (50), с шахматным расположением (Z), с шагом 100мм (100).
6), шов прерывистый с длиной проваренных участков 50мм (50), с шахматным расположением (Z), с шагом 100мм (100).
Порядок выполнения работы.
Расшифровать и заполнить таблицу.
| № п/п | Условное обозначение шва на чертеже | Характеристика шва |
| 1 |
| |
| 2 |
| |
| 3 |
|
|
| 4 |
|
|
| 5 |
|
|
| 6 |
|
|
| 7 |
|
|
| 8 |
|
|
| 9 |
|
|
| 10 |
|
|







Прочтите чертеж (рис.3).
2.1 Прочитать основную надпись чертежа (соединение сваркой, масштаб, марка)
2.2. Какие виды, разрезы даны на чертеже (фронтальный разрез)
2.3. По спецификации разобрать количество деталей входящих в сборочную единицу (4)
2.4. Расшифровать условное обозначение сварных швов.
2.5. Расшифровать G1 ½
2.6. Указать габаритные размеры сварного соединения(200, 530)
Прочтите чертеж (рис. 4).
Письменно ответьте наследующие вопросы к чертежу.
Как называется деталь?
Из какого материала изготовляют деталь?
В каком масштабе выполнен чертеж?
Чему равна масса детали?
Как называются изображения, приведенные на чертеже (фронтальный разрез)?
Прочитать технические требования
Расшифровать условное обозначение сварных швов.
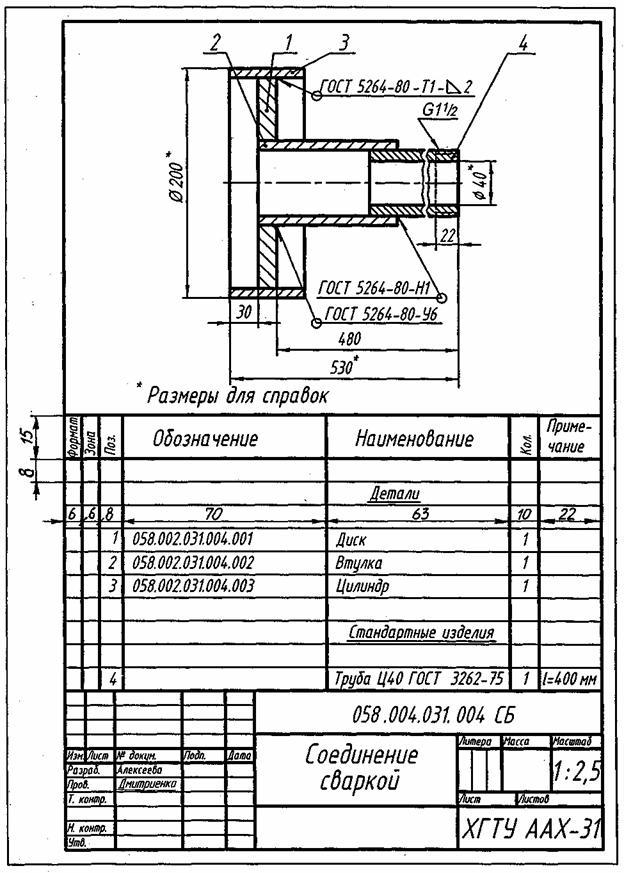
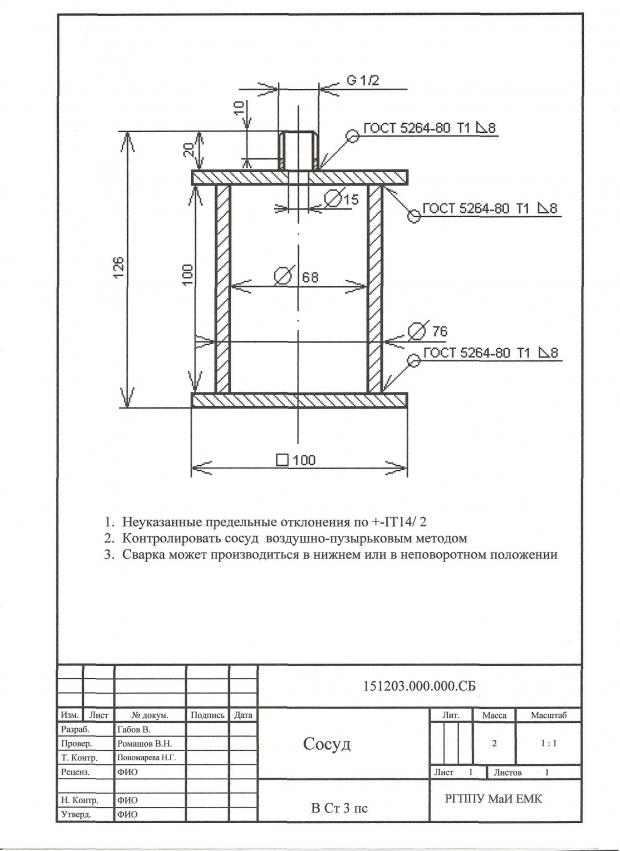
Рис. 3 Чертеж для чтения Рис. 4 Чертеж для чтения
Содержания отчёта
Расшифровать условные обозначения сварных швов и заполнить таблицу1.
2. Прочтите чертеж (рис.3).
2.1 Прочитать основную надпись чертежа .
2.2. Какие виды, разрезы даны на чертеже.
2.3. По спецификации разобрать количество деталей входящих в сборочную единицу.
2.4. Расшифровать условное обозначение сварных швов.
2.5. Расшифровать G1 ½
2.6. Указать габаритные размеры сварного соединения.
3.Прочтите чертеж (рис. 4).
3.1.Письменно ответьте наследующие вопросы к чертежу.
3.2.Как называется деталь?
Из какого материала изготовляют деталь?
В каком масштабе выполнен чертеж?
Чему равна масса детали?
Как называются изображения, приведенные на чертеже (фронтальный разрез)?
Прочитать технические требования
Расшифровать условное обозначение сварных швов.
Контрольные вопросы:
1.Условное обозначение сварных швов в сварных конструкциях.
| | Характеристика шва | Поперечное сечение шва | Условное обозначение шва на чертеже | ||||
|
| Шов с лицевой стороны | Шов с оборотной стороны | |||||
|
| Двусторонний шов стыкового сварного соединения с криволинейным скосом одной из кромок, выполняемый дуговой сваркой вручную при монтаже изделия. Усиление снято с обеих сторон. Значение шероховатости шва с лицевой стороны составляет Rz 20 мкм, а с оборотной стороны Rz 80 мкм. |
|
|
| |||
|
| Двусторонний шов углового соединения без скоса кромок, который выполняется автоматической сваркой по замкнутой линии с подачей флюса. |
|
|
| |||
| Сварной шов углового соединения со скосом прилегающих кромок, выполняемый электрошлаковой сваркой с проволочным электродом. Катет шва равен 22 мм. |
|
|
| ||||
| Соединение, выполняемое дуговой сваркой внахлестку точечным швом, в инертном газе с применением плавящегося электрода. Расчетный диаметр точки составляет 9 мм. Расположение точек в шахматном порядке с шагом 100 мм. Шероховатость должна соответствовать Rz 40 мкм. Усиление снять. |
|
|
| ||||
| Односторонний шов соединения встык без скоса кромок, выполненный на оставляемой подкладке с использованием нагретого газа и присадки. |
|
|
| ||||
| Соединение одиночными сварными точками, выполняемое дуговой сваркой с использованием флюса. Диаметр электрозаклёпки равен 11 мм. Усиление должно быть снято. Шероховатость обработанной поверхности должна соответствовать Rz 80 мкм. |
|
|
| ||||
| Двусторонний шов таврового соединения без скоса кромок, выполняемый в шахматном прерывистом порядке, ручной дуговой сваркой в защитных газах неплавким электродом по замкнутой линии. Катет шва равен 6 мм. Длина провариваемого участка 50 мм с шагом 100 мм. |
|
|
| ||||
| Соединение внахлестку, образуемое одиночными сварными точками, выполняется контактной точечной сваркой. Расчетный диаметр используемой точки 5 мм. |
|
|
| ||||
| Прерывистый шов соединения внахлестку, выполняемый специальной контактной шовной сваркой. Длина провариваемого участка 50 мм с шагом 100 мм при ширине шва 6 мм. |
|
| |||||
| Односторонний шов соединения внахлестку без скоса кромок, выполняется полуавтоматической дуговой сваркой в защитных газах плавким электродом. Шов проваривается по незамкнутой линии с катетом 5 мм. |
|
|
| ||||















Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!
Полезное для учителя

Реализация образовательных программ осуществляется с применением исключительно электронного обучения и ДОТ

