Россия, Ковров


СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока

Был в сети 28.05.2024 04:32

Григорьев Игорь Александрович
Мастер производственного обучения. Педагог дополнительного образования детей и взрослых.
53 года
Местоположение
Специализация
Инструкционно-технологическая карта № 04.3.2.1 - Станок фуговальный. Устройство, настройка, наладка, работа на станке.
Категория:
Технология
15.10.2021 19:27

Просмотр содержимого документа
«Инструкционно-технологическая карта № 04.3.2.1 - Станок фуговальный. Устройство, настройка, наладка, работа на станке.»
Инструкционно-технологическая карта № 04.3.2.1
УСТРОЙСТВО СТАНКА фуговального Сф4-1Б
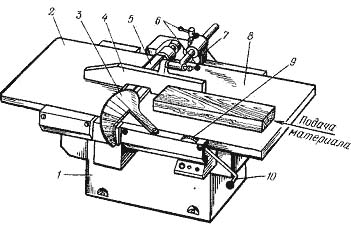
станина
задний стол
подвижное ограждение
направляющая линейка
ножевой вал
фиксаторы крепления направляющей линейки
кронштейн
передний стол
шкала
рукоятка настройки стола по высоте
Назначение и область применения
Станок фуговальный односторонний СФ4-1Б предназначен:
Выравнивание крупных фрагментов деревянных брусков
Черновое выравнивание плоскости заготовок
Отборка пазов под углом
Снятие кромки
Подходит для строгания мелких заготовок и крупных брусков
Способен обрабатывать поверхности и края деревянных брусьев криволинейно
Станок применяется на предприятиях мебельной и деревообрабатывающей промышленности (мебельной, домостроительной, авто- и вагоностроения и т.д.), модельных цехах машиностроительных заводов, строительных организациях.
Принцип работы и особенности конструкции станка
Станина с приводом выполнена цельнолитой коробчатой формы, внутри которой установлен эл/двигатель привода ножевого вала.
Вращение ножевому валу передаётся клиновыми ремнями. Для натяжения ремней предусмотрено вертикальное перемещение подмоторной плиты. Ремённая передача закрыта кожухом.
Передний и задний столы представляют собой плиты с рёбрами жёсткости по нижней плоскости. Регулирование переднего и заднего столов станка по вертикали осуществляется посредством эксцентриковых валиков через систему рычагов и тяг с приводом от рукоятки для переднего стола и винта с гайкой для заднего стола. С боковых сторон стола установлены щитки. Указатель глубины строжки - лимб, помещённый в окне щитка.
Направляющая линейка перемещается поперёк стола в зависимости от ширины строгаемого материала и может быть установлена на нужный угол в вертикальной плоскости до 45° вручную.
На станке имеется круглый двухножевой вал с клиновым креплением ножей. Опоры ножевого вала смонтированы в цельном блоке со съёмными крышками, что позволяет снизить механические шумы и вибрации от вращения ножевого вала. Торможение ножевого вала осуществляется через ремённую передачу эл/двигателем.
Смазка станка
Смазка станка обеспечивается вручную. Подшипники ножевого вала смазкой заполняет завод-изготовитель при изготовлении станков. Смазка (пополнение) подшипниковых опор периодическая, через пресс-маслёнку. Перед заменой смазки подшипники тщательно промыть керосином и внутренние полости заполнить смазкой ЦИАТИМ-201 ГОСТ 6267-74 на 2/3 объёма. Все трущиеся поверхности, смазка которых специально не оговорена, должны быть в период планового осмотра станка покрыты смазкой ЦИАТИМ-201 ГОСТ 6267-74.
Схема кинематическая
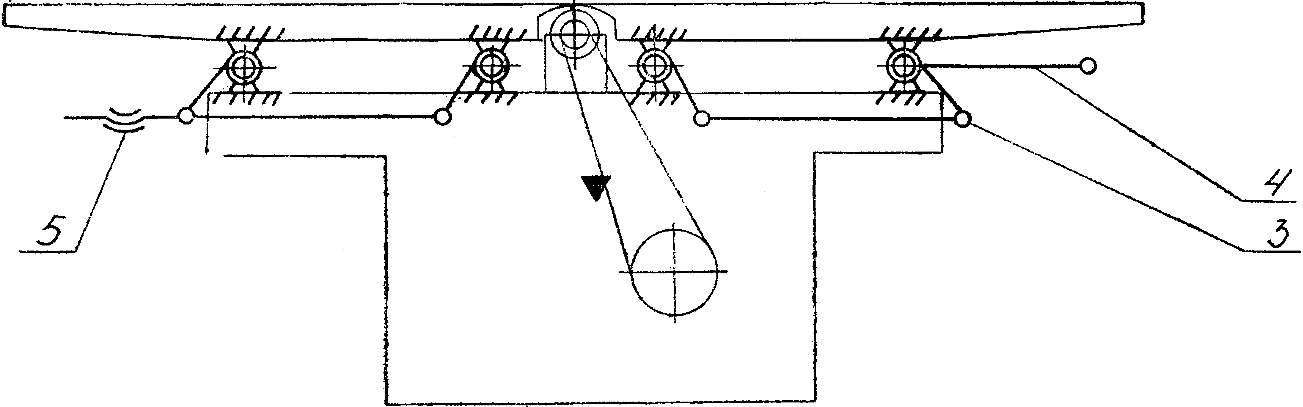
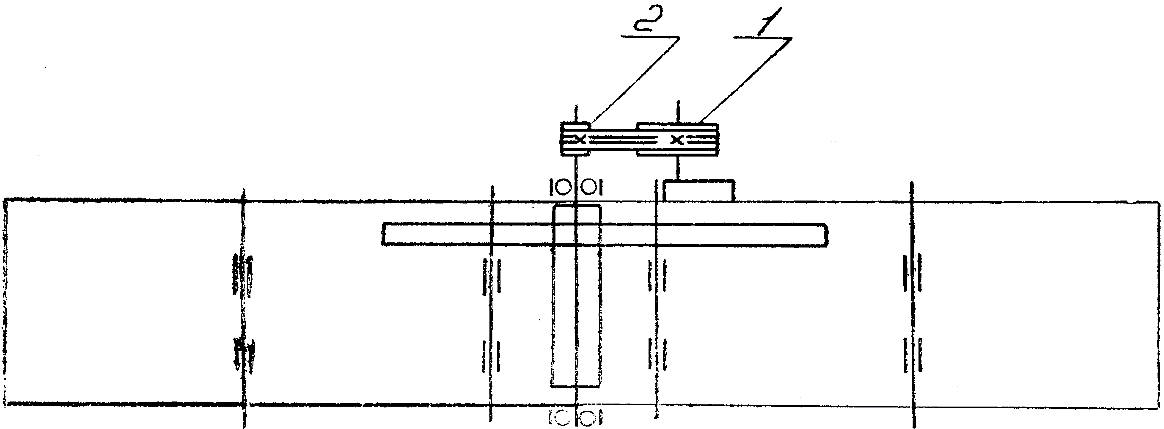
Ножевой вал приводится во вращение от индивидуального электродвигателя через шкивы 1, 2 клиновыми ремнями.
Для натяжения ремней предусмотрено вертикальное перемещение подмоторной плиты. Ремённая передача закрыта кожухом.
Регулирование переднего и заднего столов станка по высоте осуществляется эксцентриковыми механизмами 3 при помощи рукоятки 4 и гайки 5.
Указатель глубины строжки — лимб помещён в окне щитка.
Направляющая линейка может перемещаться поперёк стола в зависимости от ширины строгаемого материала и может быть установлена на требуемый угол в вертикальной плоскости (до 45°). При перемещении линейки металлическое ограждение ножевого вала приподнять (при необходимости).
Перемещение направляющей линейки осуществляется вручную.
Подача заготовок на станке осуществляется вручную.
Торможение ножевого вала осуществляете электромех. способом.
Основные технические характеристики СФ4-1Б
| Наименование параметра | СФ4-1Б |
| Основные параметры станка | |
| Наибольшая ширина обрабатываемого материала, мм | 400 |
| Наибольшая глубина снимаемого слоя, мм: | 6 |
| Общая длина столов, мм | 2065 |
| Ширина столов, мм | 410 |
| Скорость резания, м/с | 34 |
| Наименьшая длина обрабатываемого материала, мм | 400 |
| Высота подъема переднего стола, мм | 6 |
| Высота подъема заднего стола, мм | 2 |
| Цена деления лимба подъема заднего-переднего стола, мм | 1 |
| Количество ножевых валов | 1 |
| Диаметр корпуса ножевого вала, мм | 115 |
| Диаметр окружности резания ножевого вала, мм | 128 |
| Количество ножей ножевого вала, мм | 2/ 4 |
| Число оборотов ножевого вала, об/мин | 4500 |
| Способ торможения | электромех |
| Время торможения ножевого вала, с, не более | 6 |
| Количество стружкоприёмников | 1 |
| Диаметр стружкоприёмника, мм | 175 |
| Электрооборудование станка | |
| Род тока питающей сети | 380 В 50 Гц |
| Количество электродвигателей на станке, шт | 1 |
| Электродвигатель - номинальная мощность, кВт | 3 |
| Габарит и масса станка | |
| Габарит станка (длина х ширина х высота), мм | 2065 х 1020 х 1400 |
| Масса станка, кг | 710 |
Установка и смена ножей
Установку и смену ножей производить при выключенном двигателе. Перед установкой ножей в ножевом валу очистить опорные поверхности ножей, клиньев и пазы ножевого вала от стружки и пыли, после чего установить ножи. Установка ножей на вал производится по линейке (Линейка ШП-2-250 ГОСТ 8026-75 или линейка поверочная 041.00.32) в следующей последовательности: заточенный нож укладывается в паз ножевого вала и закрепляется па валу лёгким поджатием клина распорными винтами. Лезвие ножа устанавливается на уровне поверхности заднего стола. После установки ножей на ножевом валу их необходимо плотно поджать винтами.
После закрепления ножей для проверки надёжности крепления ножевой вал вращать вручную при расторможенном ножевом вале. Растормаживание производить механическим путём нажатия на рычаг тормоза, затем винты подтянуть ещё раз.
Особенности установки:
При установке новых ножей и после переточки старых необходимо следить за тем, чтобы они были сбалансированы попарно по массе. Разница в массе не должна превышать 1 г.
После вставки ножей в пазы их необходимо плотно зажать.
Прижимать шаблоны к краям рабочей столешницы над строгальным валом нужно при помощи струбцины.
Лезвие необходимо приподнять до касания с бруском. В месте соприкосновения 2 поверхностей требуется поставить метку.
При зажатии болтов ножи нужно удерживать в натянутом положении.
После настройки 1 ножа необходимо провернуть вал и продолжить настройку следующих режущих элементов.
После установки снять шаблон и измерить угол скоса по краю, выступ за кромку стальных накладок и строгального вала. Рекомендуется проверить ножи при включённом электромоторе.
Крепление лезвий к ножевому валу осуществляется при помощи гаечных ключей. Чтобы заточить ножи, требуется выкрутить все болты и извлечь лезвия.
Настройка
Настройку фуговального станка рекомендуется начинать с проверки заточки ножей. У лезвий скос по краю должен составлять 40°.
Заточка режущих элементов осуществляется при помощи специальных точильных приборов. Радиус закругления режущей кромки должен равняться не более 8 мкм.
Если ножи заточены, то их нужно закрепить на строгальном вале. Перед этим требуется опустить переднюю и заднюю плиты. В процессе установки ножей необходимо контролировать параллельность лезвий. Она не должна превышать 0,1 мм на 1 м. Чтобы облегчить процесс установки ножей, рекомендуется приобрести индикаторный прибор.
После закрепления режущих элементов требуется проверить:
выступ за кромку стальных накладок – 2 мм;
выступ за край строгального вала – не более 22 мм.
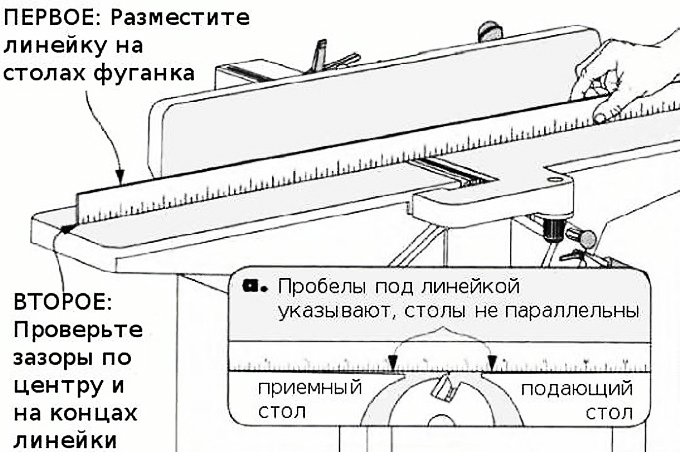
После установки ножей необходимо выставить высоту рабочих столов. Расстояние между режущими кромками и губками плит должно составлять не более 3 мм. В противном случае на детали могут образовать углубления в процессе обработки. После настройки рабочих столов требуется определить местоположение направляющей. Расстояние между линейкой и левым краем ножевого вала должен быть больше ширины деревянной заготовки. Направляющую устанавливают с применением шаблона и закрепляют при помощи винтов.
После настройки фуговального станка необходимо проверить его работоспособность, осуществив его пробный запуск. При отсутствии неполадок и внешних дефектов на фуганке можно обрабатывать доски. При выявлении отклонений требуется повторно настроить станок, заменить или отремонтировать его неисправные комплектующие.
Органы управления станка
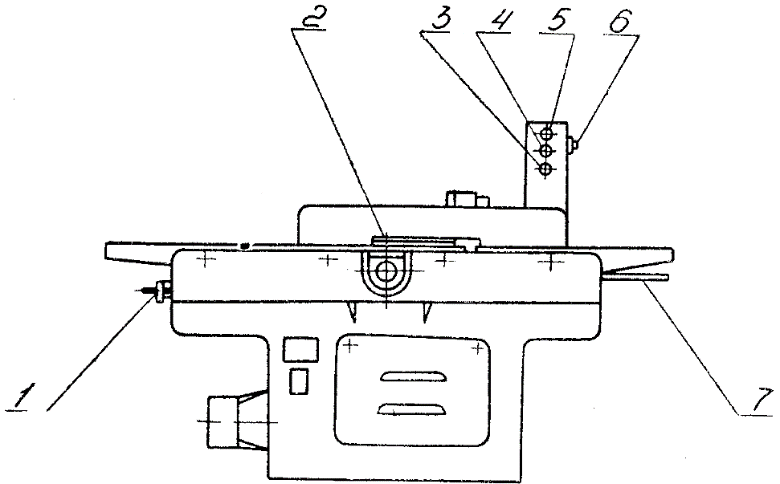 1 – гайка для регулирования заднего стола на высоте
1 – гайка для регулирования заднего стола на высоте
2 – рычаг для удержания ограждения ножевого вала в отведённом положении
3 – кнопка «Стоп»
4 – кнопка «Пуск»
5 – лампа сигнальная
6 – вводный выключатель
7 – рукоятка для регулирования переднего стола по высоте
Регулирование станка
Периодически необходимо контролировать и регулировать натяжение ремней привода ножевого вала (контролировать по прогибу ветви ремня (7 мм под силой 10Н). Натяжение ремней производится за счёт вертикального перемещения подмоторной плиты с электродвигателем. Для доступа к приводу ножевого вала снимают кожух ремённой передачи. При ослаблении пружины ограждения ножевого вала и нечётком возвращении ограждения к направляющей линейке натяжение регулируют вращением гайки натяжного винта.
Установка толщины снимаемого слоя
Толщина снимаемого слоя древесины ножевым валом устанавливается опусканием переднего стола посредством рукоятки 7.
Величина снимаемого слоя определяется по лимбу, расположенному над рукояткой в окне кожуха. Цена деления лимба 1 мм.
Соблюдение правил при наладке
и обслуживании станка
Передний стол перемещать от руки рукояткой;
привод ножевого вала включать нажатием на кнопку «Пуск», отключать нажатием на кнопку «Стоп»;
перед началом работы станка на шкафу рукоятку вводного выключателя установить в положение «Включено».
при смене ножей ножевого вала отключить электродвигатель нажатием на кнопку «Стоп». Отключите вводный выключатель. Ограждение ножевого вала выведите за кромку стола и закрепите рычагом. Растормаживание производите механическим путём (нажать на рычаг тормоза).
при работе станка периодически проверять нагрев подшипников ножевого вала и электродвигателя. Избыточная температура наружной поверхности корпуса подшипника ножевого вала и электродвигателя не должна превышать 55°С.
Соблюдение правил при фуговании
При включённом станке запрещается трогать лезвия руками.
Работать с инструментом нужно в спецодежде. Голова должна быть защищена головным убором, глаза – очками, ноги – специализированной обувью. Важно, чтобы спецодежда плотно прилегала к телу.
В процессе фугования нужно использовать прижимные держатели, защищающие пальцы оператора от ножей.
Требования безопасности
 1. Запрещается допускать рабочего к станку, не ознакомив его предварительно с правилами по эксплуатации станка, и работать на станке при неисправном электрооборудовании. Кожухи на станине должны быть установлены. Ремонтно-наладочные работы электрооборудования станка и подключение к сети должны производиться только электриком. Перед началом работы проверить установку ножей и надёжность их закрепления. Вводный выключатель при этом должен быть выключен. В случае повреждения любого механизма станок необходимо немедленно отключить от электросети. Чистить, обтирать, а также смазывать станок и убирать стружку только после полной остановки ножевого вала и отключения станка. Рабочее место должно быть хорошо освещено.
1. Запрещается допускать рабочего к станку, не ознакомив его предварительно с правилами по эксплуатации станка, и работать на станке при неисправном электрооборудовании. Кожухи на станине должны быть установлены. Ремонтно-наладочные работы электрооборудования станка и подключение к сети должны производиться только электриком. Перед началом работы проверить установку ножей и надёжность их закрепления. Вводный выключатель при этом должен быть выключен. В случае повреждения любого механизма станок необходимо немедленно отключить от электросети. Чистить, обтирать, а также смазывать станок и убирать стружку только после полной остановки ножевого вала и отключения станка. Рабочее место должно быть хорошо освещено.
Заготовки короче 400 мм, уже 50 мм и тоньше 30 мм строгать только при помощи колодки-толкателя 1.
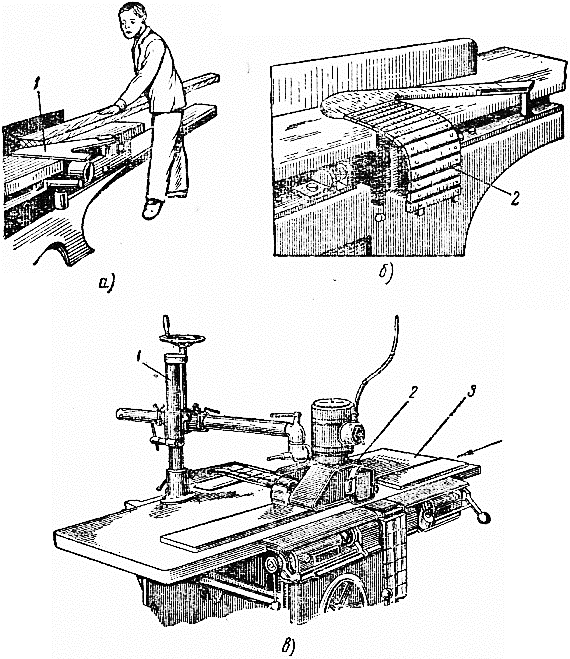 2. Ограждение ножевого вала 2 состоит из рычага и отдельных шторок, соединённых между собой металлическим тросиком. Обрабатываемая заготовка, подходя к веерному ограждению, поворачивает его на оси, тем самым открывает доступ к ножевому валу. Натяжение пружины ограждения отрегулировано тaк, чтобы рычаг всегда возвращался в первоначальное положение к линейке направляющей и надёжно перекрывал щель ножевого вала после прохода заготовки через ножевой вал. Предусмотрена электроблокировка, отключающая вращение ножевого вала при съёме ограждения. Ограждение ножевого вала служит для защиты рук работающего.
2. Ограждение ножевого вала 2 состоит из рычага и отдельных шторок, соединённых между собой металлическим тросиком. Обрабатываемая заготовка, подходя к веерному ограждению, поворачивает его на оси, тем самым открывает доступ к ножевому валу. Натяжение пружины ограждения отрегулировано тaк, чтобы рычаг всегда возвращался в первоначальное положение к линейке направляющей и надёжно перекрывал щель ножевого вала после прохода заготовки через ножевой вал. Предусмотрена электроблокировка, отключающая вращение ножевого вала при съёме ограждения. Ограждение ножевого вала служит для защиты рук работающего.
3. В конструкции станка предусматривается пылеприёмник для улавливания и направления отходов в устройства для их транспортирования и удаления.
Как работает фуговальный станок
Как видно из схемы фуговального станка (рис. 1), передний и задний столы разделяет цилиндрический ножевой вал. Передний стол установлен чуть ниже верхней точки окружности, описываемой ножами, задний стол находится с ней на одном уровне.
При подаче заготовки на ножевой вал ножи снимают ту часть материала, которая находится ниже плоскости заднего стола. Обработанная гладкая поверхность далее движется по заднему столу. При каждом следующем проходе удаляется очередная порция древесины, до тех пор, пока вся обрабатываемая сторона доски не станет плоской.
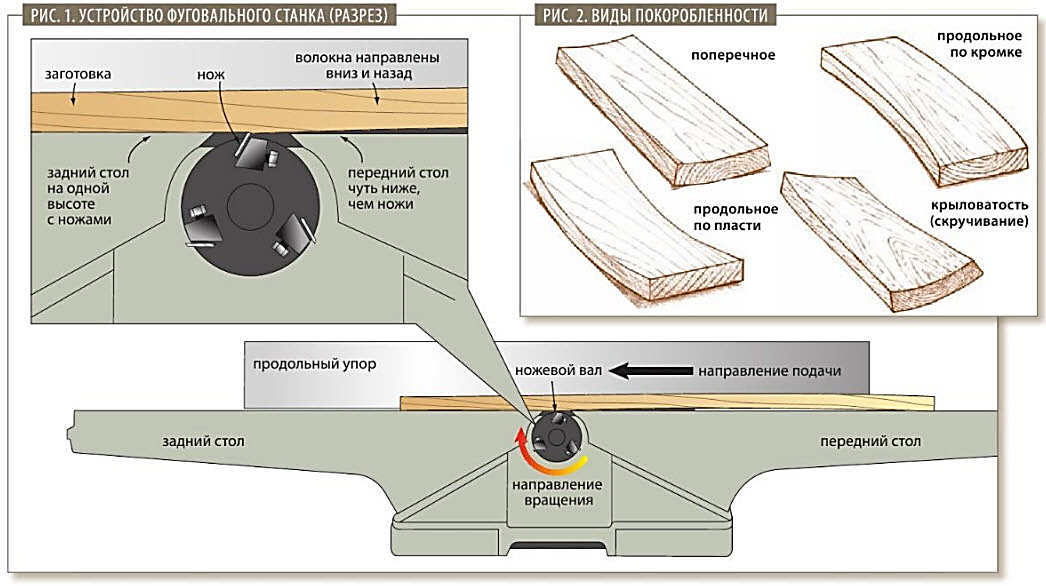
Фугование пласти
Перед фугованием взгляните вдоль кромки доски, чтобы проверить, нет ли продольного изгиба или коробления (рис. 2), а также, чтобы определить направление волокон. Для получения наилучших результатов строгайте покоробленную доску так, чтобы её выпуклая сторона была обращена вверх (иными словами, доска должна опираться на её края), а волокна были направлены вниз и назад (рис. 1). Если волокна будут направлены вверх, движущиеся ножи станут отрывать волокна, что приведёт к скалыванию небольших кусочков заготовки (так называемым вырывам). Чтобы отфуговать пласть доски, настройте передний стол на глубину реза не более 1,6 мм. Положите доску на передний стол перед ножевым валом. Пользуясь толкателями, подавайте доску вперёд. Направленное вниз усилие прижима должно обеспечивать только контакт доски с передним столом, но не более того (фото А). Чрезмерное прижимное усилие может распрямить продольную или поперечную покоробленность, и после ослабления прижима доска примет прежнюю форму.

В
А



Прикладывайте лишь небольшое усилие, чтобы обработанная часть доски сохраняла контакт с задним столом. Обеими руками подавайте заготовку вперёд.
Прижимайте доску толкателями. Основное усилие должно быть направлено на подачу доски вперёд, а не на прижатие её к столу.
 Когда примерно 15 см доски пройдут над ножевым валом, перенесите вашу левую руку (и прижимное усилие) на конец доски, находящийся на заднем столе (фото В). Примерно в середине прохода переместите правую руку на обработанную часть заготовки и продолжайте равномерно подавать её вперёд, пока проход не будет закончен (фото С).
Когда примерно 15 см доски пройдут над ножевым валом, перенесите вашу левую руку (и прижимное усилие) на конец доски, находящийся на заднем столе (фото В). Примерно в середине прохода переместите правую руку на обработанную часть заготовки и продолжайте равномерно подавать её вперёд, пока проход не будет закончен (фото С).
Не нужно удалять больше материала, чем необходимо. Чтобы контролировать результат, нанесите на доску мелом волнистую линию. Если доска имеет выраженную поперечную или продольную покоробленность, при первом проходе будет снято немного материала (фото D). С каждым последующим проходом доска будет становится все более плоской, а обработанная поверхность всё более широкой. Если меловая линия исчезла, это значит, что доска стала плоской.
Выровняв опасть доски, пометьте её, как показано в «Совете мастера».
Совет мастера 

Начертите мелом извилистую линию вдоль и поперёк доски. Она поможет отслеживать ход работы. Когда линия исчезнет, доску можно считать плоской.
 В процессе первичной обработки материалов бывает трудно запомнить, какая пласть доски уже обработана и какая из кромок перпендикулярна этой пласти. Поэтому после последнего прохода пометьте только что обработанную поверхность. Традиционно мебельные мастера ставят на отфугованной пласти закорючку, а перпендикулярную к ней кромку обозначают галочкой, острие которой направлено в сторону отфугованной пласти.
В процессе первичной обработки материалов бывает трудно запомнить, какая пласть доски уже обработана и какая из кромок перпендикулярна этой пласти. Поэтому после последнего прохода пометьте только что обработанную поверхность. Традиционно мебельные мастера ставят на отфугованной пласти закорючку, а перпендикулярную к ней кромку обозначают галочкой, острие которой направлено в сторону отфугованной пласти.
Фугование кромки

Прикладывайте усилие в двух направлениях, прижимая доску к продольному упору и подавая её вперёд на ножевой вал. При работе с досками короче 400 мм, уже 100 мм и тоньше 30 мм используйте толкатели.
После того как одна пласть доски выровнена, отфуговать кромку под прямым углом к пласти не составит труда. Выполняйте те же действия, что и при фуговании пласти, с одним лишь дополнением: подавая доску, как было описано выше, плотно прижимайте её к продольному (параллельному) упору (фото Е). Если возможно, для предотвращения вырывов и сколов ориентируйте заготовку так, чтобы древесные волокна были направлены вниз и в сторону от направления вращения ножевого вала (рис. 1).Пометьте обработанную кромку, как показано в «Совете мастера». Теперь, когда одна из пластей доски стала плоской, а одна из кромок — перпендикулярной этой пласти, настало время перейти к рейсмусовому станку.
ВОЗМОЖНЫЕ НЕИСПРАВНОСТИ И МЕТОДЫ ИХ УСТРАНЕНИЯ
| № п/п | Возможные неисправности | Вероятная причина | Метод устранения |
| 1 | Шероховатость обработанной поверхности не соответствует требованиям предъявляемые обработанной поверхности (Rz не должна превышать 100 мкм) | Затуплены ножи, неправильно выставлены ножи | Заточить ножи |
| 2 | Увеличение усилия на рукоятке подъёма стола | Налипание пыли на ходовой винт механизма подъёма стола | Промыть винт и смазать |
| 3 | Ножевой вал издаёт характерный вибрирующий шум | Неправильная натяжка ремней | Отрегулировать натяжение ремней |
| 4 | Вибрация станка при вращении ножевого вала | Дисбаланс выставки ножей | Подобрать ножи попарно по массе |
| 5 | Не включается двигатель | Сгорела плавкая вставка | Заменить плавкую вставку |
| Сработало тепловое реле | Нажатием кнопки на реле привести его в исходное положение | ||
| Прервана цепь блокировочных переключателей | Проверить плотность прилегания ограждений |
10














Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!
Полезное для учителя

Реализация образовательных программ осуществляется с применением исключительно электронного обучения и ДОТ