ЛНР, Алчевск


СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока

Был в сети 21.03.2024 10:06

Боровик Владимир Анатольевич
мастер п/о, преподаватель спецдисциплин
65 лет
Местоположение
Специализация
Дефекты сварных швов
Категория:
Технология
28.12.2018 18:28

Просмотр содержимого документа
«Дефекты сварных швов»

Алчевский строительный колледж ДонГТУ
Дефекты сварных соединений
Преподаватель высшей категории
Боровик В.А.
К дефектам сварных соединений относятся различные отклонения от технических требований и установленных норм к форме и свойствам сварного соединения, которые уменьшают прочность, надежность и могут привести к разрушению сварного соединения.
Основными причинами образования дефектов в сварных швах являются:
- нарушение технологии сборки и сварки;
- применение несоответствующих сварочных материалов;
- неправильный выбор режима сварки;
- низкая квалификация сварщика
По характеру залегания дефекты в сварных соединениях делятся на: внешние и внутренние
К внешним дефектам относятся:
- непровары;
- подрезы;
- наплывы;
- прожоги;
- кратеры;
- смещение сварных кромок;
- брызги металла;
- поверхностные трещины;
- поверхностное окисление;
- нарушение формы шва
Внутренние дефекты —
это дефекты, выявленные при использовании неразрушающих методов контроля.
К внутренним дефектам сварного шва
относятся:
- непровары между свариваемыми кромками;
- непровары в корне шва;
- внутренние трещины;
- поры;
- шлаковые и оксидные включения не выходящие на поверхность
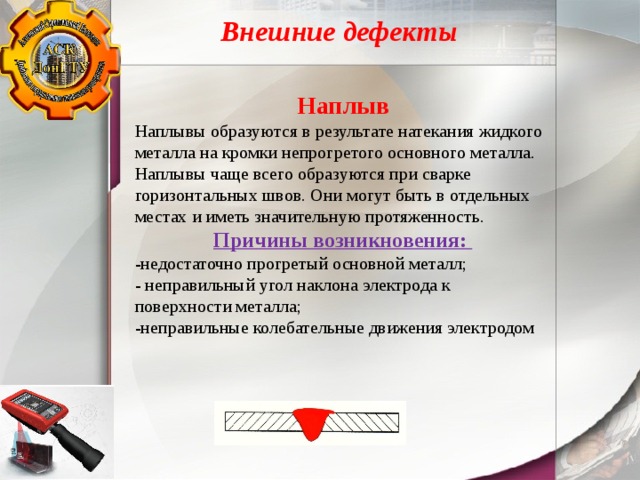
Внешние дефекты
Наплыв
Наплывы образуются в результате натекания жидкого металла на кромки непрогретого основного металла. Наплывы чаще всего образуются при сварке горизонтальных швов. Они могут быть в отдельных местах и иметь значительную протяженность.
Причины возникновения:
-недостаточно прогретый основной металл;
- неправильный угол наклона электрода к поверхности металла;
-неправильные колебательные движения электродом

Непровар
Это дефект в виде недостаточного сплавления или отсутствия сплавления кромок основного металла с металлом шва.
Причины непровара :
- заниженный зазор между свариваемыми кромками;
- завышенное притупление кромок;
- малый угол скоса кромок;
- завышенная скорость сварки;
- недостаточная сила сварочного тока;
- смещение и перекосы свариваемых элементов ;
- затекание шлака в зазоры между свариваемыми кромками ;
- магнитное дутье
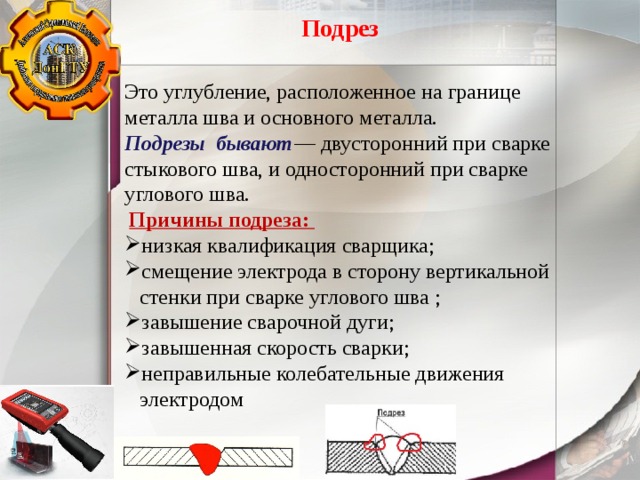
Подрез
Это углубление, расположенное на границе металла шва и основного металла.
Подрезы бывают — двусторонний при сварке стыкового шва, и односторонний при сварке углового шва.
Причины подреза:
- низкая квалификация сварщика;
- смещение электрода в сторону вертикальной стенки при сварке углового шва ;
- завышение сварочной дуги;
- завышенная скорость сварки;
- неправильные колебательные движения электродом
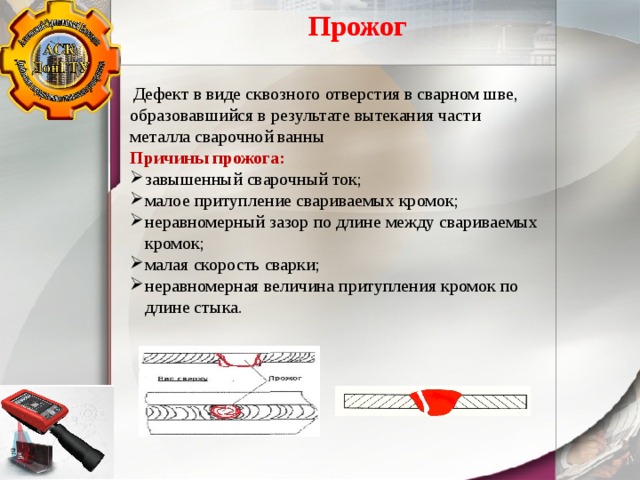
Прожог
Дефект в виде сквозного отверстия в сварном шве, образовавшийся в результате вытекания части металла сварочной ванны
Причины прожога:
- завышенный сварочный ток;
- малое притупление свариваемых кромок;
- неравномерный зазор по длине между свариваемых кромок;
- малая скорость сварки;
- неравномерная величина притупления кромок по длине стыка.
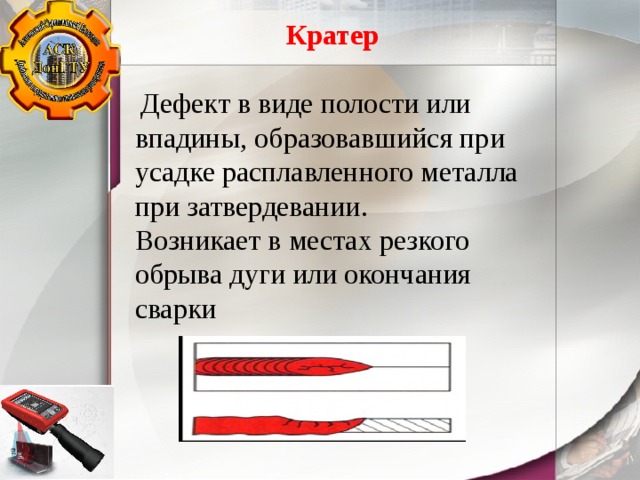
Кратер
Дефект в виде полости или впадины, образовавшийся при усадке расплавленного металла при затвердевании.
Возникает в местах резкого обрыва дуги или окончания сварки
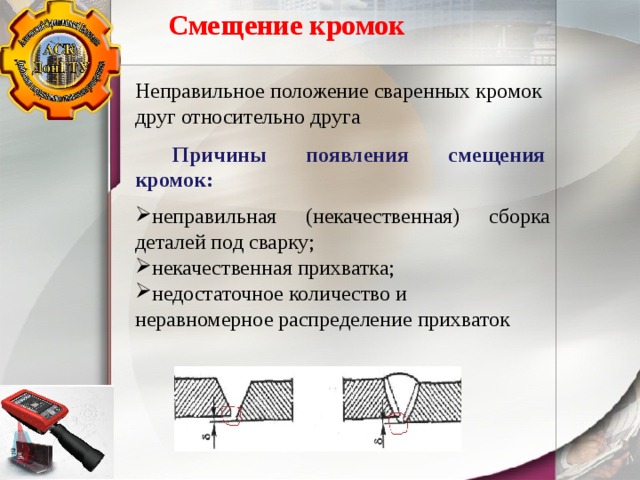
Смещение кромок
Неправильное положение сваренных кромок друг относительно друга
Причины появления смещения кромок:
- неправильная (некачественная) сборка деталей под сварку;
- некачественная прихватка;
- недостаточное количество и неравномерное распределение прихваток
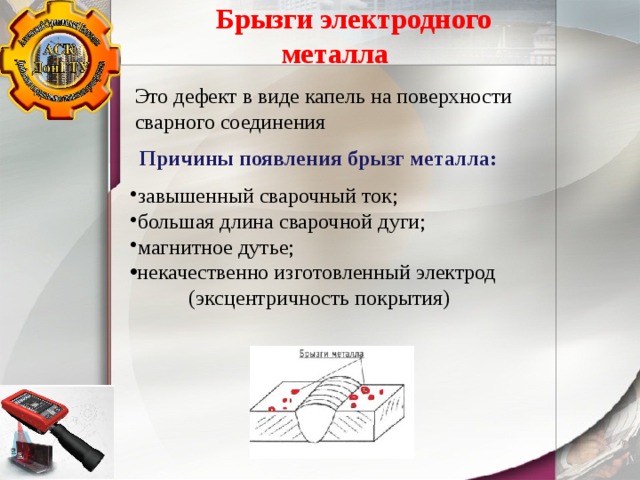
Брызги электродного металла
Это дефект в виде капель на поверхности сварного соединения
Причины появления брызг металла:
- завышенный сварочный ток;
- большая длина сварочной дуги;
- магнитное дутье;
- некачественно изготовленный электрод
(эксцентричность покрытия)
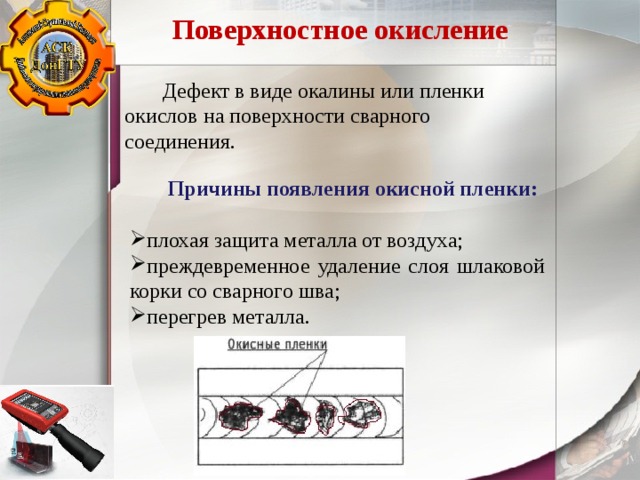
Поверхностное окисление
Дефект в виде окалины или пленки окислов на поверхности сварного соединения.
Причины появления окисной пленки:
- плохая защита металла от воздуха;
- преждевременное удаление слоя шлаковой корки со сварного шва;
- перегрев металла.
Нарушение формы шва
Это отклонение формы наружных поверхностей сварного шва или геометрии соединения от установленного значения.
Дефекты формы и размеров сварных швов снижают прочность и ухудшают внешний вид шва.
Причины их возникновения:
- колебания напряжения в сети;
- неравномерная скорость сварки;
- неправильный угол наклона электрода;
- неправильные колебательные движения электродом;
- протекание жидкого металла в зазоры.
Дефекты формы и размеров швов косвенно указывают на возможность образования внутренних дефектов в шве.

Внутренние дефекты
Непровар кромок
Причины непровара:
- малый угол скоса свариваемых кромок ;
- небольшой зазор между кромками;
- загрязнение свариваемых кромок ;
- недостаточный сварочный ток;
- завышенная скорость сварки.
Обычно место образования непровара — корень шва.
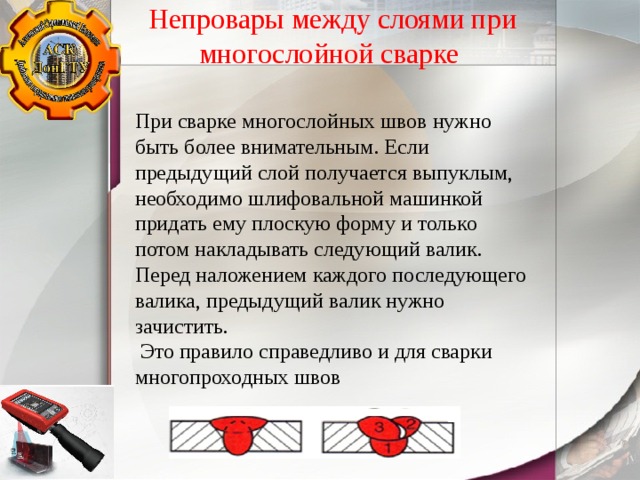
Непровары между слоями при многослойной сварке
При сварке многослойных швов нужно быть более внимательным. Если предыдущий слой получается выпуклым, необходимо шлифовальной машинкой придать ему плоскую форму и только потом накладывать следующий валик. Перед наложением каждого последующего валика, предыдущий валик нужно зачистить.
Это правило справедливо и для сварки многопроходных швов
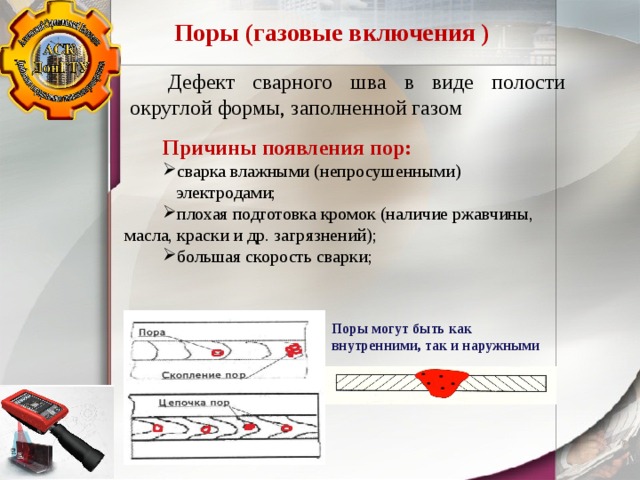
Поры (газовые включения )
Дефект сварного шва в виде полости округлой формы, заполненной газом
Причины появления пор:
- сварка влажными (непросушенными)
электродами;
- плохая подготовка кромок (наличие ржавчины, масла, краски и др. загрязнений);
- большая скорость сварки;
Поры могут быть как внутренними, так и наружными
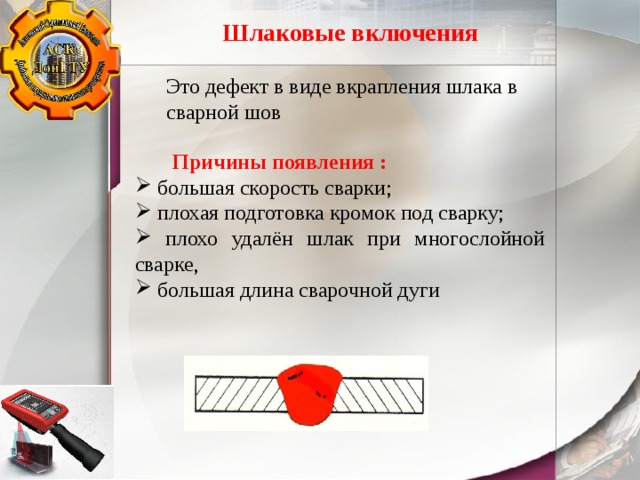
Шлаковые включения
Это дефект в виде вкрапления шлака в сварной шов
Причины появления :
- большая скорость сварки;
- плохая подготовка кромок под сварку;
- плохо удалён шлак при многослойной сварке,
- большая длина сварочной дуги
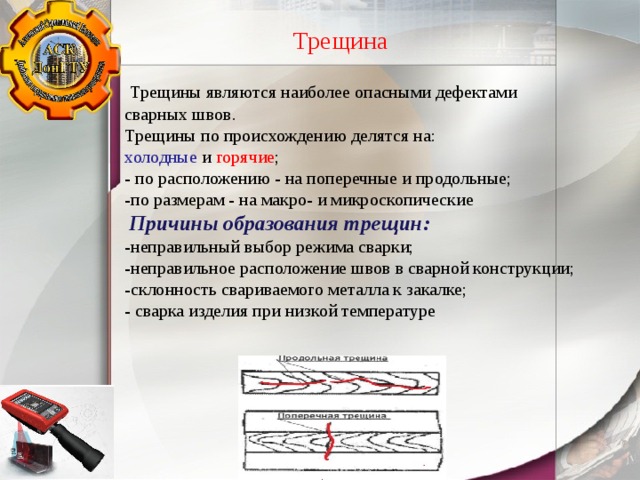
Трещина
Трещины являются наиболее опасными дефектами сварных швов.
Трещины по происхождению делятся на:
холодные и горячие ;
- по расположению - на поперечные и продольные;
-по размерам - на макро- и микроскопические
Причины образования трещин:
-неправильный выбор режима сварки;
-неправильное расположение швов в сварной конструкции;
-склонность свариваемого металла к закалке;
- сварка изделия при низкой температуре
Закрепление -Тест
1.Трещина-это?
а) Дефект сварного соединения в виде разрыва металла в сварном шве.
б) Дефект в виде образования внутренней полости.
в) Дефект в виде углубления в сварном.
2. Пора - это?
а) Дефект в виде полости или впадины.
б) Дефект, имеющий ответвления в различных направлениях.
в) Дефект сварного шва в виде полости округлой формы, заполненной газом.
3. Непровар кромок - это?
а) Дефект, образующий разрыв сварного шва.
б) Дефект в виде несплавления в сварном соединении, вследствие неполного расплавления кромок.
в) Дефект в виде образования шлака в сварном шве.
4. Прожог металла - это?
а) Дефект в виде воронкообразного углубления в сварном шве.
б) Дефект в виде полости или впадины в сварном шве.
в) Дефект в виде сквозного отверстия в сварном шве, образовавшийся в результате вытекания части металла.
5. Шлаковое включение - это?
а) Дефект сварного шва в виде полости округлой формы, заполненной газом.
б) Дефект в виде вкрапления шлака в сварном шве.
в) Дефект в виде углубления по линии сплавления шва с основным металлом.
6. Подрез - это?
а)Это углубление, расположенное на границе металла шва и основного металла.
б)Дефект в виде несплавления в сварном соединении, вследствие неполного расплавления кромок.
в)Дефект в виде углубления на поверхности обратной стороны сварного одностороннего шва.
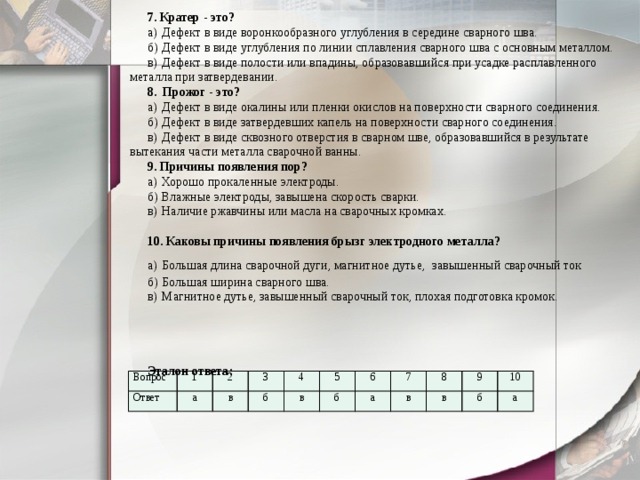
7. Кратер - это?
а) Дефект в виде воронкообразного углубления в середине сварного шва.
б) Дефект в виде углубления по линии сплавления сварного шва с основным металлом.
в) Дефект в виде полости или впадины, образовавшийся при усадке расплавленного металла при затвердевании.
8. Прожог - это?
а) Дефект в виде окалины или пленки окислов на поверхности сварного соединения.
б) Дефект в виде затвердевших капель на поверхности сварного соединения.
в) Дефект в виде сквозного отверстия в сварном шве, образовавшийся в результате вытекания части металла сварочной ванны.
9. Причины появления пор?
а) Хорошо прокаленные электроды.
б) Влажные электроды, завышена скорость сварки.
в) Наличие ржавчины или масла на сварочных кромках.
10. Каковы причины появления брызг электродного ме талла?
а) Большая длина сварочной дуги, магнитное дутье, завышенный сварочный ток
б) Большая ширина сварного шва.
в) Магнитное дутье, завышенный сварочный ток, плохая подготовка кромок.
Эталон ответа:
Вопрос
Ответ
1
2
а
в
3
б
4
в
5
б
6
а
7
в
8
в
9
б
10
а








© 2018, Боровик Владимир Анатольевич 1891 15
Рекомендуем курсы ПК и ППК для учителей






Похожие файлы
Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!
Полезное для учителя

Реализация образовательных программ осуществляется с применением исключительно электронного обучения и ДОТ