

СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока



№62 Техника резки

Просмотр содержимого документа
«№62 Техника резки»
Техника резки.
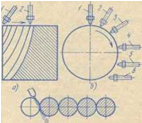
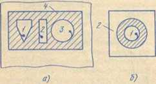 Рез должен начинаться у какой-либо кромки изделия. При вырезке внутренних частей в металле следует просверлить отверстие и от него начинать резку. Тонкий металл толщиной менее 10мм пробивают с помощью резака. Начало резки по контуру 1 (рис. 1, а) должно всегда находиться на прямой, что обеспечивает получение чистого реза на закруглениях. В контуре 2 начало резки может быть выбрано в любом месте, кроме углов. При вырезке фланцев (рис. 2,б) вначале вырезается внутренняя часть 1 в металле, идущем в отходы, а затем вырезается контур 2. Место начала резки внешнего контура 2 (рис. 1, а) следует выбирать таким образом, чтобы происходило легкое отделение металла, идущего в отходы.
Рез должен начинаться у какой-либо кромки изделия. При вырезке внутренних частей в металле следует просверлить отверстие и от него начинать резку. Тонкий металл толщиной менее 10мм пробивают с помощью резака. Начало резки по контуру 1 (рис. 1, а) должно всегда находиться на прямой, что обеспечивает получение чистого реза на закруглениях. В контуре 2 начало резки может быть выбрано в любом месте, кроме углов. При вырезке фланцев (рис. 2,б) вначале вырезается внутренняя часть 1 в металле, идущем в отходы, а затем вырезается контур 2. Место начала резки внешнего контура 2 (рис. 1, а) следует выбирать таким образом, чтобы происходило легкое отделение металла, идущего в отходы.
Рис. 1. Приемы резки внутри контура изделия:
а - начало резки, б - вырезка фланцев;
1, 2, 3, 4 - последовательность резов.
Наружный контур 4 вырезается в последнюю очередь. Это обеспечивает вырезку деталей с меньшими отклонениями от размеченных до резки контуров. Внутренние напряжения, имеющиеся в прокатном листе, искажают контуры реза. Их устранения достигают резкой по внутреннему контуру.
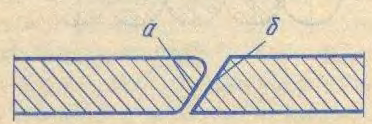 При резке со скосом кромки (рис. 2) поверхности реза получаются не одинаковы по качеству. Поверхность б всегда лучше, чем поверхность а.
При резке со скосом кромки (рис. 2) поверхности реза получаются не одинаковы по качеству. Поверхность б всегда лучше, чем поверхность а.
Рис. 2. Вид поверхностей наклонного реза.
Острый угол на поверхности а оплавляется сильнее, так как на нем концентрируется большая часть подогревающего пламени. Тупой угол поверхности а (нижняя кромка) омывается жидким шлаком и кислородной струей, вследствие чего также оплавляется. Поэтому лучше, если позволяет характер реза, располагать резак таким образом, чтобы была использована отрезанная часть с поверхностью б.
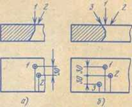 Для подготовки скоса кромок под сварку можно на машине одновременно резать двумя или тремя резаками, как это схематично показано на рис.3.
Для подготовки скоса кромок под сварку можно на машине одновременно резать двумя или тремя резаками, как это схематично показано на рис.3.
Рис. 3. Резка кромок одновременно двумя (а) и тремя (б) резаками:
1, 2, 3 — резаки.
Видно, что резаки должны смещаться в направлении резки, тем чтобы не происходило соприкосновений струй кислорода от резаков и образование завихрений, приводящих к ухудшению качества поверхностей резов. Смещение между резаками составляет несколько сантиметров.
При ручной резке пользуются простейшими приспособлениями: опорной тележкой для резака, циркулем, направляющими линейками и др. (рис. 4).
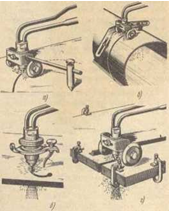
Рис. 4. Приспособления к резаку: а — для вырезки фланцев, б — для вырезки отверстий,
в - для резки труб, г — для пакетной резки.
Поверхность разрезаемого металла должна быть чистой от ржавчины, масла и других загрязнений. Простым способом очистки поверхности металла по линии реза является нагрев металла газовым пламенем с последующей зачисткой поверхности металлической щеткой.
 Некоторые приемы резки профильного проката, труб, пакетная резка и резка листов большой толщины. Резка уголка выполняется так, как показано на рис. 5, а. После того как будет прорезана одна полка, резак разворачивают и устанавливают перпендикулярно второй полке.
Некоторые приемы резки профильного проката, труб, пакетная резка и резка листов большой толщины. Резка уголка выполняется так, как показано на рис. 5, а. После того как будет прорезана одна полка, резак разворачивают и устанавливают перпендикулярно второй полке.
Рис. 5. Последовательность резки профильного проката.
Порядок резки двутавровой балки показан на рис. 5,б. В местах утолщения металла скорость резки снижается, чтобы полностью прорезать здесь металл.
 При резке швеллера (рис. 5, в) резак можно располагать со стороны внутренней или наружной поверхности швеллера.
При резке швеллера (рис. 5, в) резак можно располагать со стороны внутренней или наружной поверхности швеллера.
Рис. 6. Приемы резки прутков различного профиля:
1 - 6 — последовательность резки.
Процесс резки круглой заготовки показан на рис. 6,а. Повысить производительность резки прутков можно, применяя безостановочный процесс (рис. 6, б). В местах перехода на каждый последующий пруток следует наклонять резак в сторону, обратную направлению резки.
 Резку труб приходится выполнять, особенно в монтажных условиях, во всех положениях; при этом качество резки получается различное. Желательно для резки труб, главным образом больших диаметров, применять роликовые стенды (рис. 7) с приводными или неприводными роликами.
Резку труб приходится выполнять, особенно в монтажных условиях, во всех положениях; при этом качество резки получается различное. Желательно для резки труб, главным образом больших диаметров, применять роликовые стенды (рис. 7) с приводными или неприводными роликами.
Рис. 7. Роликовый стенд для резки труб:
1 — резак, 2 - труба, 3 — опорные ролики.
Большую роль играет качество резки при подготовке торца трубы под сварку. В этих случаях надо применять разметку, используя для этого ленту из тонкого гибкого материала (жесть, картон и др.). Лентой обертывают трубу и по её краю мелом наносят линию резки.
Для заготовки большого количества одинаковых деталей применяют пакетную резку, сущность которой заключается в том, что несколько листов собирают в пакет, зажимают по контуру струбцинами и производят резку этого пакета за один проход резака. Пакетной резке поддаются углеродистые стали с содержанием углерода до 0,4% и низколегированные с содержанием углерода до 0,25%.
 Резка стали большой толщины (более 300 мм) выполняется специальными резаками на пониженном давлении кислорода.
Резка стали большой толщины (более 300 мм) выполняется специальными резаками на пониженном давлении кислорода.
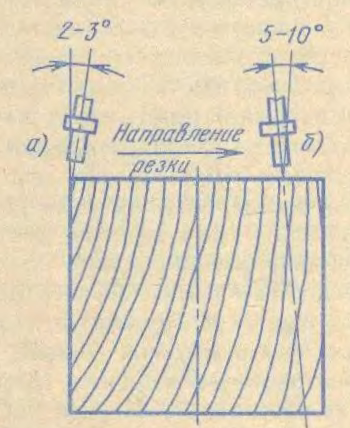
Рис. 8. Положение мундштука при резке стали большой толщины:
а — в начале, б — в конце.
В начале резки резак устанавливают с небольшим наклоном (2 — 3°), как показано на рис. 8. Скорость перемещения резака должна быть достаточной для прогревания нижних слоев металла, иначе процесс резки может прекратиться. Слишком большая скорость может привести к «непрорезу». После того как резак пройдет довольно большой путь по верхней плоскости металла начнется сквозное прорезание. В конце резки необходимо несколько наклонить резак в сторону, обратную направлению его движения, чтобы сначала прорезать нижнюю часть заготовки. Чтобы увеличить длину подогревающего пламени, резак необходимо устанавливать под углом, при котором наблюдается избыток ацетилена. Режимы резки стали большой толщины применяют согласно характеристики спецрезака, приведенной в производственной инструкции на резак.








© 2021, Кварацхелия Георгий Владимирович 173 31
Рекомендуем курсы ПК и ППК для учителей





Похожие файлы
Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!
Полезное для учителя


