СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока



№41 Основы технологии газовой сварки

Просмотр содержимого документа
«№41 Основы технологии газовой сварки»
Основы технологии газовой сварки.
Газовой сваркой можно выполнять любые швы в пространстве. Наиболее трудно выполнять потолочные швы ввиду отекания вниз капель металла из сварочной ванны.
Швы накладываются однослойные и многослойные. При толщине стали 8—10мм шов выполняют в два слоя. Листы толщиной 10 мм и выше сваривают в три слоя и более. Многопроходных швов при газовой сварке не применяют из-за трудности наложения узких валиков.
Многослойной сваркой обеспечивается повышенная прочность металла шва и всего сварного соединения по сравнению с однослойной:
получается меньший участок перегретого металла рядом со швом;
достигается нормализация (отжиг) нижележащих слоев при наплавке последующих.
Толщина слоя подбирается такой, чтобы металл предыдущего слоя приобретал мелкозернистое строение. Для сварки незакаливающейся стали толщина слоя многослойного шва составляет 3 - 8мм в зависимости от толщины и размеров изделия. Металл верхнего слоя шва рекомендуется отжечь газовым пламенем без присадочного металла.
Перед наложением каждого слоя нужно очистить поверхность металла предыдущего слоя проволочной щеткой от шлаков и толстой окалины.
Горизонтальные и потолочные швы обычно выполняют правым способом сварки. Вертикальные и наклонные швы сваривают снизу вверх левым способом.
При газовой сварке углеродистых и низколегированных незакаливающихся сталей применяется сварочная проволока марок Св-08, Св-08А, Св-08АЛ, Св-08Г, Св-08 ГС, Св-12ГС и др.
При правой сварке пользуются сварочной проволокой диаметром, равным половине толщины свариваемого металла, но не более 6 мм. При левой сварке проволоку берут диаметром на 1мм больше, чем при правой. Подготовка кромок для газовой сварки стыковых соединений стальных деталей приведена в табл. 1.
Табл. 1. Подготовка кромок для газовой сварки стыковых соединений.
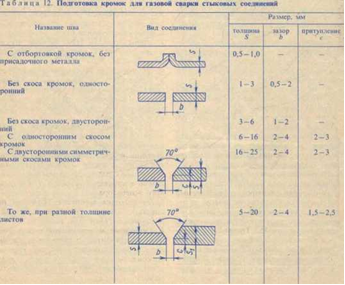
Листы толщиной до 3мм обычно сваривают нормальным пламенем. Листы большей толщины сваривают пламенем с некоторым избытком кислорода, имеющим состав О2/С2Н2 = 1,4. В этом случае металл проплавляется на большую глубину и сварка более производительна. Однако следует пользоваться сварочной проволокой, легированной кремнием и марганцем (Св-12ГС, Св-08Г2С и др.) для того, чтобы полнее удалить образующийся в сварочной ванне низший оксид железа FeO.
Специальные виды газовой сварки.
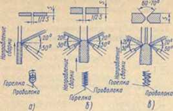 Сварка сквозным валиком выполняется при вертикальном положении деталей в направлении снизу вверх. Наклон горелки и присадочной проволоки, а также характер движения горелки и проволоки в процессе выполнения шва показаны на рис. 1.
Сварка сквозным валиком выполняется при вертикальном положении деталей в направлении снизу вверх. Наклон горелки и присадочной проволоки, а также характер движения горелки и проволоки в процессе выполнения шва показаны на рис. 1.
Рис. 1. Сварка сквозным валиком при толщине: а — от 2 до 6мм, б — от 6 до 12мм, в — от 12 до 20мм.
При сварке труб, расположенных горизонтально, после сборки стыка (обычно на сварочных прихватах, расположенных в зависимости от диаметра трубы в 3 — 6 местах на равных расстояниях) сварку производят участками, независимо от того, поворотый или иеповоротный стык.
При сварке с поворотом свариваемый участок обычно находится наверху и занимает положение между вертикальным диаметром и диаметром, наклоненным к нему под углом 45°. Трубы без поворота свариваются участками в нижнем, наклонном и потолочном положениях с соблюдением принципа обратноступенчатой сварки с целью борьбы с деформациями.
Недостатки газовой сварки перед дуговой заключаются в гом, что газовая сварка выполняется при низких скоростях нагрева и охлаждения металла, что приводит к укрупнению зерен околошовного металла, низкой прочности сварного соединения и большим деформациям сварного изделия. Кроме того, стоимость газовой сварки стальных листов толщиной 2 мм и более выше стоимости дуговой сварки покрытыми электродами.
Производительность газовой сварки изделий из стали толщиной до 1,5мм в 1,5 раза выше по сравнению с дуговой сваркой покрытыми электродами; при толщине выше 2мм — уступает ей. Поэтому газовая сварка почти полностью вытеснена электрической (дуговой, контактной, электронно-лучевой и др.).
В настоящее время газовая сварка находит применение при ремонте литых изделий из чугунов и иногда цветных металлов, исправлении дефектного литья.
при монтаже сантехнических тонкостенных стальных узлов толщиной до 2мм, наплавке, сварке легкоплавких металлов и др.
Газовое пламя применяют при пайке, для подогрева с целью термической обработки металла, очистки от ржавчины и др.
По любому виду прочности, пластичности и вязкости металла шва и сварных соединений, выполненных из сталей, газовая сварка уступает дуговой независимо от толщины свариваемого металла. Она может конкурировать с дуговом сваркой в основном при сварке чугунов, латуней и иногда легкоплавких металлов подобно свинцу.







© 2021, Кварацхелия Георгий Владимирович 173 29
Рекомендуем курсы ПК и ППК для учителей





Похожие файлы
Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!
Полезное для учителя