

СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока



№199 Автоматизация процесса сварки

Просмотр содержимого документа
«№199 Автоматизация процесса сварки»
Автоматизация процесса сварки.
Замена ручной сварки автоматической ведет к повышению производительности и качества сварки. Для швов длиной более 2м автоматическая сварка экономичнее ручной.
При автоматической сварке основные операции процесса - зажигание дуги, подача электрода в дугу по мере его плавления, поддержание постоянной длины дуги, перемещение дуги для образования шва и гашение дуги выполняются автоматически. Эти операции сварки выполняются сварочными тракторами или самоходными головками. Иногда головка устанавливается неподвижно, а перемещается само изделие.
На любом автомате сварщик выполняет только наладку,
контролирует протекание процесса, включает и выключает автомат.
Автоматические головки и сварочные тракторы изготовляют двух основных типов: с постоянной скоростью подачи, сварочной проволоки в процессе ее плавления и с переменной скоростью подачи. Первый тип головки (автомата) предложен ещё в СССР инженером В. И. Дятловым в 1942г.
Автоматы с постоянной скоростью подачи проволоки просты по конструкции и управлению. Они устойчиво работают за счет саморегулирования дуги. Процесс саморегулирования дуги состоит в том, что при случайном уменьшении длины дуги ее напряжение падает, а ток в дуге возрастает; увеличение тока ускоряет плавление конца проволоки и длина дуги восстанавливается до первоначальной отрегулированной величины; при случайном удлинении дуги процесс ее саморегулирования протекает в обратном порядке. Скорость саморегулирования дуги на автоматах (и в шланговых полуавтоматах) зависит от вида внешней вольтамперной характеристики источника питания дуги, от диаметра сварочной проволоки и других условий.
Автоматы и шланговые полуавтоматы, работающие с постоянной скоростью подачи проволоки в зону дуги, широко распространены как в нашей стране, так и за рубежом.
Автоматы с переменной скоростью подачи проволоки по сравнению с автоматами с постоянной скоростью подачи сложны по конструкции и в управлении. Устойчивое горение дуги в моменты возмущения (падение напряжения в сети, пробуксовывание сварочной проволоки в электродных роликах и др.) достигается в этих автоматах изменением скорости подачи проволоки специальным автоматическим регулятором. На рис. 1 представлены внешние виды различных сварочных автоматов.
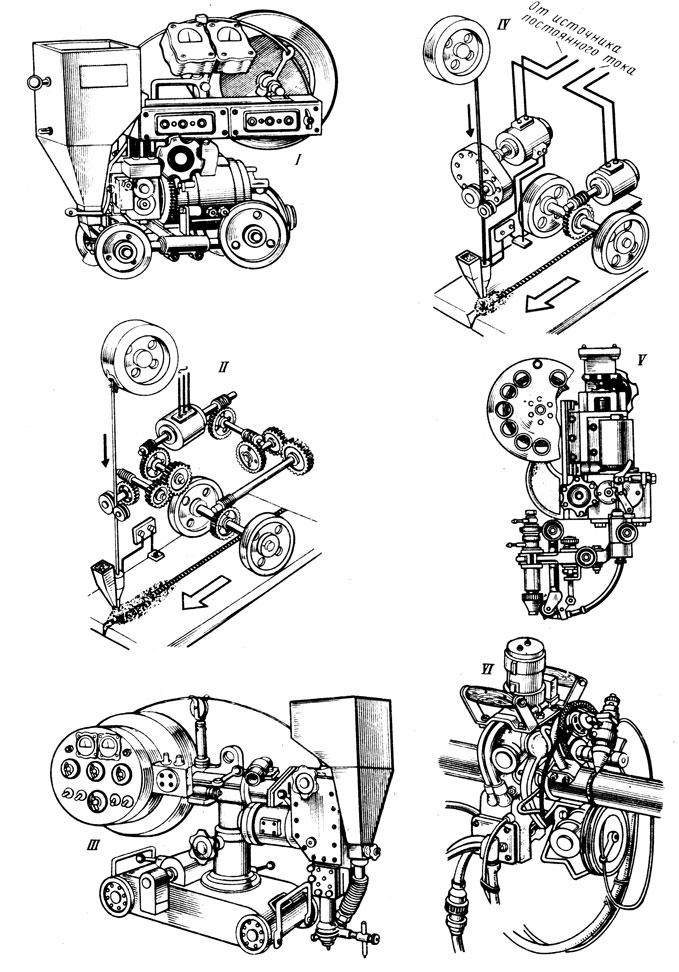
Рис. 1. Сварочные тракторы и головки: I - сварочный трактор ТС-17М, II - кинематическая схема трактора ТС-17М, III - сварочный трактор АДС-1000-2, IV - кинематическая схема трактора АДС-1000-2, V - головка АВГ-2 для сварки в аргоне вольфрамовым электродом с присадочной проволокой, VI - автомат для сварки стыков труб в аргоне вольфрамовым электродом с присадочной проволокой.












Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!
Полезное для учителя


