

СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока



№195 Нормирование сварочных материалов

Просмотр содержимого документа
«№195 Нормирование сварочных материалов»
Нормирование сварочных материалов.
Расход покрытых электродов, необходимых для сварки, можно определять умножением наплавленного металла на коэффициент расхода электродов Кр, учитывающего массу покрытия и потери металла при сварке, т. е. Gпэ = GнKр.
Коэффициент Кр одинаков у электродов марок АНО-5-1,6; АНО-6-1,7; УОНИИ-13/45-1,8 и др.
Расход покрытых электродов в штуках можно определять по среднему выходу наплавленного металла с одного электрода. Тогда количество покрытых электродов в штуках будет равно частному от деления массы наплавленного металла на коэффициент выхода наплавленного металла с одного электрода, т. е. nшт = Gн/Kв.
Для различных марок покрытых электродов имеется соответствующий выход наплавленного металла Kв. Например, выход наплавленного металла при выполнении швов в нижнем положении на переменном токе при максимальном значении сварочного тока согласно паспорту электродов диаметрами 3, 4, 5, 6мм соответственно составляет 30,9; 70,7; 111,1; 160г для электродов марки ОЗС-3 и 15,4; 35,2; 55,3; 79,6г для электродов марки АНО-6.
Коэффициент расхода сварочной проволоки для шланговой полуавтоматической сварки в углекислом газе составляет 1,08; для аргонодуговой сварки — 1,1; для ацетилено-кислородной сварки — 1,04 - 1,15.
Коэффициент расхода порошковой проволоки составляет 1,2 - 1,3 в зависимости от вида поперечного сечения стали, состава порошка и др.
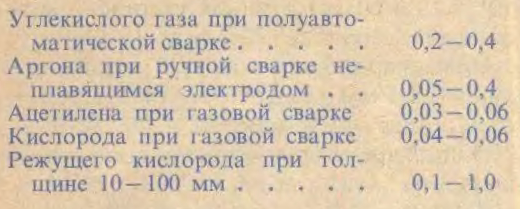
Нормы расхода газа (дм3/с) при сварке и кислородной резке:
Средний расход электроэнергии (кВт*ч) на 1кг наплавленного металла
при сварке покрытыми электродами:












Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!
Полезное для учителя


