

СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока



№191 Основные правила Котлонадзора

Просмотр содержимого документа
«№191 Основные правила Котлонадзора»
Основные правила Котлонадзора.
Правила устройства и безопасной эксплуатации котлов, сосудов, работающих под давлением, и трубопроводов пара и горячей воды обязательны для всех министерств и ведомств. Эти правила принято называть правилами Котлонадзора, а объекты, на которые они распространяются, — объектами Госгортехнадзора России.
Основные правила Котлонадзора по изготовлению сварных изделий следующие:
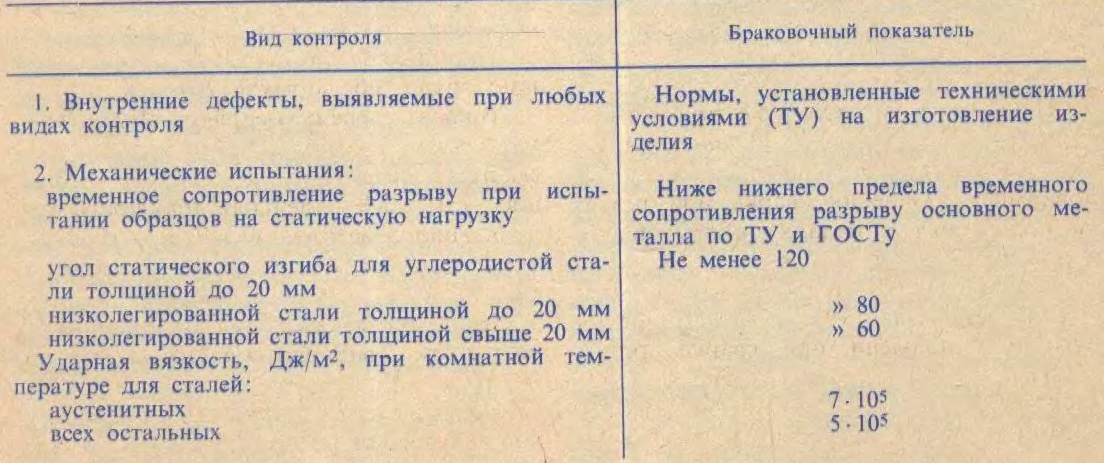
I. К сварке элементов котлов, сосудов и трубопроводов допускаются только сварщики, прошедшие испытания в соответствии с правилами аттестации сварщиков, утвержденными Госгортехнадзором России и имеющие удостоверение сварщика установленного образца (браковочные показатели контрольных сварных соединений приведены в табл.).
Табл. Браковочные показатели контрольных сварных соединении.
II. Минимально допускаемая температура окружающего воздуха при проведении сварочных работ для углеродистой стали с содержанием углерода менее 0,24%, низколегированных марганцовистых и кремнемарганцовистых сталей -20°С (253 К).
III. Объём обязательного контроля сварных соединений элементов котлов (пароперегревателей, экономайзеров) ультразвуковой дефектоскопией или просвечиванием для стали перлитного или мартенситно-ферритного класса:
1. Все стыковые сварные соединения барабанов с толщиной стенки 30мм и более подлежат рентгеновскому просвечиванию в местах пересечения продольных и поперечных сварных соединений, соединения камер и трубопроводов с толщиной стенки 15мм и более — в местах пересечения швов. Металлы толщи ной менее 30мм, камеры с толщиной стенки менее 15мм и соединения трубопроводов с наружным диаметром 200мм и более при толщине стенки менее 15мм контролируются 100%-ным ультразвуком.
2. Для сосудов и трубопроводов пара и горячей воды, подконтрольных Котлонадзору, существуют свои нормы объема контроля ультразвуковой дефектоскопией или просвечиванием сварных соединений.
IV. Смещение кромок стыкуемых листов в продольных и кольцевых сварных соединениях цилиндрических элементов и днищ котлов не должно быть более:
а) для продольных швов — 10% толщины листа, но не более 3 мм;
б) для кольцевых швов — 10% толщины листа плюс 1 мм, но не более.
В стыковых сварных соединениях труб максимально допустимое смещение кромок не должно превышать следующих значений:













Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!
Полезное для учителя


