

СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока



№181 Магнитные виды контроля

Просмотр содержимого документа
«№181 Магнитные виды контроля»
Магнитные виды контроля.
Магнитный вид контроля металла основан на том, что при прохождении магнитных силовых линий по испытуемому материалу в местах дефектов возникают поля рассеяния (рис. 1). Если на поверхности металла нанести ферромагнитный порошок, то над местом расположения дефекта создадутся скопления порошка в виде правильно ориентированного магнитного спектра.
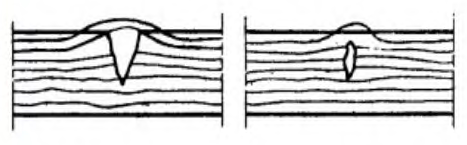 Рис. 1. Прохождение магнитного потока по детали при наличии дефекта в металле.
Рис. 1. Прохождение магнитного потока по детали при наличии дефекта в металле.
Намагничивание осуществляется пропусканием тока по детали, созданием магнитного поля вокруг детали действием природного магнита или электромагнита. Неравномерность поля определяется искателем, в частности магнитным порошком, который и указывает местоположение и протяженность дефекта в детали.
Удобным способом создания магнитного потока является пропускание тока плотностью
15-20А/мм2 по виткам сварочного провода, наматываемого (3 – 6 витков) на деталь (рис. 2). Для намагничивания лучше применять постоянный ток.
Р ис. 2. Схема намагничивания изделия пропусканием тока:
ис. 2. Схема намагничивания изделия пропусканием тока:
1- деталь, 2- витки провода, 3- трещина.
С помощью магнитного порошка можно выявлять любые внутренние дефекты. В настоящее время этот вид контроля приповерхностных трещин, невидимых невооруженным глазом, трещин, находящихся внутри металла (чем больше ширина трещины, тем легче ее выявить), расслоения металла.
Можно обнаружить также крупные газовые раковины, поры и шлаковые включения, расположенные на глубине не более 3 - 5мм.
Существуют два способа контроля с помощью магнитною порошки: сухой (обнаружение, как поверхностных, так и глубинных дефектов) и мокрый (поверхностные дефекты).
В первом случае магнитный порошок (охра, сурик, железные опилки, окалина и т.д.) находится в сухом виде.
Во втором случае магнитный порошок находится во взвешенном состоянии в жидкости (керосине, мыльном растворе, воде).
В производстве сварных трубопроводов для контроля качества швов находит применение магнитографический способ контроля с помощью магнитной ленты. Он основан на записи полей рассеяния, возникающих над дефектами, на ферромагнитную ленту и последующем воспроизведении их магнитографическим магнитоскопом. В результате сравнения контролируемого стыка с эталоном контролер делает вывод о характере дефектов и пригодности стыка. Согласно методике ВНИИСТ магнитографическому контролю можно подвергать стыки трубопроводов и стыковые швы листовых металлоконструкций с толщинами стенок от 2 до 16мм.
Магнитографический способ более чувствителен к наружным недопустимым дефектам швов, резким переходам по усилению крупной чешуйчатости шва, подрезам и гребенчатому усилению. Но часто этот вид непригоден для выявления внутренних дефектов. Например, стыки трубопроводов диаметром менее 114мм с толщиной стенки 4мм могут иметь усиления шва высотой более 40% толщины стенки трубы.
При магнитографировании запись от дефекта сливается с записью от усиления. В результате этого контроль таких соединений становится невозможным.
Надежность магнитографического контроля возрастает с уменьшением отношения усиления шва к толщине стенки трубы. В некоторых случаях магнитографический вид контроля может заменить контроль просвечиванием.
Для особо ответственных сварных конструкций с высокими требованиями к качеству сварных соединений целесообразнее применять оба вида контроля. При этом можно рентгенопросвечивание применять лишь для расшифровки дефектов, выявленных магнитографическим контролем.






© 2022, Кварацхелия Георгий Владимирович 139 22
Рекомендуем курсы ПК и ППК для учителей





Похожие файлы
Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!
Полезное для учителя


