

СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока



№179 Технология радиационного контроля

Просмотр содержимого документа
«№179 Технология радиационного контроля»
Технология радиационного контроля.
Источник излучения выбирают в зависимости от толщины контролируемого тела, ответственности изделия, наличия количества типов источников излучения и др. Например, при контроле изделий, в которых возможны дефекты больших размеров, наиболее правильнее применять изотопы. Для изотопов относительная чувствительность бывает равной 4%. Это значит, что можно выявлять высоту дефекта, равную 4мм, в листе толщиной 100мм. Разные типы изотопов обладают различной относительной чувствительностью. Рентгеновское излучение или изотопы с малой энергией излучения позволяют обнаружить более мелкие дефекты.
Подготовка к просвечиванию.
Рентгеновскую пленку выбирают по таблицам или по номограммам (рис. 1). Пленку заряжают в кассету, ее укрепляют на изделии, а со стороны источника излучения устанавливают эталон чувствительности. Разрешается располагать эталон со стороны детектора.
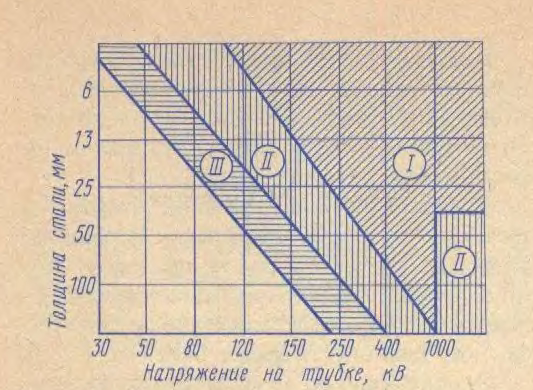
Рис. 1. Номограмма областей применения рентгеновских пленок для просвечивания стали:
I - пленки типа РТ-5, РТ-4, II - пленки типа PT-1, РТ-3, III - пленки типа РТ-2.
Режим просвечивания.
Экспозицию (время просвечивания) определяют по номограммам (рис. 2). Расстояние от источника излучения до пленки, тип пленки и энергию излучения назначают по ГОСТ 7512 — 82. Направления просвечивания сварных соединений указаны на рис. 3.
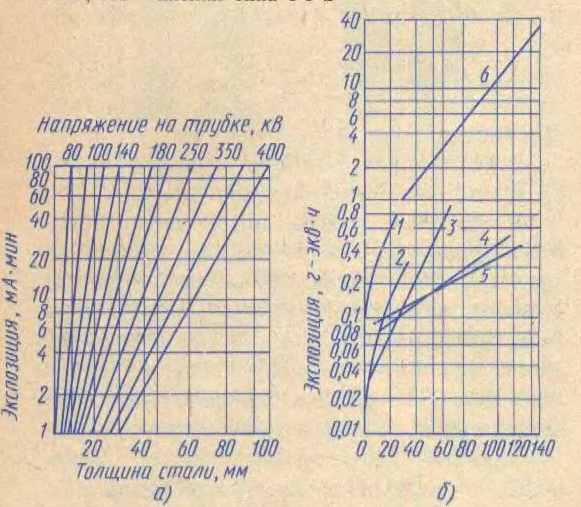
Рис. 2. Номограмма для определения экспозиции просвечивания стали: а — рентгеновским излучением при
F = 750мм и пленке РТ-1; б — гамма-излучением при F = 500мм и пленке РТ-1.
1 — тулий-170; 2 — стронций-75; 3 — иридий-192; 4 — цезий-137; 5 — европий-152; 6 — кобальт-60.
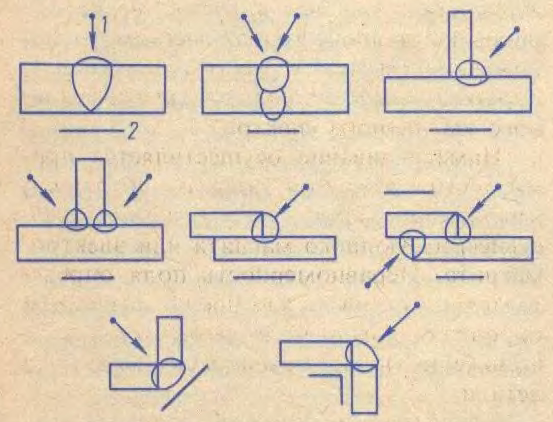
Рис. 3. Схема контроля сварных соединений:
1 — направление источника излучения, 2 — рентгенопленка.
Фотообработка снимков.
Обработку пленки выполняют в такой последовательности: проявление, промежуточная промывка, фиксирование изображения, промывка в непроточной воде, окончательная промывка в проточной воде и сушка пленки. Расшифровка снимков показана на рис. 4.
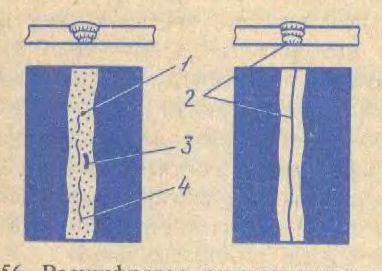
Рис. 4. Расшифровка рентгенограмм:
1 — газовые включения, 2 — непровары, 3 — шлаки, 4 — трещины.
Оформление результатов контроля.
Размеры дефекта измеряют линейкой по изображению на снимке в миллиметрах. Глубина дефекта определяется неточно, если пользоваться просвечиванием с одной позиции. Глубина дефекта может быть определена также математическим вычислением при просвечивании с двух позиций.












Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!
Полезное для учителя


