

СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока



№164 Основные виды дефектов и причина их возникновения

Просмотр содержимого документа
«№164 Основные виды дефектов и причина их возникновения»
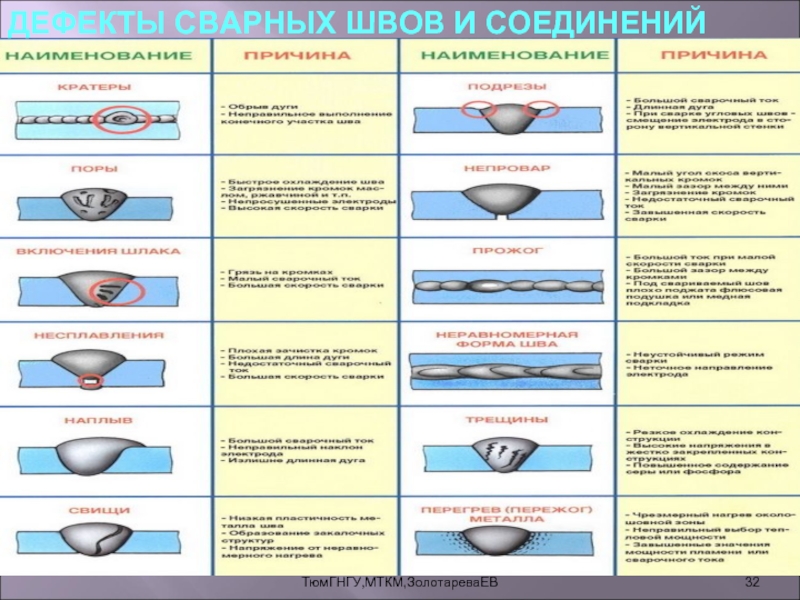
Основные виды дефектов и причина их возникновения.
В соединениях, выполненных сваркой плавлением, согласно ГОСТ 23055 — 78, различают следующие виды внутренних дефектов: трещины, не выходящие на поверхность сварного соединения; внутренние поры, непровары и несплавления, шлаковые и оксидные включения в металле шва.
Трещины (горячие и холодные; продольные, поперечные и разветвленные; микротрещины и макротрещины) возникают при нарушении разработанной технологии на изготовление сварного изделия. Как правило, любые трещины в сварных изделиях недопустимы.
Усадочная раковина сварного шва (или утяжина) наблюдается редко; лишь при дуговой сварке толстых листов и большой массе металла в сварочной ванне. В случае засорения сварочной ванны относительно большого объема легкоплавкими веществами на основе серы, фосфора и других при затвердевании ванны образуется усадочная раковина (углубление). Оставлять усадочную раковину в шве нельзя.
Вогнутость корня шва может образоваться в случаях выполнения сварных соединений с поддувом газа или на флюсовой подушке с увеличенным зазором между сварными кромками деталей. Вогнутость корня шва недопустима в изделиях, подвергающихся динамической нагрузке или эксплуатирующихся при низких температурах.
Свищ сварного шва - конусообразная крупная пора, выходящая на поверхность шва. Подобно усадочной раковине или утяжине недопустим в сварном соединении. Образуется в результате обильного местного выделения из металла сварочной ванны газов в момент его затвердевания. Это наблюдается чаще всего в случаях, когда сварные кромки в отдельных местах были покрыты ржавчиной и маслом.
Поверхностные поры сварного шва наблюдаются при сварке увлажненными (непросушенными) покрытыми электродами или электродами, срок годности которых истек. Иногда в сварных изделиях допускают наличие до трех пор диаметром менее 2мм на длине 100мм шва. Нужно знать нормы допустимых дефектов, которые установлены нормативно-технической документацией на изготовление сварных конструкций.
Брызги электродного металла неизбежны при дуговой сварке открытой дугой. Они разбрасываются по поверхности сварного соединения, но не примыкают к изделию, покрытому специальной краской. Брызги на поверхности металла являются недопустимым дефектом. Эффективным средством от налипания брызг на поверхность металла во время сварки являются покрытия, наносимые на поверхность металла, например аэрозольное средство «Дуга-2».
Поверхностное окисление имеет значение для легко окисляемых металлов (титан, магний и их сплавы). Окисление поверхностного металла происходит в результате нагрева металла при сварке, если поверхности деталей около шва и сам шов не защищены от воздуха.
Превышение усиления сварного шва приводит к ухудшению работы сварного изделия на динамическую нагрузку, а поэтому оно является недопустимым дефектом для таких изделий. Причиной дефекта является при ручной сварке низкая квалификация сварщика. Обычные нормы на стрелку выпуклости или вогнутости шва не более 3мм, если толщина свариваемой детали более 10мм.
Подрезы зоны сплавления при сварке покрытыми электродами и полуавтоматической сварке образуются от неправильных поперечных движений концом электрода (низкая квалификация сварщика); подрез усиливается с увеличением тока. Он является опасным потому, что создает концентрацию напряжений, которые приводят при работе изделия на динамические нагрузки к разрушению металла. Недопустимы подрезы в металле глубиной до 1мм, длиной более 15мм и подрезы глубиной более 1мм любой длины.
Неплавное сопряжение сварного шва, превышение усиления, наплывы образуются чаще всего при неправильном выборе режима сварки или при наличии на свариваемых кромках толстого слоя окалины.
Непровар наблюдается между проходами и слоями шва, если последующие валики или слои выполняются по слою предыдущего металла с неудаленным сварочным шлаком.
Шлаковые или неметаллические включения сварного шва — это оксидные, сульфидные, фосфорсодержащие и нитридные включения. Зависят от металлургии сварки, не успевших к моменту затвердевания металла шва подняться в сварочный шлак. Обычно это наблюдается при повышенных скоростях сварки.
Внутренняя пора сварного шва возникает вследствие большого количества выделяющихся при сварке газов, неуспевающих выделиться наружу к моменту затвердевания металла шва. Особенно это наблюдается при выполнении глубоких швов.
Металлическое включение сварного шва — это чаще всего частицы вольфрама, попадающие в шов при сварке вольфрамовым электродом на обратной полярности и на больших токах.
Смещение сварных кромок вызвано неправильной сборкой сварных деталей.








© 2022, Кварацхелия Георгий Владимирович 241 26
Рекомендуем курсы ПК и ППК для учителей





Похожие файлы
Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!
Полезное для учителя


