

СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока



№162 Ручная сварка стыков труб покрытыми электродами

Просмотр содержимого документа
«№162 Ручная сварка стыков труб покрытыми электродами»
Ручная сварка стыков труб покрытыми электродами.
Р.д.с. покрытыми электродами используется при наложении корневого шва без подкладных колец, а также при изготовлении и монтаже трубопроводов в неудобных для механизированной дуговой сварки условиях: стыки коленообразного гнутого трубопровода, стыки трубопровода, проходящего через естественные преграды (водные, горные и др.), соединение секций в длинные плети, приварка фланцев, заглушек и т. д.
Корневой шов выполняется электродами диаметром 1,6 - 3мм в зависимости от толщины стенки трубы, а остальные швы могут выполняться более производительными видами сварки.
При ручной сварке всего стыка целесообразно выполнять его в несколько слоев: при толщине стенки 4 - 5мм — в два слоя (не считая корневого), при толщине 10 - 12мм — в четыре слоя электродами диаметром 3—4мм (ручная газовая сварка выполняется только в один слой).
Ручную дуговую сварку стыков трубопроводов выполняют двумя способами:
сверху вниз и снизу вверх.
Сварка сверху вниз происходит на большой скорости и с меньшим сечением валика (с меньшим количеством шлака). Это приводит к лучшей структуре и большей вязкости металла шва, что особенно важно при работе на морозе. Другие преимущества способа сварки сверху вниз заключаются в меньшем усилении шва, снижении времени на зачистку от шлака и заварки кратера. Сварка сверху вниз выполняется электродами марок ОЗС-9, ВСЦ-1, ВСЦ-2, ВСФС-50 и др. Этими же электродами можно выполнять сварку и снизу вверх.
Для повышения производительности и качества сварки сантехнических труб рекомендуется полуавтоматическая дуговая сварка в углекислом газе, пользуясь стальной проволокой с алюминием марок Св-08ГСЮ и др.
Соединение сантехнических труб выполняется встык и втавр. Удовлетворительные результаты при сварке труб диаметрами от 1/2 до 2 дюймов получаются при использовании проволоки диаметром 0,6 - 1мм. Зазоры между кромками при сборке под сварку могут колебаться в пределах от 0 до 3мм.
Перевод на дуговую сварку внутренних сантехнических систем снизил стоимость сварочных работ в два раза по сравнению с газовой сваркой. Для работ ремонтного характера в помещениях применяют полуавтомат «Луч» (Институт электросварки им. Е. О. Патона) с питанием от осветительной сети со сварочной проволокой марки Св-15ГСТЮЦА, которая не требует газовой защиты. Масса полуавтомата со сварочным проводом и заряженной кассетой 2кг.
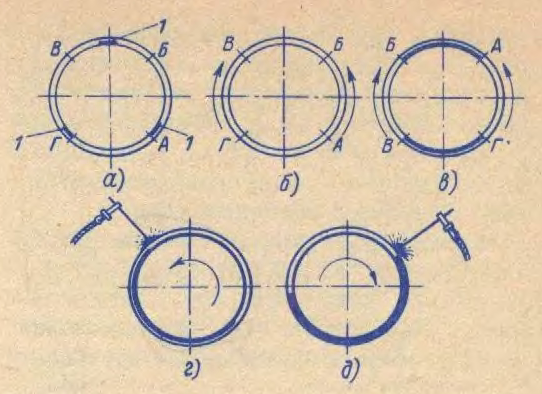 Порядок ручной дуговой сварки покрытыми электродами поворотных стыков труб диаметром более 200мм показан на рис. 1. Стык труб соединяется тремя симметрично расположенными прихватками. Окружность стыка размечается для сварки на четыре участка. Кружками отмечены точки начала и окончания шва, а стрелками — направление сварки.
Порядок ручной дуговой сварки покрытыми электродами поворотных стыков труб диаметром более 200мм показан на рис. 1. Стык труб соединяется тремя симметрично расположенными прихватками. Окружность стыка размечается для сварки на четыре участка. Кружками отмечены точки начала и окончания шва, а стрелками — направление сварки.
Рис. 1. Порядок сварки стыков труб с поворотом:
а — места размещения прихваток (1) и участков шва (А, Б, В, Г);
б — выполнение первого слоя на участках
А — Б и Г — В;
в — поворот стыка и выполнение первого слоя на участках Г — А и В — Б;
г — выполнение второго слоя шва напроход;
д — выполнение третьего слоя шва напроход в обратном направлении.
Первый слой сваривают электродом диаметром 4 мм при токе 120 — 150А узким валиком в направлении снизу вверх (рис. 1, б), затем, повернув трубу на 90°, заваривают последние противоположные участки первого слоя (рис. 141, в). После этого электродом диаметром 5мм при токе 200 — 250А накладывают в одном направлении второй (рис. 141, г) и в противоположном второму слою третий (рис. 141, д).
Порядок ручной дуговой сварки неповоротных труб диаметром 250 - 500мм показан на рис.2. Первый слой накладывают тремя участками. Второй и третий слои — двумя участками, смещая их между собой на 50 - 100мм. В указанном порядке можно производить сварку стыка сверху вниз, применяя электроды с целлюлозным покрытием ОЗС-9 и ВСЦ-1, дающие мало шлака.
Применяют сварку комбинированными способами в зависимости от наличия электродов: первый слой выполняют сверху вниз электродами ВСЦ-1 или ОЗС-9, второй — электродами
У ОНИИ-13/45 и третий — электродами УОНИИ-13/55, АНО-9.
ОНИИ-13/45 и третий — электродами УОНИИ-13/55, АНО-9.
Рис. 2. Порядок сварки стыков неповоротных труб:
а — сборка труб на прихватках;
б, в, г — выполнение первого, второго и третьего слоев.
А, Б, П — границы участков первого слоя шва;
Т, К — то же, для второго слоя шва.
1 – 7 — последовательность выполнения слоев шва на участках.
Стыки труб диаметром более 500мм делят по окружности на 6 — 8 участков, и технологию сварки строят так, чтобы по возможности обеспечить равномерное охлаждение металла стыка, в результате чего получается менее напряженный металл стыкового соединения.
Когда нельзя выполнять стык ни с поворотом, ни в потолочном положении, тогда применяют сварку с козырьком (рис. 3). Сначала выполняется нижняя часть стыкового шва только с внутренней стороны, а затем верхняя часть стыкового шва и козырька только с наружной стороны.


Рис. 3. Порядок сварки стыков труб с козырьком.












Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!
Полезное для учителя


