

СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока



№161 Общая технология сварки трубных конструкций

Просмотр содержимого документа
«№161 Общая технология сварки трубных конструкций»
Общая технология сварки трубных конструкций.
Трубы изготовляют сварными и цельнотянутыми.
Сварные трубы изготовляют различных диаметров и толщины стенки с помощью контактной, индукционно-прессовой и дуговой сварки, как на переменном, так и на постоянном токе.
Трубопроводы, свариваемые встык из труб, используют для подачи жидкостей и газа. Они работают при различных давлениях и температурах нагрева. Если рабочее давление в трубопроводах менее 0,07МПа, то на них не распространяются правила Госгортехнадзора. Стыки трубопроводов на давление свыше 0,07МПа выполняются только аттестованными для этой работы сварщиками.
Основные типы и конструктивные элементы швов сварных соединений установлены ГОСТ 16037 — 80 для стальных трубопроводов и ГОСТ 16038 — 80 для медных и медно-никелевых трубопроводов.
Допускаемое смещение кромок концов стальных труб при сборке встык под сварку составляет:

Для сварки стальных труб применяют следующую подготовку кромок:
1) без скоса для ручной дуговой сварки толщиной стенки 2 — 4мм;
2) без скоса для газовой сварки толщиной стенки 1 — 3мм;
3) с односторонним скосом под углом (30 ± 3)° для ручной дуговой сварки толщиной
стенки 3 — 20мм;
4) односторонним скосом под углом (30 ± 3)° для газовой сварки толщиной стенки 4 — 7мм.
Зазор между кромками труб выбирается:

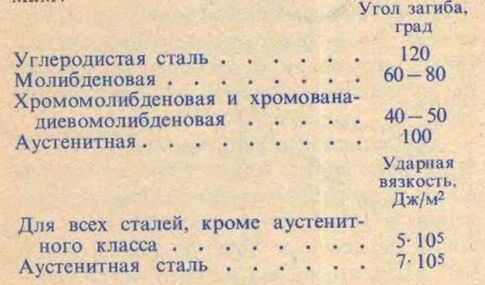
Электроды для сварки труб должны обеспечивать наплавленный металл с временным сопротивлением разрыву и пределом текучести не менее нижнего нормативного предела у основного металла, а показатели пластичности металла шва для трубопроводов горячей воды и пара по правилам Госгортехнадзора должны отвечать следующим минимальным нормам:

Сварные стыки труб подвергаются различным видам контроля качества и обязательно выборочному просвечиванию в количестве 5 — 10% (первая проверка) и 10 — 25% (вторая проверка) от числа стыков, сваренных каждым сварщиком.
Обязательному металлографическому контролю подлежат стыки трубопроводов
I и II-й категорий для перегретого пара и горячей воды.
К I-й категории относятся трубопроводы перегретого пара с давлением выше 4МПа и температурой выше 350°С и горячей воды с температурой выше 184°С.
Ко II-й категории — трубопроводы перегретого пара с давлением до 3,9 МПа и температурой до 350°С и горячей воды с температурой от 80 до 184°С.
Для труб из углеродистых и низколегированных сталей для металлографического исследования вырезают по одному шлифу, для труб из аустенитной стали — по четыре шлифа.
Трубопроводы газовых сетей для жилых, общественных и производственных зданий, работающие под давлением до 1,2МПа, изготовляют в соответствии с требованиями, которые содержат Строительные нормы и правила.
Согласно этим нормам сборка трубопроводов производится на сварочных прихватках длиной 30 — 40мм и высотой, равной половине толщины стенки.
Техника сварки стыков трубопроводов принимается в зависимости от диаметра трубы, толщины ее стенки и химического состава металла.
Различными технологическими приемами свариваются поворотные и неповоротные стыки трубопроводов.











Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!
Полезное для учителя


