Россия, Армавир


СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока

Был в сети 18.04.2024 09:55
Казетов Сергей Николаевич
преподаватель
55 лет
Местоположение
Специализация
Восстановление промышленного оборудования
Категория:
Технология
16.01.2022 17:12

Просмотр содержимого документа
«Восстановление промышленного оборудования»
ЛЕКЦИЯ 15
ТЕМА: Восстановление коленчатого вала
Коленчатые валы большинства двигателей изготовлены штамповкой из стали 45, 40Х, 50Т и ДР-У некоторых двигателей валы изготовлены литьем из высокопрочного магниевого чугуна. Основными дефектами коленчатых валов являются износ коренных и шатунных шеек и изгиб вала. Реже встречаются повреждения резьбы, трещины, износы шпоночных канавок, отверстий под болты крепления маховика, посадочных мест под шестерню и шкив, маслосгонной резьбы.
Коленчатый вал выбраковывают при наличии трещин, за исключением небольших продольных трещин на коренных и шатунных шейках длиной до 3 мм. При износе коренных и шатунных шеек, выходящем за пределы последнего ремонтного размера, коленчатые валы дизелей также выбраковывают.
Необходимость восстановления коленчатого вала и замены подшипников определяют по превышению допустимых зазоров в подшипниках.
Перед ремонтом коленчатый вал промывают в моечной машине ОМ-36000. Особенно тщательно промывают полости для центробежной очистки масла и масляные каналы. С помощью магнитного дефектоскопа проверяют наличие трещин на шейках вала.
Изгиб вала устраняют специальной правкой местным наклепом.
Изношенные посадочные места под. шестерню или шкив восстанавливают наплавкой в среде углекислого газа проволокой Св-18ХГСА с последующей обработкой под номинальный размер.
Изношенные шпоночные канавки и отверстия под штифты для установки маховика заваривают полуавтоматом в среде углекислого газа проволокой Св-08Г2С. Шпоночную канавку фрезеруют на том же месте, чтобы не нарушить установку распределительных шестерен. Заваренные отверстия после зачистки торцовой поверхности на токарном станке просверливают, зенкуют и развертывают на сверлильном станке.
Наиболее распространенным способом восстановления коренных и шатунных шеек коленчатых валов является шлифование их под ремонтные размеры, установленные для каждой марки двигателя. Перед шлифованием шеек должны быть устранены все другие дефекты вала. Измеряют шейки в двух сечениях на расстоянии 10 мм от щек и в двух плоскостях: в плоскости кривошипа и перпендикулярно ей.
Для шлифования шеек коленчатых валов применяют универсальный шлифовальный станок 3A423, на котором можно шлифовать как коренные, так и шатунные шейки, или специализированные станки. Все шейки шлифуют под один ремонтный размер. Сначала шлифуют коренные шейки, а затем шатунные. За установочные базы при шлифовании коренных шеек принимают фаску отверстия под храповик и фаску или отверстие в торце вала под подшипник. Предварительно эти базы проверяют и при необходимости исправляют. Для проверки коленчатый вал устанавливают в центрах и измеряют его биение по неизношенным поверхностям. Радиальное биение шейки под шестерню и фланца маховика не должно превышать соответственно 0,03 и 0,05 мм.
При шлифовании шатунных шеек за установочные базы принимают шейку под шестерню и наружную цилиндрическую поверхность фланца маховика или прошлифованные крайние коренные шейки. Перед шлифованием отверстия масляных каналов зенкуют на сверлильном станке или электродрелью со специально заправленным абразивным инструментом или сверлом диаметром 14-16 мм с твердосплавными пластинками.
При шлифовании шатунных шеек коленчатый вал устанавливают в трехкулачковых патронах центросместителей передней и задней бабок. С помощью центросместителей ось коренных шеек смещают относительно оси пинолей передней и задней бабок на величину радиуса кривошипа. Угловая ориентация вала осуществляется индикаторным приспособлением по шлифуемой шейке. Для восприятия усилия, создаваемого при врезании в шейку абразивного круга, и предугреждения прогиба вала применяют люнет.
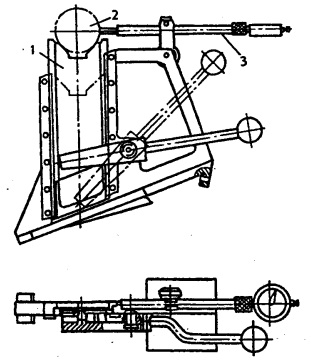
Рис. Приспособление для установки вала при шлифовании шатунных шеек: 1 — призма; 2 — шатунная шейка; 3 — индикаторное устройство.
Шейки коленчатого вала шлифуют электрокорундовыми кругами на керамической связке зернистостью 16-60, твердостью СМ2, CI, СТ1 и СТ2. Режим шлифования: окружная скорость шлифовального круга — 25-35 м/с; окружная скорость вала — 18-25 м/мин (при шлифовании коренных шеек) и 7-12 м/мин (при шлифовании шатунных шеек), поперечная подача круга — 0,003-0,006 мм/об, продольная подача — 7-11 мм/об. С целью предотвращения образования микротрещин при шлифовании применяют обильное охлаждение.
Для получения шероховатости поверхности Ra 0,16-0,32 мкм после шлифования шейки полируют пастой ГОИ № 20-30 на установке ОР-26320 или на стенде 6749. На специализированных ремонтных предприятиях при больших программах ремонта для доводки шеек вместо полирования применяют суперфиниширование на специальном полуавтомате 3875К.
Шейки коленчатых валов автомобильных двигателей, вышедшие по размерам за пределы ремонтных, наплавляют автоматической наплавкой под слоем флюса и обрабатывают до номинальных размеров.
Восстановленные коленчатые валы подвергают динамической балансировке на специальной машине КИ-4274 или БМ-У4.
После шлифования и полирования шеек коленчатые валы и масляные каналы тщательно промывают и продувают сжатым воздухом.
При контроле восстановленных валов проверяют размеры, определяют конусообразность, овальность, бочко- и седлообразность всех шеек с помощью скобы, настроенной по концевым мерам. Взаимное расположение коренных и шатунных шеек, биение средних коренных шеек, поверхности фланца под маховик, биение поверхностей под шкив и шестерню, смещение осей шатунных шеек относительно общей плоскости, проходящей через первую коренную и первую шатунную шейки, а также радиус кривошипа определяют контрольными приспособлениями. Шероховатость поверхности определяют по образцам шероховатости.
Ремонт шатунов
Шатуны большинства автотракторных двигателей изготавливают из сталей 45, 40Х, 40Г и др. Основные дефекты шатунов: изгиб и скручивание стержня; износ отверстия нижней головки шатуна, втулки и отверстия верхней головки под втулку; износ опорных поверхностей крышки под гайки шатунных болтов и др.
Шатуны выбраковывают при наличии трещин, обломов, аварийных изгибов. Кроме того, шатуны двигателей СМД-60, СМД- 64 и их модификаций выбраковывают, если смяты треугольные шлицы на опорных поверхностях разъема нижней головки.
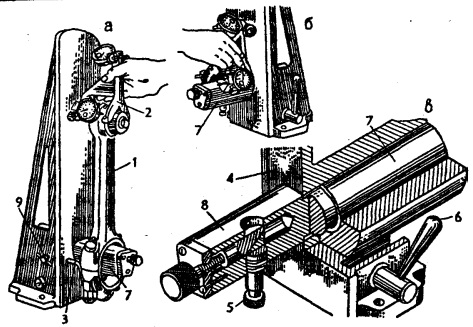
Рис. Приспособление КИ-724 для проверки шатунов: а — установка шатуна на приспособление; б — установка стрелки индикаторов на ноль; в — устройство оправки: 1 — шатун с крышкой; 2 — призма с индикаторами; 3 — ограничитель; 4 — плита; 5 — зажимной палец; 6 — рукоятка; 7 — оправка; 8 — опорная поверхность оправки; 9 — зажимной винт ограничителя.
Изгиб и скрученность шатунов проверяют при помощи индикаторных и оптических приспособлений. В мастерских общего назначения для проверки шатунов используют приспособление КИ-724, которое является универсальным и позволяет контролировать шатуны двигателей разных марок. Перед проверкой в отверстие плиты 4 приспособления вставляют оправу 7. При этом опорная поверхность 8 оправки для нижней головки шатуна должна находиться вверху, а зажимной палец 5 — внизу. Шатун без втулки верхней головки закрепляют на оправке 7. В отверстие верхней головки шатуна предварительно вводят малую оправку приспособления. Установив призму 2 на малую оправку, перемещают шатун вместе с оправкой и призмой до тех пор, пока упор призмы не коснется поверхности плиты. В таком положении закрепляют оправку рукояткой 6. Затем снимают шатун с приспособления, а призму с индикатором устанавливают на оправку 7 и перемещают, пока упор призмы не коснется поверхности плиты и стрелка индикатора не повернется на 1,0-1,5 оборота. В этом положении стрелку верхнего индикатора устанавливают на ноль. Поворачивают призму на оправке так, чтобы измерительный стержень нижнего индикатора и второй упор соприкасались с плитой, и устанавливают на ноль стрелку другого индикатора.
Устанавливают шатун на оправке 7 так, чтобы его нижняя головка уперлась в ограничитель 3. Ставят призму на малую оправку верхней головки шатуна и подводят ее к плите. При касании упора призмы стрелка верхнего индикатора покажет величину изгиба в сотых долях миллиметра на длине 100 мм. Повернув призму другой стороной, нижним индикатором определяют величину скрученности шатуна.
Для шатунов дизелей всех марок изгиб не должен превышать 0,05 мм, а скрученность — 0,08 мм на длине 100 мм (расстояние между упором призмы и измерительным стержнем индикатора). Допустимый изгиб шатунов автомобильных двигателей 0,03 мм, допустимая скрученность 0,06 мм.
Шатуны, имеющие изгиб или скрученность, выходящие за допустимые значения, восстанавливают или выбраковывают. Допускается правка с подогревом стержня пламенем газовой горелки до температуры 450-500°С. Подогрев снимает внутренние напряжения в стержне шатуна, которые во время работы двигателя стремятся возвратить шатун в исходное (деформированное) состояние.
Износ отверстий нижней головки шатуна устраняют несколькими способами в зависимости от степени износа. Перед восстановлением проверяют опорные поверхности под головки шатунных болтов и гаек, а также плоскости разъема.
Опорные поверхности фрезеруют до выведения следов износа. Смятые или изношенные плоскости разъема фрезеруют или шлифуют до получения параллельности плоскостей с образующей отверстия. Непараллельность допускается не более 0,02 мм на всей длине плоскостей разъема.
Если слой металла, снятый шлифованием с плоскостей разъема крышки, не превышает 0,3 мм, а с плоскостей разъема шатуна 0,2 мм для дизелей и соответственно 0,4 и 0,3 мм для карбюраторных двигателей, то шатун собирают, затягивают гайки с нормальным усилием затяжки и растачивают, а затем шлифуют до номинального размера.
Если отверстия под вкладыши в шатунах изношены настолько, что с плоскостей разъема требуется снимать слой металла больший, чем указано выше, то отверстия восстанавливают наращиванием слоя металла (железнение, газопламенное напыление и др.) с последующей обработкой под номинальный размер.
Изношенное отверстие под втулку в верхней головке шатуна растачивают или развертывают до выведения следов износа и запрессовывают втулку увеличенного размера по наружному диаметру. Отверстие под втулку растачивают на станке УРБ-ВП-М или на токарном станке с помощью специального приспособления. После расточки втулку раскатывают роликовыми раскатниками на тех же станках. При растачивании оставляют припуск на раскатку 0,04-0,06 мм. Процесс раскатки уменьшает шероховатость поверхности и увеличивает прочность посадки втулки на 70—80%.
Изношенные втулки верхней головки шатуна восстанавливают обжатием с последующим наращиванием наружной поверхности меднением, осадкой в шатуне, термодиффузионным цинкованием с последующей механической обработкой.
Отремонтированный блок цилиндров подвергают гидравлическому испытанию на герметичность водяной рубашки под давлением 0,4 МПа; течь воды и каплеобразование на стенках не допускаются.
При сборке блока цилиндров соблюдают следующие технические требования. Смазочную систему блока промывают под давлением, затем опрессовывают моторным маслом, подогретым до температуры 60—70° С, в течение 3 мин давлением 0,3 МПа; течь масла через соединения не допускается.
Водяную полость блока в сборе с гильзами подвергают гидравлическому испытанию под давлением не менее 0,4 МПа в течение не менее 3 мин; течь воды и каплеобразование, а также течь воды через уплотнения гильз цилиндров не допускаются.
Шпильки крепления крышек коренных подшипников затягивают до отказа. Крышки коренных подшипников после затяжки гаек крепления должны плотно прилегать по плоскостям разъема к блоку. Щуп 0,03 мм не должен входить в стык между сопрягающимися деталями.
Перед сборкой блок очищают от загрязнений, промывают и продувают сухим сжатым воздухом маслоподводящие каналы. Очищают водяную рубашку блока от накипи. Запрессовывают втулки распределительного вала в отверстия блока. Подбирают гильзы цилиндров по размерным группам. В блок рекомендуется устанавливать гильзы одинаковых групп. Надевают на гильзы блока уплотнительные резиновые кольца и запрессовывают гильзы в блок.
Гильзы цилиндров. Характерными неисправностями гильз цилиндров являются износ по внутреннему диаметру, отклонение от плоскостности нижнего торца опорного бурта, сколы и трещины.
При снятии гильзы сливают масло из картера и воду, из системы охлаждения. Снимают поршень с шатуном. Закрывают шейки коленчатого вала, чтобы предохранить их от повреждений и от попадания в каналы посторонних частиц. Вынимают гильзу цилиндра из блока, пользуясь приспособлением (рис. 93, а).
Изношенные гильзы цилиндров по внутреннему диаметру восстанавливают растачиванием, хонингованием и полированием на ремонтный размер под ремонтные поршни и поршневые кольца, увеличенные по наружному диаметру. При наличии оборудования гильзу цилиндров обрабатывают по внутреннему диаметру методом предварительного силового хонингования с последующим чистовым хонингованием и полированием. При установке отремонтированных гильз в блок необходимо для обеспечения выступания нижнего опорного бурта над плоскостью блока в пределах 0,070—0,330 мм подложить под бурт дополнительное кольцо, компенсирующее подрезку его торца. Отремонтированные гильзы цилиндров, так же как и новые, сортируют на размерные группы по наименьшему внутреннему диаметру. Индекс размерной группы выбивают на верхнем торце гильзы.
В отремонтированные гильзы устанавливают при сборке двигателя поршни ремонтного размера одной и той же группы (в гильзы группы М устанавливают поршень группы Мит. д.) и поршневые кольца ремонтного размера.
Перед установкой гильз очищают посадочные поверхности в блоке цилиндров и гильзах. Затем надевают медное кольцо на верхний пояс гильзы. После этого вставляют гильзы (без резиновых колец) в отверстия блока и запрессовывают их в блок с помощью приспособления (рис. 93,6).
Проверяют размер, овальность и конусность внутренней поверхности гильзы, а также выступание бурта гильзы над плоскостью блока приспособлением с индикатором в четырех точках вокруг гильзы (рис. 94). Высота выступания дол‘Жна быть 0,07—0,33 мм. Разность четырех диаметрально противоположных измерений не должна превышать 0,08 мм. Разность в высту- паниях гильз, прижимаемых одной головкой цилиндров, допускается не более 0,08 мм. После этого наносят метки на торцах гильзы и блоке для установки гильзы и вынимают гильзу из блока.
Устанавливают новые резиновые кольца уплотнения в канавки гильз. Смазывают суриком нижний посадочный поясок гильзы и уплотнительные кольца. Устанавливают гильзы в блок с помощью приспособления (см. рис. 93, б), совмещая метки на торцах гильз и блока при установке.
Рис. 93. Выпрессовка (а) и запрессовка (б) гильз цилиндров:
1 — блок, 2— приспособление для выпрессовки гильз, 3 — приспособление для запрессовки гильз
Рис. 94. Замер выступания гильзы цилиндров над плоскостью блока:
1 — блок, 2 — индикатор, 3 — гильза
Шатун. Неисправностями шатуна являются: деформация и износ отверстия нижней головки шатуна под вкладыши; изгиб и скручивание стержня; ослабление посадки втулки; износ отверстия втулки верхней головки; износ вкладышей нижней головки; уменьшение расстояния между осями верхней и нижней головок.
Шатуны проверяют на магнитном дефектоскопе на отсутствие трещин, замеряют диаметры отверстий нижней и верхней головок, изгиб стержня.
Изгиб шатунов проверяют на приборе, показанном на рис. 95, следующим образом. Шатун устанавливают на оправку, и палец прибора прижимают к плите и контролируют изгиб и скручивание с помощью индикаторов. Шатуны бракуют, если они имеют трещины, скручивания или изгиб, превышающие допустимые.
Рис. 95. Проверка шатуна на изгиб (а) и скручивание (б):
1 — шатун, 2 — индикатор, 3 — призма, 4 — плита, 5 — палец, 6 — оправка
Износ отверстия нижней головки шатуна восстанавливают растачиванием отверстия на ремонтный размер с последующей установкой при сборке двигателя вкладышей с увеличенным на 0,5 мм наружным диаметром. Деформацию отверстия нижней головки устраняют методом взаимной притирки плоскостей разъема крышки и стержня с применением абразивной пасты следующего состава (в процентах): шлифовальный порошок М63—30—40, масло веретенное — 40—60, стеарин — 10—20. При притирке плоскостей разъема крышки и стержня обеспечивается равномерный съем металла, создается хороший контакт сопрягаемых поверхностей, а также уменьшается размер отверстия на 0,2—0,3 мм, что обеспечивает припуск металла под хонин- гование этого отверстия в номинальный размер.
Рис. 96. Схема притирки плоскостей разъема шатуна и крышки:
1 — шатун, 2 — зажимное устройство, 3 — водило, 4 — крышка шатуна, 5 — пневматический механизм, 6 — ползун, 7 — кривошипно-шатунный
механизм
Притирку производят на специальном станке (рис. 96). Зажимное устройство шатуна выполнено в форме полуцилиндра, диаметр которого соответствует диаметру отверстия нижней головки шатуна. Кривошипно-шатунный механизм, получающий движение от электродвигателя через редуктор, сообщает ползуну возвратно-поступательное движение. Ползун связан с водилом и устройством, которые сообщают крышке шатуна возвратно-поступательное движение и обеспечивают прижим ее к шатуну в процессе притирки. Усилие прижима крышки к шатуну создается пневматическим механизмом.
Вместо совместной притирки можно прошлифовать плоскости шатуна и крышки. При изгибе стержня шатуна, не превышающем 1 мм, растачивают верхнюю головку на ремонтный размер и обрабатывают ее торцы с двух сторон на плоскошлифовальном станке.
При ослаблении посадки втулки отверстие в верхней головке ее растачивают на ремонтный размер. В расточенное отверстие запрессовывают со стороны скругленной кромки ремонтную втулку.Отверстие в бронзовой втулке растачивают на алмазно-расточном двухшпиндельном станке.
Изношенные отверстия в верхней и нижней головках шатуна можно восстанавливать также железнением и последующей обработкой на номинальный размер.
После растачивания втулки верхней головки проверяют отклонение от параллельности осей отверстий во втулке и нижней головке стержня шатуна, а также отклонение этих осей от одной плоскости.
Поршень. Неисправностями поршня являются: грубые риски, надиры, вмятины на головке поршня выше верхнего компрессионного кольца, на юбке поршня; износ направляющей юбки поршня и отверстия под поршневой палец; отложения нагара на головке поршня и в канавках под поршневые кольца.
Поршни, имеющие трещины, грубые- забоины и вмятины на канавках под поршневые кольца, обгорание кромок камеры сгорания, бракуют.
Изношенное отверстие под поршневой палец растачивают на ремонтный размер. Отклонение от перпендикулярности расточенного отверстия под поршневой палец относительно оси юбки поршня должно быть не более 0,04 мм на длине 100 мм.
Нагар с поршня удаляют скребками из твердых пород древесины после погружения поршня в специальный раствор, подогретый до температуры 90—100° С на 15—60 мин в зависимости от состояния поверхности. Раствор содержит на 1 л воды по 10 г кальцинированной соды и натриевого жидкого стекла и 60 г хозяйственного мыла. Можно также пользоваться следующим составом: 80—100 г моющего препарата МЛ-51 на 1 л воды. После размягчения нагара поршни извлекают из раствора, опускают в ванну с водой и снимают нагар салфеткой. Оставшийся нагар удаляют ветошью с кальцинированной содой.
Канавки под поршневые кольца и отверстия для стока масла очищают скребками из твердых пород древесины. Для предотвращения задиров и царапин нельзя применять для очистки канавок сломанные поршневые кольца, металлические скребки и т. п. Небольшие надиры и риски на верхней части поршня (до первого компрессионного кольца) зачищают надфилем. Поршни, имеющие грубые риски, надиры, вмятины, заменяют. Поршневые пальцы восстанавливают методом раздачи в нагретом состоянии пуансоном в специальном приспособлении с последующей термической обработкой-, шлифованием и полированием.
Втулки верхней головки шатуна (бронзовые) восстанавливают методом осадки в специальном приспособлении.
При подборе шатунов и поршней по массе следует иметь в виду, что выбитая на них первая цифра обозначает сотни, вторая — десятки граммов. Масса поршня указана на днище, а масса шатуна — на боковой поверхности крышки в месте прилива под шатунный болт.
Отверстия верхних головок шатунов при износе и овальности растачивают на станке УРБ-ВП-М. После расточки подбирают или подгоняют втулки, чтобы после запрессовки величина натяга соответствовала чертежу. При запрессовке втулки в верхнюю головку шатуна отверстия для смазки во втулке и шатуне должны совпадать.
Для создания необходимой величины натяга или зазора в сопряжении бобышка поршня — поршневой чпалец поршень и поршневой палец подбирают по размерным группам. Размерные группы на поршне и поршневом пальце обычно маркируют краской буквенными или цифровыми индексами. При монтаже поршневого пальца его размерная группа (маркировка) должна быть одинаковой с размерной группой (маркировкой) поршня. Если при ремонте используют поршневые пальцы ремонтных размеров, отверстия в бобышках поршня развертывают под ремонтный размер так, чтобы в сопряжении был нормальный натяг (зазор).
От правильности подбора комплекта поршневых колец во многом зависит долговечность работы деталей цилиндропорш- невой группы.
Поршневые кольца подбирают в зависимости от величины зазора в замке, от сопряжения поршневых колец с канавками поршня, по прилеганию наружной поверхности колец к калибру и их упругости.
Упругость поршневых колец проверяют на приспособлении, показанном на рис. 97. Для этого поршневое кольцо устанавливают на площадку приспособления и сжимают его до нормального зазора в стыке.
Поршневые кольца надевают на поршень при помощи приспособления, допускающего расширение колец не более 0,5 мм относительно наибольшего диаметра юбки поршня.
Поршневые кольца должны располагаться в канавках поршня свободно, при вращении поршня в горизонтальном положении вокруг своей оси кольца должны плавно перемещаться в канавках и утопать в них под действием’ собственной массы. Замки соседних колец разводят в противоположные стороны.
При сборке шатуна и поршня с шатуном необходимо соблюдать следующие требования. На дизель устанавливают шатуны одной группы. Раскомплектовка крышки и шатуна не допускается.
При сборке шатуна с вкладышами необходимо обратить внимание на маркировку вкладышей: их размеры должны соответствовать сопрягаемым с ними шейкам коленчатого вала.
Рис. 97. Определение упругости поршневых колец:
1 — приспособление для определения упругости, 2 — поршневое кольцо
Диаметр отверстий во вкладышах, установленных в шатун, измеряют в плоскости, перпендикулярной плоскости разъема шатуна и крышки (рис. 98).
Поршневые кольца надевают на поршень, пользуясь щипцами (рис. 99).
Поршневые кольца должны без заеданий, легко проворачиваться по всей канавке вокруг поршня.
Рис. 98. Определение наименьшего размера диаметра в шатунных вкладышах:
1 — тиски, 2 — шатун, 3 — индикатор
Рис. 99. Установка поршневых колец с помощью разжимных щипцов:
1 — разжимные щипцы, 2 — поршневое кольцо, 3 — поршень
Рис. 100. Замер зазоров между поршневым кольцом и канавкой поршня (а) и в стыке поршневого кольца (б):
1 — поршень, 2 — щуп, 3 — поршневое кольцо
Коленчатый вал. Неисправностями коленчатого вала являются: износ, задиры и повышенная овальность и конусность поверхности шатунных и коренных шеек; повышенное биение коренных шеек; повреждение центровых отверстий; трещины и обломы на противовесах; износ шпоночных пазов и маслосгонных резьб.
Зазор в стыке кольца, поставленного в цилиндр, а также торцовый зазор между кольцом и канавкой поршня определяют с помощью щупа (рис. 100).
Коленчатые валы, поступившие в ремонт после мойки, проверяют на наличие трещин на магнитном дефектоскопе. Перед мойкой вывинчивают пробки-заглушки из шатунных шеек, тщательно очищают от грязи и под давлением промывают полости шеек и маслоподводящих трубок. Шлифуют вал с вывинченными пробками-заглушками.
Шейки вала проверяют на наличие трещин, овальности, конусности и износа, контролируют состояние центров, выявляют повреждения или износ шпоночных канавок, состояние и надежность крепления противовесов.
На шейках коленчатого вала не допускаются трещины на галтелях шеек; на поверхностях шеек на расстоянии менее 10 мм от торцов щек; на кромках масляных каналов трещины длиной свыше 6 мм в зонах, расположенных под углом (45±15)° к оси шейки; расположенные под углом более 30° к оси вала и на расстоянии менее 10 мм одна от другой.
Коленчатые валы, имеющие задиры, износ шеек, трещины на поверхности, подлежат ремонту — перешлифовыванию, кроме валов с указанными выше трещинами, при наличии которых валы выбраковывают.
Трещины заваривают с помощью сварочного полуавтомата А-547У в среде углекислого газа заподлицо с основным металлом проволокой Св-08Г2С диаметром 1 мм (напряжение 20— 22 В, скорость сварки 25—30 м/ч, расход углекислого газа 6—8 л/мин). Заварку выполняют участками длиной 8—10 мм с последующей проковкой участка и его остыванием до температуры окружающего воздуха. После заварки шейки шлифуют до ремонтного размера на круглошлифовальном станке. Затем полируют вал шлифовальной шкуркой, промывают и проводят окончательный контроль шеек (диаметр, геометрия, отсутствие трещин).
Шейки коленчатых валов при капитальном ремонте перешлифовывают на ремонтные размеры под размеры ремонтных вкладышей. Для одного вала все одноименные шейки должны быть одного ремонтного размера. При шлифовании шатунных шеек коленчатый вал устанавливают в центросмеситель шлифовального станка на размер радиуса кривошипа. После шлифования острые кромки масляных каналов необходимо притупить и заполировать. Полируют шейку после шлифования в центрах шлифовального станка деревянными жимками, внутренняя поверхность которых покрыта кожей. На кожу укладывают шлифовальную шкурку и смазывают эмульсией (керосин осветительный— 80%, масло индустриальное — 20%) или автолом. Для полирования применяют пасты ГОИ и пасты, приготовленные из микропорошков М28, М20, Ml4. Порошки смешивают с автолом и наносят на кожу.Шпоночные канавки ремонтируют при зазоре между шпонкой и канавкой более 0,3 мм. Трехгранным напильником и шабером выправляют (опиливают) изношенную стенку канавки и на такой же размер опиливают другую стенку. В исправленный шпоночный паз ставят ступенчатую шпонку.
Если глубина маслосгонной резьбы на задней коренной шейке меньше 1,5 мм, ее восстанавливают до нормального размера на токарно-винторезном станке резцом специального профиля. Профиль резьбы проверяют шаблоном.
При сборке и установке коленчатого вала необходимо руководствоваться следующими требованиями. Коленчатый вал балансируют высверливанием металла в противовесах, поэтому противовесы не допускается снимать, переставлять или подвергать обработке. В случае замены противовесов коленчатый вал в сборе подвергают динамической балансировке относительно коренных шеек.
Продольный люфт коленчатого вала проверяют индикатором или щупом. После проверки осевого люфта присоединяют шатун.
При затянутых гайках шатунных болтов и крышек коренных подшипников коленчатый вал должен плавно проворачиваться от усилия руки, приложенного к рычагу с плечом 500 мм, закрепленному на фланце вала.













Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!
Полезное для учителя

Реализация образовательных программ осуществляется с применением исключительно электронного обучения и ДОТ

