Узбекистан, Ташкент


СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока

Был в сети 08.02.2024 14:57

Желтухин Андрей Владимирович
Преподаватель
39 лет
Местоположение
Специализация
Презентация. Лекция-4. Литьё металлов в одноразовые и многоразовые формы. Подготовка литейных форм. Специальные типы литья.
Категория:
Технология
27.07.2019 14:01

Просмотр содержимого документа
«Презентация. Лекция-4. Литьё металлов в одноразовые и многоразовые формы. Подготовка литейных форм. Специальные типы литья.»
Внимание!
ФИЛИАЛ РОССИЙКОГО ГОСУДАРСТВЕННОГО УНИВЕРСИТЕТА НЕФТИ И ГАЗА (НИУ) имени И.М. ГУБКИНА В г.ТАШКЕНТЕ
Лекция № 4 по курсу
«Технология конструкционных материалов»
Разработал: Желтухин А.В.
Тема:
«Литьё металлов в одноразовые и многоразовые формы.
Подготовка литейных форм. Специальные типы литья».
Ташкент 2018
План
1. Основы литейного производства.
2. Основные понятия и определения.
3. Способы литья.
4. Специальные виды литья.
Основы литейного производства
Факторы, влияющие на себестоимость производства в машиностроении, делятся на три группы:
1-я группа – конструктивные факторы, т.е. конструктивное решение самой детали, обеспечивающее приемлемость её для изготовления обработкой давлением, литьем, сваркой; выбор марки материала и технологических условий;
2-я группа – производственные факторы, т.е. характер и культура производства, технологическая оснащенность, организационные и технологические уровни производства;
3-я группа – технологические факторы, характеризующие способ формообразования заготовок, выбор самой заготовки, оборудования и технологического процесса получения детали.
Сущность процесса литья
Сущность процесса литья заключается в том, что расплавленный металл определенного химического состава заливается в заранее приготовленную литейную форму, полость которой по своим размерам и конфигурации соответствует форме и размерам требуемой заготовки. После остывания заготовку, деталь или готовое изделие извлекают из формы.
Основные понятия и определения
- Литейное производство — отрасль машиностроения, занимающаяся изготовлением фасонных деталей и заготовок путём заливки расплавленного металла в форму, полость которой имеет конфигурацию требуемой детали.
- Литьё — заполнение чего-либо (формы, ёмкости, полости) материалом, находящимся в жидком агрегатном состоянии.
- Литейной формой называют специально изготовленный огнеупорный сосуд, внутренняя полость которого по своим очертаниям соответствует очертаниям требуемой отливки.
- Модель – прототип будущей отливки.
Основные понятия и определения
- Литниковая система — это система каналов, через которые расплавленный металл подводят в полость формы.
- Литниковая воронка (чаша) – служит для приема формой струи расплава, заливаемого из литейного ковша.
- Зумпф – гасит энергию падающей струи металла.
- Шлакоуловитель – горизонтальный канал, служит для улавливания включения в расплаве (газовых, неметаллических, шлаковых).
- Питатель – горизонтальный элемент литниковой системы, чаще всего выполняется в нижней полуформе, служит для непосредственного подвода расплава в полость формы.
Основные понятия и определения
- Выпор – сквозной канал, соединяющий полость формы с окружающей средой, служит для отвода газов (воздуха), вытесняемых из полости формы при заполнении ее расплавом.
- Прибыль – особый элемент литниковой системы, располагается над массивным узлом отливки (тепловым узлом), который затвердевает последним в процессе кристаллизации отливки. Служит для компенсации дефицита металла, возникающего при кристаллизации в результате усадки.
Литейная форма (в основном) выполняется из двух половин – верхней и нижней полуформы . Полуформы набиваются или формируются формовочной смесью в чугунных или стальных рамках, которые называются опоками .

Литниковая система
Литниковая система: 1 – прибыль, 2 – выпор, 3 – литниковая чаша (воронка), 4 – стояк, 5 – зумпф, 6 – дроссель, 7 – питатель, 8 – шлакоуловитель, 9 - отливка
Классификация литья
- Материалу отливок:
- металлическое — чёрное (из сплавов на основе железа — стали и чугуна) и цветное (из цветных и драгоценных металлов — меди, алюминия, магния, олова, висмута, свинца, серебра, золота) и сплавов на их основе.
- неметаллическое — из пластических масс, полимеров, минералов, бетона, гипса, органических веществ, керамики, стекла, соли, шлака и других материалов.
- Назначению отливок: производственно — техническое, бытовое, медицинское, декоративное, художественное и пр.
Классификация литья
- Точности размеров, степени шероховатости поверхности отливок, наличию и величине припуска для механической обработки: грубое, точное, прецизионное .
- Специальным требованиям, предъявляемым к отливкам.
- Технологии ( видам, способам, методам ) получения отливок: в землю, в кокиль, по выплавляемым моделям, под давлением, электрошлаковое, по газифицируемым моделям, в формы из холоднотвердеющих смесей, выжиманием, по замораживаемым моделям, центробежное, непрерывное, вакуумное и др.
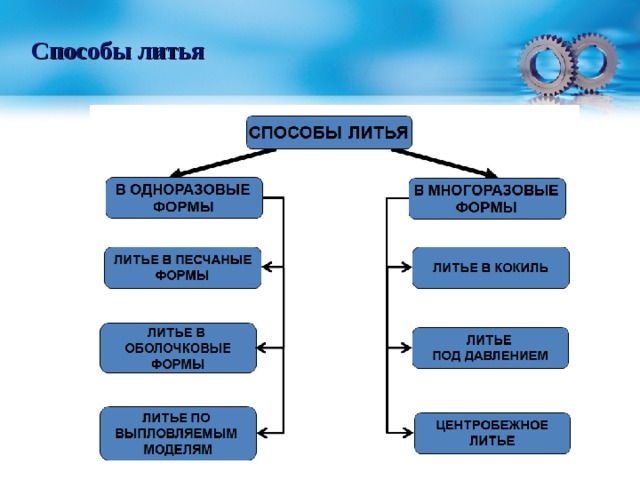
Способы литья
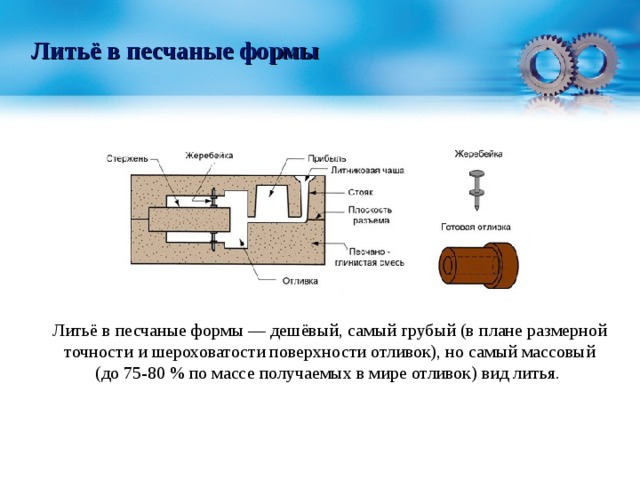
Литьё в песчаные формы
Литьё в песчаные формы — дешёвый, самый грубый (в плане размерной точности и шероховатости поверхности отливок), но самый массовый (до 75-80 % по массе получаемых в мире отливок) вид литья.
Характеристика литья в песчаные формы
- Можно получать отливки любых размеров и формы
- Низкая размерная точность (класс размерной точности 7 – 8)
- Большая шероховатость поверхности ( Rz=80) (класс чистоты поверхности 1 – 3)
- Большой расход формовочных материалов (5-8 т на 1 т отливок)

Литьё в оболочковые формы
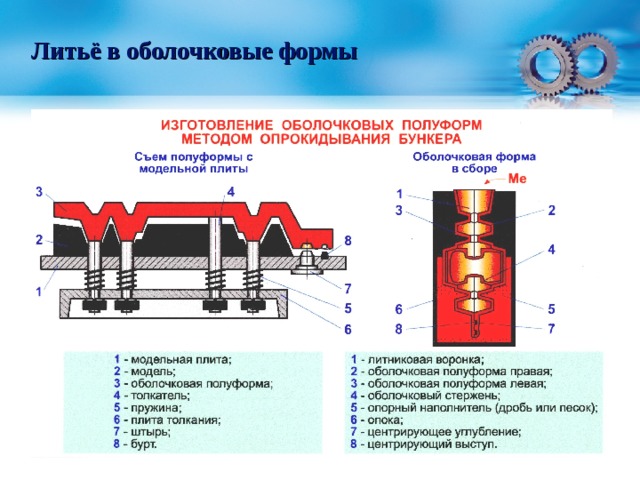
Литьё в оболочковые формы
Характеристика литья в оболочковые формы
- Высокая точность отливок (до 5-го класса)
- Высокая чистота поверхности (3 - 5 класс)
- Высокая прочность, газопроницаемость, податливость оболочек, их негигроскопичность
- Малый расход смеси ( 0,3 – 0,8 т на 1 т отливок)
- Масса отливок: 2 – 15 кг
- Любые цветные сплавы

Литьё по выплавляемым моделям
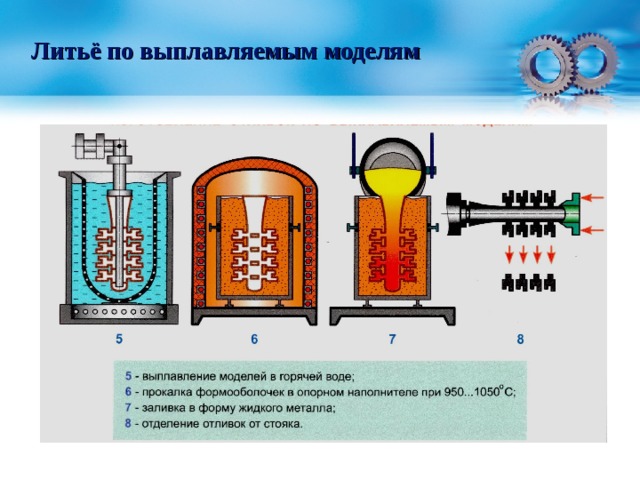
Литьё по выплавляемым моделям
Характеристика литья в выплавляемым моделям
- Высокая размерная точность (7 – 9 класс)
- Высокая чистота поверхности (4 – 6 класс)
- Тонкостенные отливки ( до 0,3 мм) сложной конфигурации
- Масса отливок: от нескольких грамм до десятка килограмм
- Одноразовое использование моделей и формы
- Отсутствие в форме разъемов
- Заливка в подогретую форму
- Не требуется механическая обработка отливок
- Высокая стоимость, длительный цикл изготовления
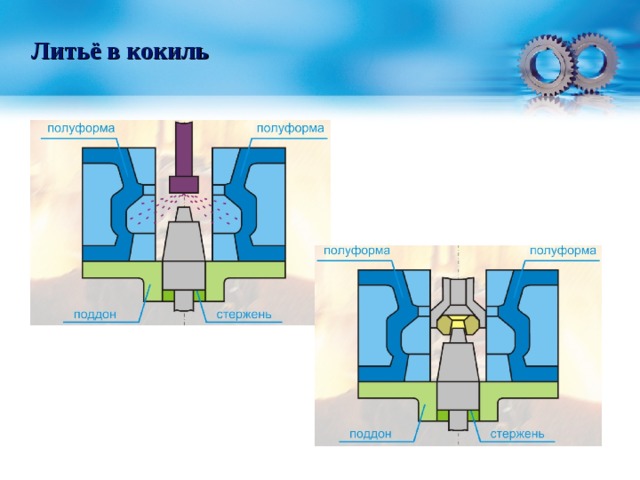
Литьё в кокиль
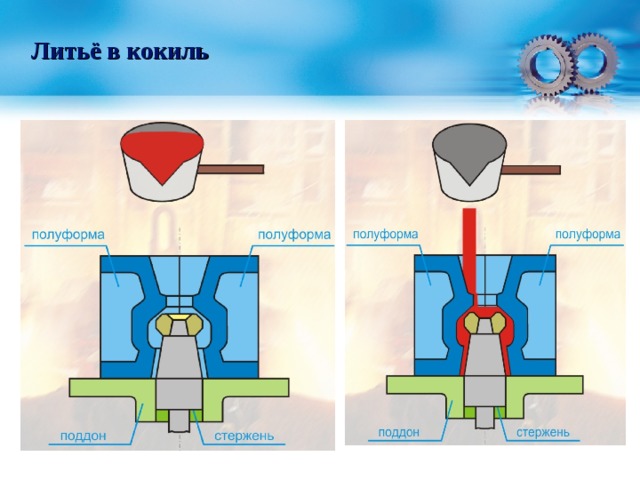
Литьё в кокиль
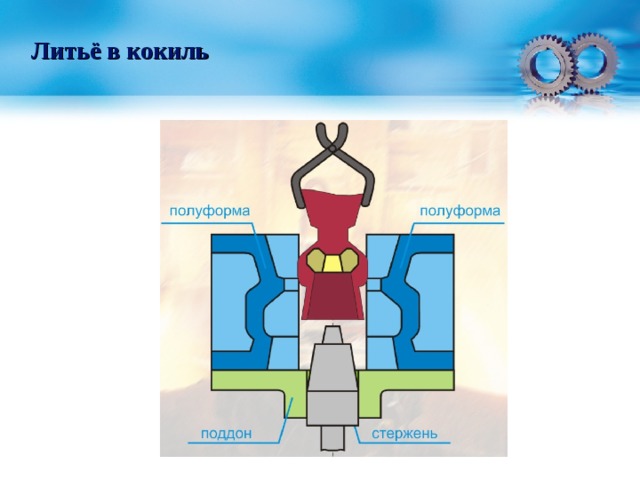
Литьё в кокиль
Характеристика литья в кокиль
- Для литья в кокиль применяют: алюминиевые сплавы, медь, цинк, магний, олово и свинец.
- Повышение производительности труда;
- Улучшение условий труда рабочих;
- Повышение качества отливок (повышается твёрдость и прочность).
- Ограничения в получении чугунных и стальных отливок по массе и конструкции;
- Высокая стоимость металлической формы.
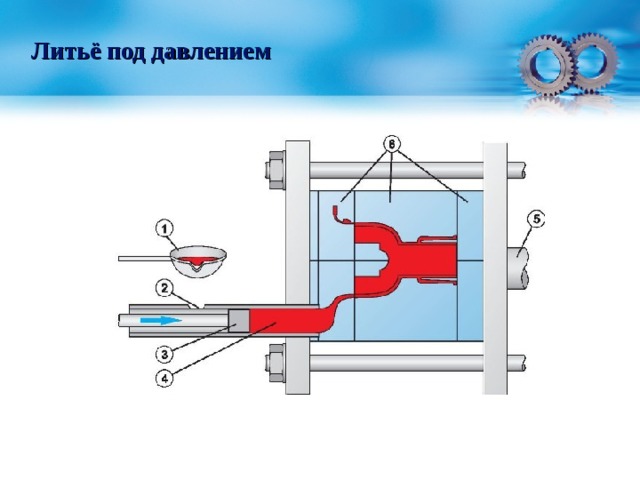
Литьё под давлением
Характеристика литья под давлением
- Высокое качество отливок. Достижимая точность: 9-11 квалитет по размерам, получаемым в одной части литейной формы и 11-12 квалитет по размерам, получаемым в двух частях формы
- При литье до 500 отливок получают шероховатость поверхности R a =1,25-0,63 мкм - для отливок из цинковых сплавов. R a =2,5-1,25 мкм - для отливок из алюминиевых сплавов и R a =2,5- R z мкм - для медных сплавов, а при изготовлении 10000 отливок соответственно получают R a =2,5-1,25 мкм, R a =2.5 - R z =20 мкм, Rz = 160-80 мкм.

Центробежное литьё
Специальные виды литья
- Литье по газифицируемым моделям (ЛГМ).
- Литье в разъемные керамические формы, изготавливаемые по постоянным моделям (Шоу-процесс).
- Литье в замороженные формы.
- Литье в углеродистые формы.
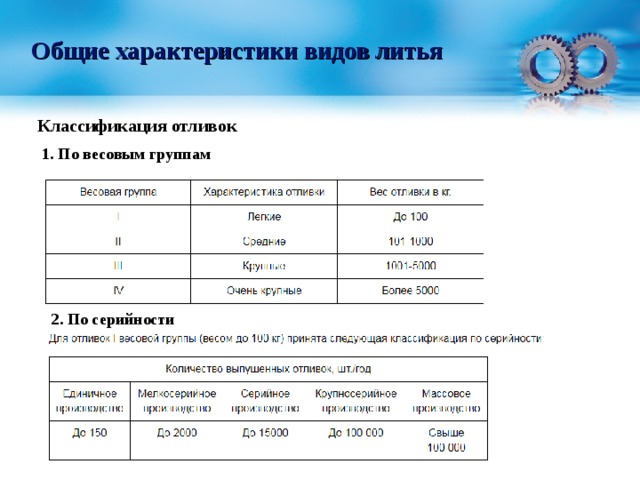
Общие характеристики видов литья
Классификация отливок
1. По весовым группам
2. По серийности
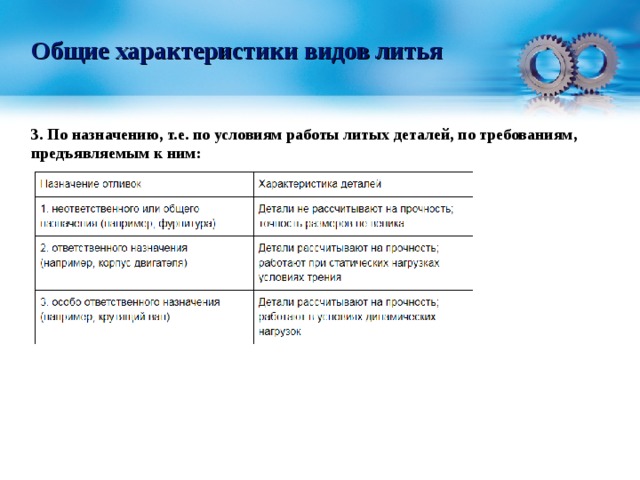
Общие характеристики видов литья
3. По назначению, т.е. по условиям работы литых деталей, по требованиям, предъявляемым к ним:
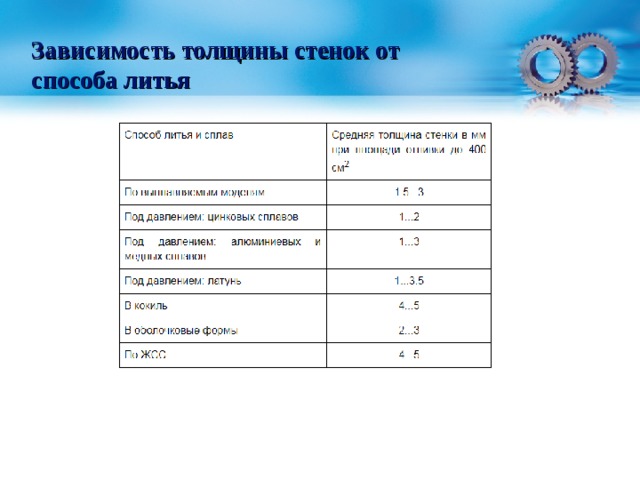
Зависимость толщины стенок от способа литья













Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!
Полезное для учителя

Реализация образовательных программ осуществляется с применением исключительно электронного обучения и ДОТ

