россия, медынь


СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока

Был в сети 13.04.2021 15:56

Федькин Николай Андреевич
Учитель Экономики
83 года
Местоположение
Специализация
Мастер производственного обучения КОНСПЕКТЫ ЛЕКЦИЙ по предмету «УП.01 УЧЕБНАЯ ПРАКТИКА» Подготовка зерна к помолу
Категория:
Прочее
16.02.2021 15:54

ФЕДЕРАЛЬНОЕ КАЗЕННОЕ ПРОФЕССИОНАЛЬНОЕ
ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ № 57
ФЕДЕРАЛЬНОЙ СЛУЖБЫ ИСПОЛНЕНИЯ НАКАЗАНИЙ РОССИИ
(ФКП образовательное учреждение № 57)
по предмету «УП.01 УЧЕБНАЯ ПРАКТИКА»
Количество часов по предмету: 144
Профессия: 10360 – «Аппаратчик мукомольного производства»
Мастер производственного обучения: Федькин Николай Андреевич
Организация-разработчик: ФКП образовательное учреждение № 57
ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС МУКОМОЛЬНОГО ПРОИЗВОДСТВА
Технологический процесс мукомольного производства поэтапно описан А.В. Гордеевым и В.А. Бутковским [3].
Мукомольный завод состоит из трех отделений: подготовительного, размольного и готовой продукции.
В подготовительном отделении завода выполняются следующие операции:
• формирование помольных партий;
• очистка зерна от примесей в сепараторах, триерах;
• сухая очистка поверхности зерна в обоечных машинах;
• мокрое шелушение и увлажнение зерна;
• отволаживание зерна в специальных бункерах;
• обеззараживание зерна в энтолейторах;
• взвешивание и передача зерна в размольное отделение.
Очистка и подготовка зерна к помолу — многоплановая технологическая операция, от эффективности которой во многом зависят выход и качество готовой продукции. Зерно, поступающее с элеватора или из других хранилищ, последовательно очищают от сорной и зерновой примесей растительного и минерального происхождения.
Необходимость тщательной очистки зерна от посторонних примесей объясняется тем, что неудаленные примеси в процессе дальнейшей обработки зерна могут попасть в готовую продукцию и снизить ее качество, а также отрицательно повлиять на выход продукции.
В процессе подготовки зерна к помолу его дважды увлажняют: сначала капельно-жидкой влагой и в конце — распыленной влагой, взвешивают и передают на размол.
В размольном отделении мукомольного завода выполняются следующие операции:
• размол зерна и промежуточных продуктов на вальцовых станках;
• сортировка промежуточных продуктов на фракции по размерам на рассевах;
• сортировка по качеству (обогащение) в ситовеечных машинах;
• дополнительное измельчение и разрыхление в энтолейторах и де-ташерах;
• вымол сходовых продуктов в вымольных машинах и виброцен-трофугалах;
• формирование потоков муки после рассевов;
• взвешивание и передача потоков муки в отделение готовой продукции;
• обработка муки в энтолейторах-стерилизаторах.
Размольное отделение мельницы, в котором происходит окончательная переработка очищенного и подготовленного к помолу зерна в муку, представляет собой сложную совокупность целого ряда процессов:
• дранной — первичное дробление (вальцовые станки) и сортирование по размерам (рассевы);
• сортировочный — повторное просеивание (рассевы);
• обогащения — просеивание на ситах в восходящем потоке воздуха (ситовеечные машины);
• шлифовочный — отделение оболочек от крупок (вальцовые станки);
• размольный — тонкое измельчение (вальцовые станки) и сортирование по размерам (рассевы);
• вымолъный — извлечение муки из отрубей (вымольные машины, виброцентрифуги.
В готовом отделении выполняются следующие операции:
• бестарное хранение потоков муки и гомогенизация;
• изготовление различных мучных смесей;
• формирование сортов муки с использованием многокомпонентных весовых дозаторов и смесителей;
• витаминизация муки;
• контроль муки в просеивающих машинах;
• выбой муки и манной крупы в мешки по 50 кг;
• фасовка муки и манной крупы в пакеты массой по 2, 1,0,5 кг;
• бестарный отпуск муки на авто- и железнодорожный транспорт;
• гранулирование, хранение и отпуск отрубей на авто- и железнодорожный транспорт.
К основным продуктам мукомольного производства относятся мука пшеничная и ржаная, крупа манная и побочные продукты (мучка кормовая пшеничная, отруби пшеничные и ржаные, кормовые зернопродукты и отходы).
АССОРТИМЕНТ И КЛАССИФИКАЦИЯ МУКИ
В соответствии с ГОСТ Р 52189—2003 «Мука пшеничная. Общие технические условия» мукомольными заводами мука выпускается в небольшом ассортименте. Мукомольные же заводы производят в основном муку высшего и первого сортов.
К примеру, выпускаемые отдельные типы муки имеют пониженное содержание клейковины. В то же время при поступлении на предприятия хлебопекарной, кондитерской и макаронной отраслей выполняется подготовка муки для производства. То естьрегулируются и корректируются ее технологические свойства, проводятся мероприятия по повышению качества с применением огромного количества улучшителей и добавок. Конечно эта проблема могла бы решаться на мукомольном комбинате, который имеет возможности и пути для управления и регулирования свойств. Так, на уровне зерна могут использоваться приемы подсортировки и составления помольных партий из одной, двух сельскохозяйственных культур и более, также возможна корректировка и регулирование свойств с помощью ввода улучшителей и пищевых добавок.
Муку подразделяют на виды, типы и товарные сорта. Вид муки определяется культурой, из которой она выработана. Основными видами муки считаются пшеничная и ржаная. К ним же относится мука из новой зерновой культуры — тритикале.Муку классифицируют в зависимости от свойств, которые характеризуют ее пищевую и потребительскую ценность, и определяются составом и строением образующих муку частиц, а также ее технологическими особенностями.
Вид муки связан с наиболее общими биохимическими свойствами и анатомическими особенностями, присущими зерну той культуры, из которой она произведена. Вид муки получает наименование в зависимости от культуры использованного зерна.
Тип муки различается в пределах вида и различается особенностями ее физико-химических свойств и технологических достоинств в зависимости от целевого назначения.Тип муки зависит от ее целевого назначения. Так, пшеничная мука вырабатывается трех типов — хлебопекарная, макаронная и кондитерская. Из ржи и тритикале получают один тип муки — хлебопекарную. Соевую муку подразделяют на три типа в зависимости от особенностей производства — необезжиренная, полуобезжи-ренная и обезжиренная.
Сорт муки — важная классификационная категория муки всех видов и типов. Основой для определения сорта муки служит количественное соотношение содержащихся в ней тканей зерна. Различия в окраске, составе, строении различных тканей при изменении их количественного соотношения вызывают изменение свойств и состава муки.Сорт муки устанавливается по совокупности таких показателей, как: зольность, крупность помола, органолептические показатели (цвет, вкус, запах).Мука высших сортов представляет собой измельченную внутреннюю часть эндосперма зерна.
Мука промежуточных сортов содержит в небольшом количестве оболочечные частицы, а мука низких сортов — значительное количество измельченных оболочек, алейронового слоя и зародыша.
Пшеничная мука в потреблении и производстве занимает первое место среди других видов муки (68% общего объема продукции мукомольной промышленности).
Товарный сорт муки зависит от технологии переработки зерна.
Пшеничная мука высшего и первого сортов может быть витаминизированной, в случае если она выпускается с обогащением витаминами группы В [56].
В общем виде классификация и ассортимент вырабатываемой муки представлены в табл. 3.2.
Таблица 3.2 Классификация и ассортимент муки
Вид
Тип
Сорт
Пшеничная
Хлебопекарная
Экстра, крупчатка, высший, первый, второй, обойная
Пшеничная
Макаронная
Высший (крупка), первый (полукрупка)
Гречневая
Диетическая
Односортная
Ржаная
Хлебопекарная
Сеяная, обойная, обдирная
Кукурузная
Продовольственная
Тонкого помола, крупного помола, типа обойной
Ячменная
Продовольственная
Односортная и типа обойной
Рисовая
Диетическая
Односортная
Соевая
Пищевая: обезжиренная, полуобезжиренная, необезжиренная
Высший, первый
Гороховая
Кулинарная
Односортная
В настоящее время стали создаваться композитные мучные смеси для хлебобулочных изделий. Композитные мучные смеси для хлеба включают три компонента: муку пшеничную хлебопекарную первого сорта (65%), муку ржаную обдирную (15%) и крупяную (ячменную сортовую, пшенную сортовую или гречневую первого сорта) (20%).
Мука пшеничная хлебопекарная
В соответствии с ГОСТ Р 52189—2003 мука пшеничная вырабатывается двух видов — пшеничная хлебопекарная и пшеничная общего назначения.
Мука пшеничная хлебопекарная вырабатывается из пшеницы мягких сортов или с добавлением к ней до 20% твердой пшеницы.
В зависимости от крупности помола, степени очистки от оболочек и зародышей зерна, белизны и массовой доли сырой клейковины мука подразделяется на несколько сортов.
Высший сорт («Экстра»): мука мягкая, приятная на вид и на ощупь. Характеризуется высокой калорийностью и легкой усвояемостью, обладает высокими хлебопекарными свойствами. Имеет белый цвет со слабым кремовым оттенком, почти не содержит отрубей. Размер частичек в основном 30—40 мкм. В муке этого сорта содержится наименьшая массовая доля золы.
Первый сорт: мука белая, с желтоватым оттенком, бархатистая. Обладает первоклассными хлебопекарными свойствами. Частички муки менее однородные по размеру, чем в муке высшего сорта. Размер частичек достигает 40—60 мкм. Мука первого сорта характеризуется большим количеством клейковины.
Второй сорт: мука белая, с сероватым или желтоватым оттенком. Намного темнее, чем мука первого сорта. В муке второго сорта содержится до 8% отрубей. Частички неоднородные, достигают размера от 30 до 200 мкм. Массовая частица белков превышает их содержимое в муке первого сорта, но они образуют значительно меньше клейковины. Мука второго сорта используется для выпечки белого хлеба и несдобных мучных изделий.
Хлебопекарная обойная: мука содержит большое количество отрубей, минеральных веществ и витаминов. Мука более крупная, с содержанием неоднородных частичек. По своему химическому составу схожа с химическим составом зерна. Цвет муки белый с желтоватым или сероватым оттенком. В составе хорошо заметны измельченные оболочки. Крупность колеблется от 30 до 600 мкм и более. Широко используется в диетическом питании, так как обладает низкой калорийностью.
Пшеничная мука общего назначения — производится из мягкой пшеницы различного помола.
В зависимости от белизны, массовой доли золы, массовой доли сырой клейковины и крупности помола мука общего назначения делится на следующие типы:
• М 45-23 — доля сырой клейковины 23,0%, доля золы в пересчете на сухое вещество 0,45%;
• М 55-23 — доля сырой клейковины 23,0%, доля золы в пересчете на сухое вещество 0,55%;
• МК 55-23 — доля сырой клейковины 23,0%, доля золы в пересчете на сухое вещество 0,55%;
• М 75-23 — доля сырой клейковины 23,0%, доля золы в пересчете на сухое вещество 0,75%;
• МК 75-23 — доля сырой клейковины 23,0%, доля золы в пересчете на сухое вещество 0,75%;
• М 100-25 — доля сырой клейковины 25,0%, доля золы в пересчете на сухое вещество 1,0%;
• М 125-20 — доля сырой клейковины 20,0%, доля золы в пересчете на сухое вещество 1,25%;
• М 145-23 — доля сырой клейковины 23,0%, доля золы в пересчете на сухое вещество 1,45%.
Буква М обозначает муку из мягкой пшеницы; МК — муку из мягкой пшеницы крупного помола. Первые цифры указывают на наибольшую массовую долю золы в муке в пересчете на сухое вещество в процентах, умноженное на 100; вторые цифры — на наименьшую долю сырой клейковины в муке в процентах.
Пшеничная мука может быть обогащена витаминами и (или) минеральными веществами по нормам, утвержденным Минздравом России, а также хлебопекарными улучшителями, в том числе сухой клейковиной. К наименованию такой муки на маркировке и в удостоверении качества и безопасности добавляют слова: «витаминизированная», «обогащенная минеральными веществами», «обогащенная витаминно-минеральной смесью», «обогащенная сухой клейковиной» и т.д.
В обогащенной витаминами муке допускается наличие слабого запаха, свойственного витамину В, (тиамину).
Пшеничная мука должна соответствовать требованиям ГОСТ Р 52189-2003 «Мука пшеничная. Общие технические условия» и вырабатываться в соответствии с «Правилами организации и ведения технологического процесса на мукомольных заводах», утвержденными в установленном порядке.
По органолептическим и физико-химическим показателям пшеничная мука должна соответствовать общим техническим требованиям (табл. 3.3). В зависимости от сорта мука имеет различную пищевую ценность.
Мука пшеничная хлебопекарная
В соответствии с ГОСТ Р 52189—2003 мука пшеничная вырабатывается двух видов — пшеничная хлебопекарная и пшеничная общего назначения.Мука пшеничная хлебопекарная вырабатывается из пшеницы мягких сортов или с добавлением к ней до 20% твердой пшеницы.
В зависимости от крупности помола, степени очистки от оболочек и зародышей зерна, белизны и массовой доли сырой клейковины мука подразделяется на несколько сортов.
Высший сорт («Экстра»): мука мягкая, приятная на вид и на ощупь. Характеризуется высокой калорийностью и легкой усвояемостью, обладает высокими хлебопекарными свойствами. Имеет белый цвет со слабым кремовым оттенком, почти не содержит отрубей. Размер частичек в основном 30—40 мкм. В муке этого сорта содержится наименьшая массовая доля золы.
Первый сорт: мука белая, с желтоватым оттенком, бархатистая. Обладает первоклассными хлебопекарными свойствами. Частички муки менее однородные по размеру, чем в муке высшего сорта. Размер частичек достигает 40—60 мкм. Мука первого сорта характеризуется большим количеством клейковины.
Второй сорт: мука белая, с сероватым или желтоватым оттенком. Намного темнее, чем мука первого сорта. В муке второго сорта содержится до 8% отрубей. Частички неоднородные, достигают размера от 30 до 200 мкм. Массовая частица белков превышает их содержимое в муке первого сорта, но они образуют значительно меньше клейковины. Мука второго сорта используется для выпечки белого хлеба и несдобных мучных изделий.
Хлебопекарная обойная: мука содержит большое количество отрубей, минеральных веществ и витаминов. Мука более крупная, с содержанием неоднородных частичек. По своему химическому составу схожа с химическим составом зерна. Цвет муки белый с желтоватым или сероватым оттенком. В составе хорошо заметны измельченные оболочки. Крупность колеблется от 30 до 600 мкм и более. Широко используется в диетическом питании, так как обладает низкой калорийностью.
Пшеничная мука общего назначения — производится из мягкой пшеницы различного помола.
В зависимости от белизны, массовой доли золы, массовой доли сырой клейковины и крупности помола мука общего назначения делится на следующие типы:
• М 45-23 — доля сырой клейковины 23,0%, доля золы в пересчете на сухое вещество 0,45%;
• М 55-23 — доля сырой клейковины 23,0%, доля золы в пересчете на сухое вещество 0,55%;
• МК 55-23 — доля сырой клейковины 23,0%, доля золы в пересчете на сухое вещество 0,55%;
• М 75-23 — доля сырой клейковины 23,0%, доля золы в пересчете на сухое вещество 0,75%;
• МК 75-23 — доля сырой клейковины 23,0%, доля золы в пересчете на сухое вещество 0,75%;
• М 100-25 — доля сырой клейковины 25,0%, доля золы в пересчете на сухое вещество 1,0%;
• М 125-20 — доля сырой клейковины 20,0%, доля золы в пересчете на сухое вещество 1,25%;
• М 145-23 — доля сырой клейковины 23,0%, доля золы в пересчете на сухое вещество 1,45%.
Буква М обозначает муку из мягкой пшеницы; МК — муку из мягкой пшеницы крупного помола. Первые цифры указывают на наибольшую массовую долю золы в муке в пересчете на сухое вещество в процентах, умноженное на 100; вторые цифры — на наименьшую долю сырой клейковины в муке в процентах.
Пшеничная мука может быть обогащена витаминами и (или) минеральными веществами по нормам, утвержденным Минздравом России, а также хлебопекарными улучшителями, в том числе сухой клейковиной. К наименованию такой муки на маркировке и в удостоверении качества и безопасности добавляют слова: «витаминизированная», «обогащенная минеральными веществами», «обогащенная витаминно-минеральной смесью», «обогащенная сухой клейковиной» и т.д.
В обогащенной витаминами муке допускается наличие слабого запаха, свойственного витамину В, (тиамину).
Пшеничная мука должна соответствовать требованиям ГОСТ Р 52189-2003 «Мука пшеничная. Общие технические условия» и вырабатываться в соответствии с «Правилами организации и ведения технологического процесса на мукомольных заводах», утвержденными в установленном порядке.
По органолептическим и физико-химическим показателям пшеничная мука должна соответствовать общим техническим требованиям (табл. 3.3). В зависимости от сорта мука имеет различную пищевую ценность.
Клиноременные передачи
Клиновые ремни обладают надежным сцеплением со шкивами, так как имеют незначительное проскальзывание. Правильно установленный ремень (рис. 1) должен плотно прилегать к боковым поверхностям канавки шкива (в), не выдаваться за пределы обода (б) и не касаться дна канавки (а).
При многоручьевых передачах для обеспечения равномерной работы все ремни следует тщательно подбирать по длине. Колебания отклонений длин в одном комплекте не должны выходить за пределы допуска.
Для качественной работы клиноременной передачи, кроме правильного положения ремней в канавках шкивов и одинаковой длины ремней, должно быть обеспечено возможно меньшее колебание передаточного числа отдельных ручьев передачи.
Если в передаче с несколькими ремнями передаточные числа отдельных ручьев будут различны, то ремни будут стремиться сообщить ведомому шкиву разные угловые скорости. В результате возникнет дополнительное скольжение и дополнительная нагрузка для ремней и шкивов. В практике наблюдаются случаи, когда во многоручьевой передаче у отдельных ремней ведущая и ведомая ветви меняются местами. Такой ремень работает как тормоз и дополнительно нагружает остальные ремни, снижая их долговечность.
Для обеспечения равенства передаточных чисел отдельных ручьев необходимо обеспечить контроль колебания расчетного диаметра канавок одного и того же шкива и отклонения угла канавки (допускаются в пределах ±1°). Контроль канавки производят измерением расстояния от наружного цилиндра до расчетного. Это измерение можно производить специальным глубиномером или индикатором при помощи ролика. Базой измерения в обоих случаях является наружный цилиндр, вследствие чего эти методы применимы при соблюдении цилиндричности этой поверхности.
Биение шкивов по наружному диаметру у станков не должно превышать 0,05 мм; биение по торцу — 0,1 мм.
Шкивы диаметром свыше 150 мм, имеющие частоту вращения свыше 200 об/мин, должны иметь минимальный дисбаланс.
Данные о предельно допустимой неуравновешенности шкивов при окружных скоростях до 15 м/сек даны в табл. 1. Допустимый дисбаланс уменьшается в 1,5 раза, если окружная скорость шкива превышает 15 м/сек.
Для качественной работы клиноременной передачи важно также обеспечить правильное начальное натяжение и равномерное нагружение всех ремней, так как это влияет на длительность нормальной эксплуатации ремней и механизмов.
Сильно натянутые ремни чрезмерно давят на оси и подшипники, сокращая их срок службы, а при слабо натянутых ремнях происходит усиленный износ ремней и ручьев шкивов из-за взаимного проскальзывания (пробуксовки).
Натяжение ремней рекомендуется проверять по стреле прогиба f ветви, по середине межцентрового расстояния А между шкивами, создавая нагрузку, используя для этой цели динамометр или груз (рис. 2). Следует учесть, что величина стрелы прогиба не зависит от межцентрового расстояния. Оптимальные нагрузки для ремней, которые контролируются стрелой прогиба, приведены в табл. 2. На практике натяжение ремня устанавливается в зависимости от воспринимаемой нагрузки клиноременной передачей при условии, что отсутствует проскальзывание ремня.
2. Ремонт цепных передач
Сборка цепной передачи включает установку и закрепление звездочек на валах, надевание цепи и регулировку натяжения цепи. Звездочки на валах устанавливают так же, как и зубчатые колеса. После закрепления звездочки на валу ее следует проверить на радиальное и торцовое биение.
Для правильной работы цепной передачи оси звездочек должны быть параллельны. Параллельность осей звездочек проверяют линейкой, уровнем или другими средствами. При сборке проверяют также относительное смещение зубьев звездочек в плоскости перпендикулярной к их осям.
Длину цепи выбирают в зависимости от расстояния между центрами звездочек. Необходимо предусматривать предварительное провисание ветвей цепи. У работающей цепи провисание ведомой ветви увеличивается, поэтому предварительное провисание для горизонтальных передач с углом до 45° стрела прогиба должна быть не менее f=0,02 A, где А – расстояние между осями звездочек; в передачах близким к вертикальным – f=(0,01 ÷ 0,015) А.
Концы отрезка цепи соединяют при помощи соединительных или переходных звеньев. При монтаже цепи на звездочках для ее стягивания применяют специальные стяжные приспособления.
Измельчение – это процесс механического воздействия на продукт рабочими органами, который приводит к преодолению сил взаимного сцепления и увеличению поверхности твердых материалов. Измельчение материалов осуществляют путем раздавливания (рис. 1, а), раскалывания (рис. 1,б), истирания (рис. 1, в) и удара (рис. 1, г).  Рисунок 1. Способы измельчения продуктов При измельчении обычно имеют место несколько сопутствующих видов измельчения. Например, истирание сопровождается раздавливанием, раскалыванием, измельчением при ударе. При истирании материалов образуется большое количество пыли и в ряде случаев имеет место переизмельчение, что иногда недопустимо. Процессы измельчения разделяются на дробление (крупное, среднее и мелкое), измельчение (тонкое и очень тонкое) и резание. Измельчение осуществляется под действием внешних сил, преодолевающих силы взаимного сцепления частиц материала. При дроблении куски твердого материала сначала подвергаются объемной деформации, а затем разрушаются по ослабленным дефектами (макро- и микротрещинами), сечениям с образованием новых поверхностей. В измельчающих машинах сочетается несколько принципов разрушения зерна. Например, в вальцовых станках и жерновых поставках – сжатие с одновременным сдвигом. В центробежных измельчителях и бичевых машинах – удар и истирание [2,10,18]. Зерно пшеницы относится к коллоидным капиллярно-пористым телам, отдельные части которого (оболочки, эндосперм, зародыш) имеют различную структуру, разные физические и химические характеристики. Поведение зерна в процессе деформации определяется совокупностью упругих, пластических и прочностных свойств. Следовательно, механические свойства зерна определяются их упругими, пластическими и прочностными характеристиками, которые устанавливают при испытаниях на сжатие, сдвиг и растяжение [13]. Различают два вида измельчения: простое измельчение, характерное для одинаковых по своим структурно-механическим свойствам материалов; избирательное измельчение, характерное для материалов, в состав которых входят разные по своим структурно-механическим свойствам составные части, которые при совместном измельчении разрушаются не одинаково [5]. При простом измельчении – все составляющие твердые тело части разрушаются равномерно для получения однородной смеси, при избирательном – твердые тела, неоднородные по составу, разрушаются для извлечения частиц определенного размера. Такой процесс проводят многократно, чтобы достигнуть более полного извлечения частиц требуемого размера. В мукомольном производстве при простых помолах зерна пшеницы и ржи, например, в обойную муку, используют простое измельчение, при сложных помолах для получения сортовой муки высокого качества – избирательное. При избирательном измельчении, обязательно многократном, процесс строят последовательно. Используя различия структурно-механических свойств составных частей измельчаемого тела, каждую стадию процесса измельчения осуществляют так, чтобы были получены частицы отличающиеся друг от друга теми или иными физическими свойствами. Это в дальнейшем облегчает разделение сыпучей смеси сепарированием на фракции, каждая из которых состоит из частиц более или менее однородных по составу [3]. Таким образом, от правильного построения процесса измельчения зависит рациональное использование сырья, количество и качество получаемых продуктов, производительность измельчающих машин, удельный расход электроэнергии, себестоимость продукции [13]. Совокупность связанных между собой в определенной последовательности операций по переработке зерна в муку называется помолом. В основу классификации помолов (рис. 2) положены следующие признаки: кратность измельчения зерна; степень развитости помола в целом; степень развитости процесса обогащения крупок.
Рисунок 1. Способы измельчения продуктов При измельчении обычно имеют место несколько сопутствующих видов измельчения. Например, истирание сопровождается раздавливанием, раскалыванием, измельчением при ударе. При истирании материалов образуется большое количество пыли и в ряде случаев имеет место переизмельчение, что иногда недопустимо. Процессы измельчения разделяются на дробление (крупное, среднее и мелкое), измельчение (тонкое и очень тонкое) и резание. Измельчение осуществляется под действием внешних сил, преодолевающих силы взаимного сцепления частиц материала. При дроблении куски твердого материала сначала подвергаются объемной деформации, а затем разрушаются по ослабленным дефектами (макро- и микротрещинами), сечениям с образованием новых поверхностей. В измельчающих машинах сочетается несколько принципов разрушения зерна. Например, в вальцовых станках и жерновых поставках – сжатие с одновременным сдвигом. В центробежных измельчителях и бичевых машинах – удар и истирание [2,10,18]. Зерно пшеницы относится к коллоидным капиллярно-пористым телам, отдельные части которого (оболочки, эндосперм, зародыш) имеют различную структуру, разные физические и химические характеристики. Поведение зерна в процессе деформации определяется совокупностью упругих, пластических и прочностных свойств. Следовательно, механические свойства зерна определяются их упругими, пластическими и прочностными характеристиками, которые устанавливают при испытаниях на сжатие, сдвиг и растяжение [13]. Различают два вида измельчения: простое измельчение, характерное для одинаковых по своим структурно-механическим свойствам материалов; избирательное измельчение, характерное для материалов, в состав которых входят разные по своим структурно-механическим свойствам составные части, которые при совместном измельчении разрушаются не одинаково [5]. При простом измельчении – все составляющие твердые тело части разрушаются равномерно для получения однородной смеси, при избирательном – твердые тела, неоднородные по составу, разрушаются для извлечения частиц определенного размера. Такой процесс проводят многократно, чтобы достигнуть более полного извлечения частиц требуемого размера. В мукомольном производстве при простых помолах зерна пшеницы и ржи, например, в обойную муку, используют простое измельчение, при сложных помолах для получения сортовой муки высокого качества – избирательное. При избирательном измельчении, обязательно многократном, процесс строят последовательно. Используя различия структурно-механических свойств составных частей измельчаемого тела, каждую стадию процесса измельчения осуществляют так, чтобы были получены частицы отличающиеся друг от друга теми или иными физическими свойствами. Это в дальнейшем облегчает разделение сыпучей смеси сепарированием на фракции, каждая из которых состоит из частиц более или менее однородных по составу [3]. Таким образом, от правильного построения процесса измельчения зависит рациональное использование сырья, количество и качество получаемых продуктов, производительность измельчающих машин, удельный расход электроэнергии, себестоимость продукции [13]. Совокупность связанных между собой в определенной последовательности операций по переработке зерна в муку называется помолом. В основу классификации помолов (рис. 2) положены следующие признаки: кратность измельчения зерна; степень развитости помола в целом; степень развитости процесса обогащения крупок.  Рисунок 2. Классификация помолов ржи и пшеницы По первому признаку помолы подразделяются на разовые и повторительные. А) При разовых помоле муку получают в результате однократного пропуска зерна через измельчающую машину, а при повторительные – в результате многократного и последовательного пропуска продуктов дробления зерна. Б) Повторительные помолы подразделяются на простые и сложные. Простые отличаются наименее развитым процессом и включают один драной процесс или драной и сокращенный размольный. Сложные помолы более развиты, чем простые, и включают драной и развитый размольный процесс или драной, процесс обогащения, шлифовочный и размольный. Сложные помолы в зависимости от степени развитости процесса обогащения могут быть: без процесса обогащения, с сокращенным процессом обогащения; с развитым процессом обогащения [6,18,19].
Рисунок 2. Классификация помолов ржи и пшеницы По первому признаку помолы подразделяются на разовые и повторительные. А) При разовых помоле муку получают в результате однократного пропуска зерна через измельчающую машину, а при повторительные – в результате многократного и последовательного пропуска продуктов дробления зерна. Б) Повторительные помолы подразделяются на простые и сложные. Простые отличаются наименее развитым процессом и включают один драной процесс или драной и сокращенный размольный. Сложные помолы более развиты, чем простые, и включают драной и развитый размольный процесс или драной, процесс обогащения, шлифовочный и размольный. Сложные помолы в зависимости от степени развитости процесса обогащения могут быть: без процесса обогащения, с сокращенным процессом обогащения; с развитым процессом обогащения [6,18,19].
Наибольший интерес представляет описание процесса сложного повторительного помола зерна.
Характеристика процесса сложного повторительного помола зерна
 Технологический процесс сортовых помолов пшеницы делят наряд этапов (рис. 3). Рисунок 3. Технологический процесс сортовых помолов пшеницы
Технологический процесс сортовых помолов пшеницы делят наряд этапов (рис. 3). Рисунок 3. Технологический процесс сортовых помолов пшеницы
Драной процесс. Драной процесс целесообразно условно разделить на драной крупообразующий и драной вымольный. Для разработки схемы технологического процесса необходимо учитывать задачу каждого его этапа. Драной крупообразующий процесс. Задача драного крупообразующего процесса состоит в получении максимального количества круподунстовых продуктов с минимальной зольностью. Драной крупообразующий процесс строится из нескольких систем, которые по построению похожи друг на друга. Это позволяет выделить характерные модули этого процесса. Модуль любого процесса – это система технологического процесса, характерная для данного этапа и выполняющая его задачу. Драной вымольный процесс. Задачей драного вымольного процесса является извлечение из сходовых продуктов оставшейся части эндосперма в виде круподунстовых продуктов второго качества и муки. После драного крупообразующего процесса ресурсы эндосперма в сходовых продуктах незначительны, и из них нельзя получить весь спектр круподунстовых продуктов. Поэтому на системах драного вымольного процесса могут встречаться следующие варианты отбора круподунстовых продуктов: а) средняя крупка, мелкая крупка, дунст, мука; б) мелкая крупка, дунст, мука; в) дунст, мука. Варианты «а» и «б» могут встречаться на первой драной вымольной системе, вариант «в» характерен для последних драных вымольных систем. В драном вымольном процессе широко применяются вымольные машины, в которых воздействие рабочих органов на оболочки в сходовых продуктах значительно меньшее, чем в вальцовых станках. Применять вымольные машины можно, начиная с верхних сходов последней крупообразующей системы. Ситовеечный процесс. Потоки крупок, полученные в драном процессе, неоднородны по своему качественному составу. Так, поток крупок, однородный по крупности, в пределах данной фракции имеет в своем составе частицы, состоящие только из эндосперма, частицы, состоящие из эндосперма со сросшимися с ними оболочками, частицы оболочек с небольшим содержанием эндосперма, а также частицы, состоящие только из оболочек. Разделить эту смесь, однородную по крупности, повторным просеиванием нельзя. Поэтому такие фракции направляют для обогащения на ситовеечные машины. Из вышеизложенного вытекает задача ситовеечного процесса, которая заключается в отделении от добротных крупок частиц, состоящих из оболочек и частиц оболочек с небольшим содержанием эндосперма. Шлифовочный процесс. Потоки крупок после обогащения на ситовеечных системах содержат в своем составе частицы эндосперма, а также частицы эндосперма с оболочками. С целью отделения эндосперма от оболочек эти потоки обогащают на шлифовочных системах. Крупка, содержащая в своем составе оболочку, проходит между размалывающими вальцами с межвальцовым зазором большим, чем толщина оболочек. Это позволяет разрушить эндосперм до круподунстовых продуктов с размерами, меньшими размеров оболочечной частицы, и при последующем сортировании отделить полученные круподунстовые продукты от оболочечных частиц. На шлифовочных системах могут применяться вальцы с микрошероховатой или рифленой поверхностью. Если применяются вальцы с микрошероховатой поверхностью, то после вальцового станка необходимо измельченный продукт направить на деташеры для дезагрегации слипшихся частиц. Эта операция увеличивает извлечение муки на 10...15%. После деташеров продукты сортируются на рассевах. Допускается при направлении продуктов на шлифовочные системы объединять потоки крупной и средней крупок, средней и мелкой крупок, мелкой крупки и жесткого дунста после их обогащения на ситовеечных системах. При этом не рекомендуется смешивать продукты первого и второго качества. Сита на шлифовочных системах подбирают в соответствии с заданной крупностью круподунстовых продуктов. Размольный процесс. Размольный процесс является завершающим этапом сортовых помолов пшеницы. Его задача заключается в получении максимального количества муки высоких сортов. Размольный процесс разделяется на ряд этапов. На первом этапе проводится размол на трех-четырех размольных системах продуктов первого качества, из которых получают муку высшего сорта. На втором этапе проводится размол на двух-трех размольных системах продуктов второго качества, из которых получают муку высшего и первого сортов. На третьем этапе вымалываются оболочечные продукты, полученные на первых двух этапах. Эти три этапа разделены сходовыми системами, на которые направляют сходовые продукты с систем размола продуктов первого и второго качества. На рис. 4 приведены основные модули размольного процесса.
Первые четыре модуля предназначены для размольного процесса, оснащенного вальцовыми станками с рифлеными размалывающими вальцами. Модули с пятого по восьмой предназначены для размольного процесса, оснащенного вальцовыми станками с размалывающими вальцами, рабочая поверхность которых микрошероховатая. Для них желательно доизмельчение продукта на энтолейторах (для размольных систем, размалывающих продукты первого качества), на остальных системах эта операция осуществляется при помощи деташеров. Первый и пятый модули применяют на размольных системах, перерабатывающих продукты первого качества. Второй и шестой – на размольных системах, перерабатывающих продукты второго качества.  Третий и седьмой модули применяют на сходовых системах размольного процесса. Четвертый и восьмой применяют на вымольных системах размольного процесса после второй сходовой. Направление на размольные системы крупок и дунстов из драного, ситовеечного и шлифовочного процессов – наиболее сложная задача при разработке схемы технологического процесса [1,5,12,14,15,19].
Третий и седьмой модули применяют на сходовых системах размольного процесса. Четвертый и восьмой применяют на вымольных системах размольного процесса после второй сходовой. Направление на размольные системы крупок и дунстов из драного, ситовеечного и шлифовочного процессов – наиболее сложная задача при разработке схемы технологического процесса [1,5,12,14,15,19].
Рисунок 4. Основные модули размольного процесса
Процесс измельчения в вальцовых станках
Разрушение зерен при измельчении происходит в результате сочетания деформаций сжатия и сдвига. Причем преобладание того или иного типа деформации зависит от отношения скоростей вальцов и взаимного расположения несимметричных рифлей на поверхности вальцов. Эффективность работы вальцовых станков определяется оптимальным сочетанием трех основных показателей: степенью измельчения зерна или его частиц, производительностью каждой пары вальцов и удельным расходом электроэнергии. Степень измельчения характеризуется уменьшением крупности частиц и оценивается коэффициентом извлечения. Производительность пары вальцов зависит от их длины, зазора между ними, скорости прохождения измельчаемого продукта и его объемной массы, а также от степени использования зоны измельчения. Зазор между вальцами устанавливают в зависимости от физико-механических свойств измельчаемого продукта и места в технологической схеме (процессы драной, шлифовочный и размольный). Он колеблется в сравнительно широких пределах — от 0,05 до 1,00 м
Просмотр содержимого документа
«Мастер производственного обучения КОНСПЕКТЫ ЛЕКЦИЙ по предмету «УП.01 УЧЕБНАЯ ПРАКТИКА» Подготовка зерна к помолу»
ФЕДЕРАЛЬНОЕ КАЗЕННОЕ ПРОФЕССИОНАЛЬНОЕ
ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ № 57
ФЕДЕРАЛЬНОЙ СЛУЖБЫ ИСПОЛНЕНИЯ НАКАЗАНИЙ РОССИИ
(ФКП образовательное учреждение № 57)
Филиал № 3
КОНСПЕКТЫ ЛЕКЦИЙ
по предмету «УП.01 УЧЕБНАЯ ПРАКТИКА»
Количество часов по предмету: 144
Профессия: 10360 – «Аппаратчик мукомольного производства»
Срок обучения – 3 мес.
Мастер производственного обучения: Федькин Николай Андреевич
Курс лекций учебной дисциплины разработан на основе Федерального государственного образовательного стандарта по профессии начального профессионального образования среднего профессионального образования по профессии «Аппаратчик элеваторного, мукомольного, крупяного и комбикормового производства», утвержденного приказом Минобрнауки России от 02.08.2013 N 933 (ред. от 25.03.2015).
Организация-разработчик: ФКП образовательное учреждение № 57
Калуга – 2020 г.
ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС МУКОМОЛЬНОГО ПРОИЗВОДСТВА
Технологический процесс мукомольного производства поэтапно описан А.В. Гордеевым и В.А. Бутковским [3].
Мукомольный завод состоит из трех отделений: подготовительного, размольного и готовой продукции.
В подготовительном отделении завода выполняются следующие операции:
• формирование помольных партий;
• очистка зерна от примесей в сепараторах, триерах;
• сухая очистка поверхности зерна в обоечных машинах;
• мокрое шелушение и увлажнение зерна;
• отволаживание зерна в специальных бункерах;
• обеззараживание зерна в энтолейторах;
• взвешивание и передача зерна в размольное отделение.
Очистка и подготовка зерна к помолу — многоплановая технологическая операция, от эффективности которой во многом зависят выход и качество готовой продукции. Зерно, поступающее с элеватора или из других хранилищ, последовательно очищают от сорной и зерновой примесей растительного и минерального происхождения.
Необходимость тщательной очистки зерна от посторонних примесей объясняется тем, что неудаленные примеси в процессе дальнейшей обработки зерна могут попасть в готовую продукцию и снизить ее качество, а также отрицательно повлиять на выход продукции.
В процессе подготовки зерна к помолу его дважды увлажняют: сначала капельно-жидкой влагой и в конце — распыленной влагой, взвешивают и передают на размол.
В размольном отделении мукомольного завода выполняются следующие операции:
• размол зерна и промежуточных продуктов на вальцовых станках;
• сортировка промежуточных продуктов на фракции по размерам на рассевах;
• сортировка по качеству (обогащение) в ситовеечных машинах;
• дополнительное измельчение и разрыхление в энтолейторах и де-ташерах;
• вымол сходовых продуктов в вымольных машинах и виброцен-трофугалах;
• формирование потоков муки после рассевов;
• взвешивание и передача потоков муки в отделение готовой продукции;
• обработка муки в энтолейторах-стерилизаторах.
Размольное отделение мельницы, в котором происходит окончательная переработка очищенного и подготовленного к помолу зерна в муку, представляет собой сложную совокупность целого ряда процессов:
• дранной — первичное дробление (вальцовые станки) и сортирование по размерам (рассевы);
• сортировочный — повторное просеивание (рассевы);
• обогащения — просеивание на ситах в восходящем потоке воздуха (ситовеечные машины);
• шлифовочный — отделение оболочек от крупок (вальцовые станки);
• размольный — тонкое измельчение (вальцовые станки) и сортирование по размерам (рассевы);
• вымолъный — извлечение муки из отрубей (вымольные машины, виброцентрифуги.
В готовом отделении выполняются следующие операции:
• бестарное хранение потоков муки и гомогенизация;
• изготовление различных мучных смесей;
• формирование сортов муки с использованием многокомпонентных весовых дозаторов и смесителей;
• витаминизация муки;
• контроль муки в просеивающих машинах;
• выбой муки и манной крупы в мешки по 50 кг;
• фасовка муки и манной крупы в пакеты массой по 2, 1,0,5 кг;
• бестарный отпуск муки на авто- и железнодорожный транспорт;
• гранулирование, хранение и отпуск отрубей на авто- и железнодорожный транспорт.
К основным продуктам мукомольного производства относятся мука пшеничная и ржаная, крупа манная и побочные продукты (мучка кормовая пшеничная, отруби пшеничные и ржаные, кормовые зернопродукты и отходы).
АССОРТИМЕНТ И КЛАССИФИКАЦИЯ МУКИ
В соответствии с ГОСТ Р 52189—2003 «Мука пшеничная. Общие технические условия» мукомольными заводами мука выпускается в небольшом ассортименте. Мукомольные же заводы производят в основном муку высшего и первого сортов.
К примеру, выпускаемые отдельные типы муки имеют пониженное содержание клейковины. В то же время при поступлении на предприятия хлебопекарной, кондитерской и макаронной отраслей выполняется подготовка муки для производства. То есть регулируются и корректируются ее технологические свойства, проводятся мероприятия по повышению качества с применением огромного количества улучшителей и добавок. Конечно эта проблема могла бы решаться на мукомольном комбинате, который имеет возможности и пути для управления и регулирования свойств. Так, на уровне зерна могут использоваться приемы подсортировки и составления помольных партий из одной, двух сельскохозяйственных культур и более, также возможна корректировка и регулирование свойств с помощью ввода улучшителей и пищевых добавок.
Муку подразделяют на виды, типы и товарные сорта. Вид муки определяется культурой, из которой она выработана. Основными видами муки считаются пшеничная и ржаная. К ним же относится мука из новой зерновой культуры — тритикале. Муку классифицируют в зависимости от свойств, которые характеризуют ее пищевую и потребительскую ценность, и определяются составом и строением образующих муку частиц, а также ее технологическими особенностями.
Вид муки связан с наиболее общими биохимическими свойствами и анатомическими особенностями, присущими зерну той культуры, из которой она произведена. Вид муки получает наименование в зависимости от культуры использованного зерна.
Тип муки различается в пределах вида и различается особенностями ее физико-химических свойств и технологических достоинств в зависимости от целевого назначения. Тип муки зависит от ее целевого назначения. Так, пшеничная мука вырабатывается трех типов — хлебопекарная, макаронная и кондитерская. Из ржи и тритикале получают один тип муки — хлебопекарную. Соевую муку подразделяют на три типа в зависимости от особенностей производства — необезжиренная, полуобезжи-ренная и обезжиренная.
Сорт муки — важная классификационная категория муки всех видов и типов. Основой для определения сорта муки служит количественное соотношение содержащихся в ней тканей зерна. Различия в окраске, составе, строении различных тканей при изменении их количественного соотношения вызывают изменение свойств и состава муки. Сорт муки устанавливается по совокупности таких показателей, как: зольность, крупность помола, органолептические показатели (цвет, вкус, запах). Мука высших сортов представляет собой измельченную внутреннюю часть эндосперма зерна.
Мука промежуточных сортов содержит в небольшом количестве оболочечные частицы, а мука низких сортов — значительное количество измельченных оболочек, алейронового слоя и зародыша.
Пшеничная мука в потреблении и производстве занимает первое место среди других видов муки (68% общего объема продукции мукомольной промышленности).
Товарный сорт муки зависит от технологии переработки зерна.
Пшеничная мука высшего и первого сортов может быть витаминизированной, в случае если она выпускается с обогащением витаминами группы В [56].
В общем виде классификация и ассортимент вырабатываемой муки представлены в табл. 3.2.
Таблица 3.2 Классификация и ассортимент муки
Вид
Тип
Сорт
Пшеничная
Хлебопекарная
Экстра, крупчатка, высший, первый, второй, обойная
Пшеничная
Макаронная
Высший (крупка), первый (полукрупка)
Гречневая
Диетическая
Односортная
Ржаная
Хлебопекарная
Сеяная, обойная, обдирная
Кукурузная
Продовольственная
Тонкого помола, крупного помола, типа обойной
Ячменная
Продовольственная
Односортная и типа обойной
Рисовая
Диетическая
Односортная
Соевая
Пищевая: обезжиренная, полуобезжиренная, необезжиренная
Высший, первый
Гороховая
Кулинарная
Односортная
В настоящее время стали создаваться композитные мучные смеси для хлебобулочных изделий. Композитные мучные смеси для хлеба включают три компонента: муку пшеничную хлебопекарную первого сорта (65%), муку ржаную обдирную (15%) и крупяную (ячменную сортовую, пшенную сортовую или гречневую первого сорта) (20%).
Мука пшеничная хлебопекарная
В соответствии с ГОСТ Р 52189—2003 мука пшеничная вырабатывается двух видов — пшеничная хлебопекарная и пшеничная общего назначения.
Мука пшеничная хлебопекарная вырабатывается из пшеницы мягких сортов или с добавлением к ней до 20% твердой пшеницы.
В зависимости от крупности помола, степени очистки от оболочек и зародышей зерна, белизны и массовой доли сырой клейковины мука подразделяется на несколько сортов.
Высший сорт («Экстра»): мука мягкая, приятная на вид и на ощупь. Характеризуется высокой калорийностью и легкой усвояемостью, обладает высокими хлебопекарными свойствами. Имеет белый цвет со слабым кремовым оттенком, почти не содержит отрубей. Размер частичек в основном 30—40 мкм. В муке этого сорта содержится наименьшая массовая доля золы.
Первый сорт: мука белая, с желтоватым оттенком, бархатистая. Обладает первоклассными хлебопекарными свойствами. Частички муки менее однородные по размеру, чем в муке высшего сорта. Размер частичек достигает 40—60 мкм. Мука первого сорта характеризуется большим количеством клейковины.
Второй сорт: мука белая, с сероватым или желтоватым оттенком. Намного темнее, чем мука первого сорта. В муке второго сорта содержится до 8% отрубей. Частички неоднородные, достигают размера от 30 до 200 мкм. Массовая частица белков превышает их содержимое в муке первого сорта, но они образуют значительно меньше клейковины. Мука второго сорта используется для выпечки белого хлеба и несдобных мучных изделий.
Хлебопекарная обойная: мука содержит большое количество отрубей, минеральных веществ и витаминов. Мука более крупная, с содержанием неоднородных частичек. По своему химическому составу схожа с химическим составом зерна. Цвет муки белый с желтоватым или сероватым оттенком. В составе хорошо заметны измельченные оболочки. Крупность колеблется от 30 до 600 мкм и более. Широко используется в диетическом питании, так как обладает низкой калорийностью.
Пшеничная мука общего назначения — производится из мягкой пшеницы различного помола.
В зависимости от белизны, массовой доли золы, массовой доли сырой клейковины и крупности помола мука общего назначения делится на следующие типы:
• М 45-23 — доля сырой клейковины 23,0%, доля золы в пересчете на сухое вещество 0,45%;
• М 55-23 — доля сырой клейковины 23,0%, доля золы в пересчете на сухое вещество 0,55%;
• МК 55-23 — доля сырой клейковины 23,0%, доля золы в пересчете на сухое вещество 0,55%;
• М 75-23 — доля сырой клейковины 23,0%, доля золы в пересчете на сухое вещество 0,75%;
• МК 75-23 — доля сырой клейковины 23,0%, доля золы в пересчете на сухое вещество 0,75%;
• М 100-25 — доля сырой клейковины 25,0%, доля золы в пересчете на сухое вещество 1,0%;
• М 125-20 — доля сырой клейковины 20,0%, доля золы в пересчете на сухое вещество 1,25%;
• М 145-23 — доля сырой клейковины 23,0%, доля золы в пересчете на сухое вещество 1,45%.
Буква М обозначает муку из мягкой пшеницы; МК — муку из мягкой пшеницы крупного помола. Первые цифры указывают на наибольшую массовую долю золы в муке в пересчете на сухое вещество в процентах, умноженное на 100; вторые цифры — на наименьшую долю сырой клейковины в муке в процентах.
Пшеничная мука может быть обогащена витаминами и (или) минеральными веществами по нормам, утвержденным Минздравом России, а также хлебопекарными улучшителями, в том числе сухой клейковиной. К наименованию такой муки на маркировке и в удостоверении качества и безопасности добавляют слова: «витаминизированная», «обогащенная минеральными веществами», «обогащенная витаминно-минеральной смесью», «обогащенная сухой клейковиной» и т.д.
В обогащенной витаминами муке допускается наличие слабого запаха, свойственного витамину В, (тиамину).
Пшеничная мука должна соответствовать требованиям ГОСТ Р 52189-2003 «Мука пшеничная. Общие технические условия» и вырабатываться в соответствии с «Правилами организации и ведения технологического процесса на мукомольных заводах», утвержденными в установленном порядке.
По органолептическим и физико-химическим показателям пшеничная мука должна соответствовать общим техническим требованиям (табл. 3.3). В зависимости от сорта мука имеет различную пищевую ценность.
Мука пшеничная хлебопекарная
В соответствии с ГОСТ Р 52189—2003 мука пшеничная вырабатывается двух видов — пшеничная хлебопекарная и пшеничная общего назначения. Мука пшеничная хлебопекарная вырабатывается из пшеницы мягких сортов или с добавлением к ней до 20% твердой пшеницы.
В зависимости от крупности помола, степени очистки от оболочек и зародышей зерна, белизны и массовой доли сырой клейковины мука подразделяется на несколько сортов.
Высший сорт («Экстра»): мука мягкая, приятная на вид и на ощупь. Характеризуется высокой калорийностью и легкой усвояемостью, обладает высокими хлебопекарными свойствами. Имеет белый цвет со слабым кремовым оттенком, почти не содержит отрубей. Размер частичек в основном 30—40 мкм. В муке этого сорта содержится наименьшая массовая доля золы.
Первый сорт: мука белая, с желтоватым оттенком, бархатистая. Обладает первоклассными хлебопекарными свойствами. Частички муки менее однородные по размеру, чем в муке высшего сорта. Размер частичек достигает 40—60 мкм. Мука первого сорта характеризуется большим количеством клейковины.
Второй сорт: мука белая, с сероватым или желтоватым оттенком. Намного темнее, чем мука первого сорта. В муке второго сорта содержится до 8% отрубей. Частички неоднородные, достигают размера от 30 до 200 мкм. Массовая частица белков превышает их содержимое в муке первого сорта, но они образуют значительно меньше клейковины. Мука второго сорта используется для выпечки белого хлеба и несдобных мучных изделий.
Хлебопекарная обойная: мука содержит большое количество отрубей, минеральных веществ и витаминов. Мука более крупная, с содержанием неоднородных частичек. По своему химическому составу схожа с химическим составом зерна. Цвет муки белый с желтоватым или сероватым оттенком. В составе хорошо заметны измельченные оболочки. Крупность колеблется от 30 до 600 мкм и более. Широко используется в диетическом питании, так как обладает низкой калорийностью.
Пшеничная мука общего назначения — производится из мягкой пшеницы различного помола.
В зависимости от белизны, массовой доли золы, массовой доли сырой клейковины и крупности помола мука общего назначения делится на следующие типы:
• М 45-23 — доля сырой клейковины 23,0%, доля золы в пересчете на сухое вещество 0,45%;
• М 55-23 — доля сырой клейковины 23,0%, доля золы в пересчете на сухое вещество 0,55%;
• МК 55-23 — доля сырой клейковины 23,0%, доля золы в пересчете на сухое вещество 0,55%;
• М 75-23 — доля сырой клейковины 23,0%, доля золы в пересчете на сухое вещество 0,75%;
• МК 75-23 — доля сырой клейковины 23,0%, доля золы в пересчете на сухое вещество 0,75%;
• М 100-25 — доля сырой клейковины 25,0%, доля золы в пересчете на сухое вещество 1,0%;
• М 125-20 — доля сырой клейковины 20,0%, доля золы в пересчете на сухое вещество 1,25%;
• М 145-23 — доля сырой клейковины 23,0%, доля золы в пересчете на сухое вещество 1,45%.
Буква М обозначает муку из мягкой пшеницы; МК — муку из мягкой пшеницы крупного помола. Первые цифры указывают на наибольшую массовую долю золы в муке в пересчете на сухое вещество в процентах, умноженное на 100; вторые цифры — на наименьшую долю сырой клейковины в муке в процентах.
Пшеничная мука может быть обогащена витаминами и (или) минеральными веществами по нормам, утвержденным Минздравом России, а также хлебопекарными улучшителями, в том числе сухой клейковиной. К наименованию такой муки на маркировке и в удостоверении качества и безопасности добавляют слова: «витаминизированная», «обогащенная минеральными веществами», «обогащенная витаминно-минеральной смесью», «обогащенная сухой клейковиной» и т.д.
В обогащенной витаминами муке допускается наличие слабого запаха, свойственного витамину В, (тиамину).
Пшеничная мука должна соответствовать требованиям ГОСТ Р 52189-2003 «Мука пшеничная. Общие технические условия» и вырабатываться в соответствии с «Правилами организации и ведения технологического процесса на мукомольных заводах», утвержденными в установленном порядке.
По органолептическим и физико-химическим показателям пшеничная мука должна соответствовать общим техническим требованиям (табл. 3.3). В зависимости от сорта мука имеет различную пищевую ценность.
Клиноременные передачи
Клиновые ремни обладают надежным сцеплением со шкивами, так как имеют незначительное проскальзывание. Правильно установленный ремень (рис. 1) должен плотно прилегать к боковым поверхностям канавки шкива (в), не выдаваться за пределы обода (б) и не касаться дна канавки (а).
При многоручьевых передачах для обеспечения равномерной работы все ремни следует тщательно подбирать по длине. Колебания отклонений длин в одном комплекте не должны выходить за пределы допуска.
Для качественной работы клиноременной передачи, кроме правильного положения ремней в канавках шкивов и одинаковой длины ремней, должно быть обеспечено возможно меньшее колебание передаточного числа отдельных ручьев передачи.
Если в передаче с несколькими ремнями передаточные числа отдельных ручьев будут различны, то ремни будут стремиться сообщить ведомому шкиву разные угловые скорости. В результате возникнет дополнительное скольжение и дополнительная нагрузка для ремней и шкивов. В практике наблюдаются случаи, когда во многоручьевой передаче у отдельных ремней ведущая и ведомая ветви меняются местами. Такой ремень работает как тормоз и дополнительно нагружает остальные ремни, снижая их долговечность.
Для обеспечения равенства передаточных чисел отдельных ручьев необходимо обеспечить контроль колебания расчетного диаметра канавок одного и того же шкива и отклонения угла канавки (допускаются в пределах ±1°). Контроль канавки производят измерением расстояния от наружного цилиндра до расчетного. Это измерение можно производить специальным глубиномером или индикатором при помощи ролика. Базой измерения в обоих случаях является наружный цилиндр, вследствие чего эти методы применимы при соблюдении цилиндричности этой поверхности.
Биение шкивов по наружному диаметру у станков не должно превышать 0,05 мм; биение по торцу — 0,1 мм.
Шкивы диаметром свыше 150 мм, имеющие частоту вращения свыше 200 об/мин, должны иметь минимальный дисбаланс.
Данные о предельно допустимой неуравновешенности шкивов при окружных скоростях до 15 м/сек даны в табл. 1. Допустимый дисбаланс уменьшается в 1,5 раза, если окружная скорость шкива превышает 15 м/сек.
Для качественной работы клиноременной передачи важно также обеспечить правильное начальное натяжение и равномерное нагружение всех ремней, так как это влияет на длительность нормальной эксплуатации ремней и механизмов.
Сильно натянутые ремни чрезмерно давят на оси и подшипники, сокращая их срок службы, а при слабо натянутых ремнях происходит усиленный износ ремней и ручьев шкивов из-за взаимного проскальзывания (пробуксовки).
Натяжение ремней рекомендуется проверять по стреле прогиба f ветви, по середине межцентрового расстояния А между шкивами, создавая нагрузку, используя для этой цели динамометр или груз (рис. 2). Следует учесть, что величина стрелы прогиба не зависит от межцентрового расстояния. Оптимальные нагрузки для ремней, которые контролируются стрелой прогиба, приведены в табл. 2. На практике натяжение ремня устанавливается в зависимости от воспринимаемой нагрузки клиноременной передачей при условии, что отсутствует проскальзывание ремня.
2. Ремонт цепных передач
Сборка цепной передачи включает установку и закрепление звездочек на валах, надевание цепи и регулировку натяжения цепи. Звездочки на валах устанавливают так же, как и зубчатые колеса. После закрепления звездочки на валу ее следует проверить на радиальное и торцовое биение.
Для правильной работы цепной передачи оси звездочек должны быть параллельны. Параллельность осей звездочек проверяют линейкой, уровнем или другими средствами. При сборке проверяют также относительное смещение зубьев звездочек в плоскости перпендикулярной к их осям.
Длину цепи выбирают в зависимости от расстояния между центрами звездочек. Необходимо предусматривать предварительное провисание ветвей цепи. У работающей цепи провисание ведомой ветви увеличивается, поэтому предварительное провисание для горизонтальных передач с углом до 45° стрела прогиба должна быть не менее f=0,02 A, где А – расстояние между осями звездочек; в передачах близким к вертикальным – f=(0,01 ÷ 0,015) А.
Концы отрезка цепи соединяют при помощи соединительных или переходных звеньев. При монтаже цепи на звездочках для ее стягивания применяют специальные стяжные приспособления.
Измельчение – это процесс механического воздействия на продукт рабочими органами, который приводит к преодолению сил взаимного сцепления и увеличению поверхности твердых материалов.
Измельчение материалов осуществляют путем раздавливания (рис. 1, а), раскалывания (рис. 1,б), истирания (рис. 1, в) и удара (рис. 1, г).
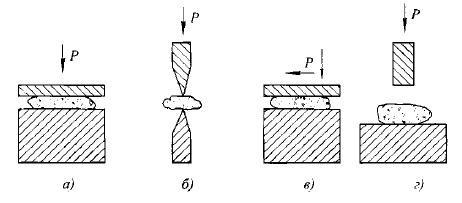
Рисунок 1. Способы измельчения продуктов
При измельчении обычно имеют место несколько сопутствующих видов измельчения. Например, истирание сопровождается раздавливанием, раскалыванием, измельчением при ударе. При истирании материалов образуется большое количество пыли и в ряде случаев имеет место переизмельчение, что иногда недопустимо.
Процессы измельчения разделяются на дробление (крупное, среднее и мелкое), измельчение (тонкое и очень тонкое) и резание. Измельчение осуществляется под действием внешних сил, преодолевающих силы взаимного сцепления частиц материала. При дроблении куски твердого материала сначала подвергаются объемной деформации, а затем разрушаются по ослабленным дефектами (макро- и микротрещинами), сечениям с образованием новых поверхностей. В измельчающих машинах сочетается несколько принципов разрушения зерна. Например, в вальцовых станках и жерновых поставках – сжатие с одновременным сдвигом. В центробежных измельчителях и бичевых машинах – удар и истирание [2,10,18].
Зерно пшеницы относится к коллоидным капиллярно-пористым телам, отдельные части которого (оболочки, эндосперм, зародыш) имеют различную структуру, разные физические и химические характеристики. Поведение зерна в процессе деформации определяется совокупностью упругих, пластических и прочностных свойств. Следовательно, механические свойства зерна определяются их упругими, пластическими и прочностными характеристиками, которые устанавливают при испытаниях на сжатие, сдвиг и растяжение [13].
Различают два вида измельчения: простое измельчение, характерное для одинаковых по своим структурно-механическим свойствам материалов; избирательное измельчение, характерное для материалов, в состав которых входят разные по своим структурно-механическим свойствам составные части, которые при совместном измельчении разрушаются не одинаково [5].
При простом измельчении – все составляющие твердые тело части разрушаются равномерно для получения однородной смеси, при избирательном – твердые тела, неоднородные по составу, разрушаются для извлечения частиц определенного размера. Такой процесс проводят многократно, чтобы достигнуть более полного извлечения частиц требуемого размера. В мукомольном производстве при простых помолах зерна пшеницы и ржи, например, в обойную муку, используют простое измельчение, при сложных помолах для получения сортовой муки высокого качества – избирательное.
При избирательном измельчении, обязательно многократном, процесс строят последовательно. Используя различия структурно-механических свойств составных частей измельчаемого тела, каждую стадию процесса измельчения осуществляют так, чтобы были получены частицы отличающиеся друг от друга теми или иными физическими свойствами. Это в дальнейшем облегчает разделение сыпучей смеси сепарированием на фракции, каждая из которых состоит из частиц более или менее однородных по составу [3].
Таким образом, от правильного построения процесса измельчения зависит рациональное использование сырья, количество и качество получаемых продуктов, производительность измельчающих машин, удельный расход электроэнергии, себестоимость продукции [13].
Совокупность связанных между собой в определенной последовательности операций по переработке зерна в муку называется помолом. В основу классификации помолов (рис. 2) положены следующие признаки: кратность измельчения зерна; степень развитости помола в целом; степень развитости процесса обогащения крупок.
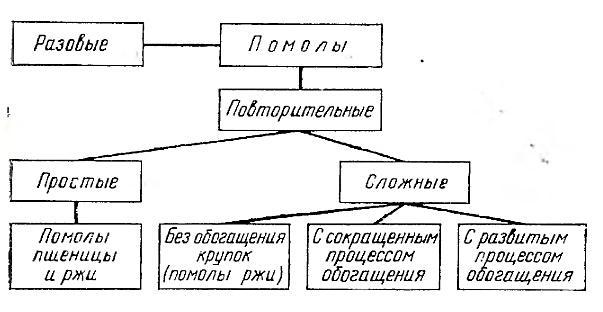
Рисунок 2. Классификация помолов ржи и пшеницы
По первому признаку помолы подразделяются на разовые и повторительные.
А) При разовых помоле муку получают в результате однократного пропуска зерна через измельчающую машину, а при повторительные – в результате многократного и последовательного пропуска продуктов дробления зерна.
Б) Повторительные помолы подразделяются на простые и сложные. Простые отличаются наименее развитым процессом и включают один драной процесс или драной и сокращенный размольный. Сложные помолы более развиты, чем простые, и включают драной и развитый размольный процесс или драной, процесс обогащения, шлифовочный и размольный. Сложные помолы в зависимости от степени развитости процесса обогащения могут быть: без процесса обогащения, с сокращенным процессом обогащения; с развитым процессом обогащения [6,18,19].
Наибольший интерес представляет описание процесса сложного повторительного помола зерна.
Характеристика процесса сложного повторительного помола зерна
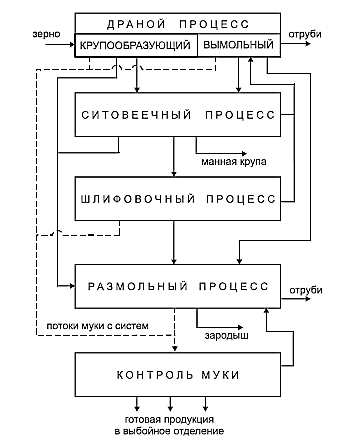
Технологический процесс сортовых помолов пшеницы делят наряд этапов (рис. 3).
Рисунок 3. Технологический процесс сортовых помолов пшеницы
Драной процесс. Драной процесс целесообразно условно разделить на драной крупообразующий и драной вымольный. Для разработки схемы технологического процесса необходимо учитывать задачу каждого его этапа.
Драной крупообразующий процесс. Задача драного крупообразующего процесса состоит в получении максимального количества круподунстовых продуктов с минимальной зольностью. Драной крупообразующий процесс строится из нескольких систем, которые по построению похожи друг на друга. Это позволяет выделить характерные модули этого процесса. Модуль любого процесса – это система технологического процесса, характерная для данного этапа и выполняющая его задачу.
Драной вымольный процесс. Задачей драного вымольного процесса является извлечение из сходовых продуктов оставшейся части эндосперма в виде круподунстовых продуктов второго качества и муки. После драного крупообразующего процесса ресурсы эндосперма в сходовых продуктах незначительны, и из них нельзя получить весь спектр круподунстовых продуктов. Поэтому на системах драного вымольного процесса могут встречаться следующие варианты отбора круподунстовых продуктов:
а) средняя крупка, мелкая крупка, дунст, мука;
б) мелкая крупка, дунст, мука;
в) дунст, мука.
Варианты «а» и «б» могут встречаться на первой драной вымольной системе, вариант «в» характерен для последних драных вымольных систем.
В драном вымольном процессе широко применяются вымольные машины, в которых воздействие рабочих органов на оболочки в сходовых продуктах значительно меньшее, чем в вальцовых станках. Применять вымольные машины можно, начиная с верхних сходов последней крупообразующей системы.
Ситовеечный процесс. Потоки крупок, полученные в драном процессе, неоднородны по своему качественному составу. Так, поток крупок, однородный по крупности, в пределах данной фракции имеет в своем составе частицы, состоящие только из эндосперма, частицы, состоящие из эндосперма со сросшимися с ними оболочками, частицы оболочек с небольшим содержанием эндосперма, а также частицы, состоящие только из оболочек. Разделить эту смесь, однородную по крупности, повторным просеиванием нельзя. Поэтому такие фракции направляют для обогащения на ситовеечные машины.
Из вышеизложенного вытекает задача ситовеечного процесса, которая заключается в отделении от добротных крупок частиц, состоящих из оболочек и частиц оболочек с небольшим содержанием эндосперма.
Шлифовочный процесс. Потоки крупок после обогащения на ситовеечных системах содержат в своем составе частицы эндосперма, а также частицы эндосперма с оболочками. С целью отделения эндосперма от оболочек эти потоки обогащают на шлифовочных системах.
Крупка, содержащая в своем составе оболочку, проходит между размалывающими вальцами с межвальцовым зазором большим, чем толщина оболочек. Это позволяет разрушить эндосперм до круподунстовых продуктов с размерами, меньшими размеров оболочечной частицы, и при последующем сортировании отделить полученные круподунстовые продукты от оболочечных частиц.
На шлифовочных системах могут применяться вальцы с микрошероховатой или рифленой поверхностью. Если применяются вальцы с микрошероховатой поверхностью, то после вальцового станка необходимо измельченный продукт направить на деташеры для дезагрегации слипшихся частиц. Эта операция увеличивает извлечение муки на 10...15%.
После деташеров продукты сортируются на рассевах. Допускается при направлении продуктов на шлифовочные системы объединять потоки крупной и средней крупок, средней и мелкой крупок, мелкой крупки и жесткого дунста после их обогащения на ситовеечных системах. При этом не рекомендуется смешивать продукты первого и второго качества. Сита на шлифовочных системах подбирают в соответствии с заданной крупностью круподунстовых продуктов.
Размольный процесс. Размольный процесс является завершающим этапом сортовых помолов пшеницы. Его задача заключается в получении максимального количества муки высоких сортов.
Размольный процесс разделяется на ряд этапов. На первом этапе проводится размол на трех-четырех размольных системах продуктов первого качества, из которых получают муку высшего сорта. На втором этапе проводится размол на двух-трех размольных системах продуктов второго качества, из которых получают муку высшего и первого сортов. На третьем этапе вымалываются оболочечные продукты, полученные на первых двух этапах. Эти три этапа разделены сходовыми системами, на которые направляют сходовые продукты с систем размола продуктов первого и второго качества.
На рис. 4 приведены основные модули размольного процесса.
Первые четыре модуля предназначены для размольного процесса, оснащенного вальцовыми станками с рифлеными размалывающими вальцами. Модули с пятого по восьмой предназначены для размольного процесса, оснащенного вальцовыми станками с размалывающими вальцами, рабочая поверхность которых микрошероховатая. Для них желательно доизмельчение продукта на энтолейторах (для размольных систем, размалывающих продукты первого качества), на остальных системах эта операция осуществляется при помощи деташеров.
Первый и пятый модули применяют на размольных системах, перерабатывающих продукты первого качества. Второй и шестой – на размольных системах, перерабатывающих продукты второго качества.
Т ретий и седьмой модули применяют на сходовых системах размольного процесса. Четвертый и восьмой применяют на вымольных системах размольного процесса после второй сходовой. Направление на размольные системы крупок и дунстов из драного, ситовеечного и шлифовочного процессов – наиболее сложная задача при разработке схемы технологического процесса [1,5,12,14,15,19].
ретий и седьмой модули применяют на сходовых системах размольного процесса. Четвертый и восьмой применяют на вымольных системах размольного процесса после второй сходовой. Направление на размольные системы крупок и дунстов из драного, ситовеечного и шлифовочного процессов – наиболее сложная задача при разработке схемы технологического процесса [1,5,12,14,15,19].
Рисунок 4. Основные модули размольного процесса
Процесс измельчения в вальцовых станках
Разрушение зерен при измельчении происходит в результате сочетания деформаций сжатия и сдвига. Причем преобладание того или иного типа деформации зависит от отношения скоростей вальцов и взаимного расположения несимметричных рифлей на поверхности вальцов.
Эффективность работы вальцовых станков определяется оптимальным сочетанием трех основных показателей: степенью измельчения зерна или его частиц, производительностью каждой пары вальцов и удельным расходом электроэнергии. Степень измельчения характеризуется уменьшением крупности частиц и оценивается коэффициентом извлечения.
Производительность пары вальцов зависит от их длины, зазора между ними, скорости прохождения измельчаемого продукта и его объемной массы, а также от степени использования зоны измельчения.
Зазор между вальцами устанавливают в зависимости от физико-механических свойств измельчаемого продукта и места в технологической схеме (процессы драной, шлифовочный и размольный). Он колеблется в сравнительно широких пределах — от 0,05 до 1,00 мм. Так, например, на I драной системе номинальный зазор между приваленными невращающимися вальцами должен быть 0,8...1,0 мм; на II драной – 0,6...0,8; на III драной крупной — 0,4...0,6; на III драной мелкой — 0,2...0,4; на IV драной - 0,2...0,3; на размольных системах с рифлеными вальцами — 0,1 ...0,2 мм, а на остальных размольных системах — 0,05 мм.
Для расчета оборудования и общей характеристики процесса измельчения на вальцовых станках вводится нормативный показатель средней удельной нагрузки, который определяют отношением суточной производительности размольного отделения мукомольного завода к общей длине мелющей линии.
На основные показатели эффективности вальцового станка влияют отношение окружных скоростей вальцов (дифференциал) , состояние поверхности, точность зазора по длине вальцов. Увеличение окружных скоростей вальцов при постоянном дифференциале значительно повышает производительность, несколько увеличивает расход энергии и практически не влияет на гранулометрический состав измельченного продукта. Окружная скорость быстровращающихся рифленых вальцов (при номинальном диаметре 250 мм) составляет 5,5...6,0 м/с, а микрошероховатых — 5,2...5,4 м/с.
Большое влияние на качество и производительность вальцового станка оказывает не только величина зазора, но постоянство его размера по всей длине вальцов. Правильную цилиндрическую форму вальцов обеспечивают при шлифовке на специальных шлифовально-рифельных станках. На постоянство величины зазора может оказывать также влияние состояние подшипников, пружин-амортизаторов и шарнирных соединений.
На качество измельчения отрицательно влияет радиальное биение вальцов, которое может быть следствием неправильной геометрической формы, отклонений при запрессовке полуосей, дефектов литья, вызывающих дебаланс. Чем раньше радиальное биение вальцов, тем стабильнее рабочий зазор, выше качество размола, больше износостойкость вальцов. Поэтому технология обработки вальцов обязательно включает их динамическую балансировку на специальном станке.
Важным условием выполнения всех последовательных технологических этапов измельчения зерна является обеспечение заданных параметров рифленой и микрошероховатой поверхностей вальцов, которые для каждой технологической системы рекомендованы правилами и учтены в форме исполнения вальцовых станков. Рифли нарезают на шлифовально-рифельном станке, а микрошероховатую поверхность наносят струей сжатого воздуха и абразивного материала на станке со специальным пескоструйным устройством [9,16].
Расчет вальцовых станков и выбор лучшего
При производстве муки процесс измельчения зерна и промежуточных продуктов является одним из главных, так как в значительной мере влияет на выход и качество готовой продукции. Измельчение зерна – одна из наиболее энергоемких операций.
Вальцовые станки предназначены для измельчения зерна и промежуточных продуктов злаковых культур на мукомольных и крупяных предприятиях. Измельчение осуществляется в клиновидном пространстве, образованном поверхностями двух цилиндрических параллельных вальцов, вращающихся с различными скоростями навстречу другу. Зерно разрушается в результате деформации сжатия и сдвига [8,10,16].
При выборе оборудования и общей характеристики процесса измельчения на вальцовых станках вводится нормативный показатель средней удельной нагрузки, который определяют отношением суточной производительности размольного отделения мукомольного завода к общей длине мелющей линии [2].
Для сравнения и выбора лучшего взяты четыре вальцовых станка: ЗМ2, БВ2, ВМ2П, А1-БЗН и ВС.1000, расчет которых представлен ниже.
В таблице 1 даны технические характеристики вальцовых станков.
Таблица 1
Техническая характеристика вальцовых станков
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
На измельчение зерна в вальцовом станке оказывают влияние многие взаимосвязанные факторы, важнейшие из которых технологические свойства зерна, геометрические и кинематические параметры вальцов, удельная нагрузка на вальцы.
Важное значение имеют кинематические и геометрические параметры, главные из которых: межвальцовый зазор, уклон рифлей, взаиморасположение рифлей, плотность их нарезки, окружная и относительная скорость вальцов.
Величина межвальцового зазора при измельчении различных продуктов колеблется в сравнительно широких пределах (от 0,05 до 2 мм). Зазор устанавливают в зависимости от необходимой степени измельчения зерна и его частиц. Увеличением или уменьшением величины зазора можно изменить степень измельчения продукта, которую оцениваю
Низкий режим» измельчения на вальцовом станке возможен при подъеме нижнего вальца к верхнему — т.е. происходит интенсивное измельчение, а «высокий режим» измельчения при его опускании (удалении) вниз от верхнего вала.
Рифли на вальцах располагают не параллельно образующей вальца (цилиндра), а под некоторым углом, величину которого (уклон) принято измерять в процентах. Увеличение угла наклона рифлей способствует повышению интенсивности измельчения. В зависимости от характеристики поступающего в вальцовый станок продукта и конкретной технологической задачи уклон выбирают в пределах 4-20%. Большие уклоны рифлей применяют для твердой пшеницы, при сортовых помолах ржи и обойных помолах. Плотность нарезки рифлей зависит от типа помола.
С уменьшением размера измельчаемых частиц плотность нарезки рифлей возрастает, Число рифлей на 1 см длины окружности вальца, в зависимости от решаемой технологической задачи, принимают 4-16, при этом шаг рифлей, т.е. расстояние между вершинами двух соседних рифлей находится в пределах от 0,6 до 2,5 мм, который измеряется по окружности. Количество рифлей на 1 см длины окружности вальца определяет степень измельчения продукта.
Иногда на завершающем этапе размола промежуточных продуктов в муку предусматривают установку станков с вальцами, имеющими микрошероховатую поверхность. Следует отметить, что эффективность микрошероховатых вальцов по количественным показателям ниже рифленых, однако качество извлекаемой муки при этом повышается, так как снижается степень измельчения имеющихся оболочек и вероятность попадания их в муку уменьшается.
Отношение окружных скоростей вальцов (К) также влияет на технологическую эффективность работы станка: при увеличении отношения, с одной стороны, возрастает степень измельчения, что указывает на более интенсивное измельчение оболочек. С увеличением этого отношения расход электроэнергии возрастает. Значение К находится обычно в пределах от 1,0 до 3,0. На практике принято при развитых схемах помола пшеницы устанавливать К на драных системах — 2,5, на шлифовочных и размольных — 1,5.
Одними из основных факторов, влияющих на эффективность работы вальцового станка, является равномерность зазора между мелющими вальцами и качество рифлей, включая правильность выбора шага, уклона.
Для придания правильной геометрической формы рабочей поверхности вальцов перед нарезкой рифлей их необходимо тщательно прошлифовать. Шлифовку вальцов и нарезку рифлей производят на специальных шлифовально-рифельных станках. В шлифовально-рифельном станке сочетаются механизмы круглошлифовального станка для шлифовки рабочей поверхности вальцов и продольно-строгального станка со специальным делительно-уклонным механизмом для нарезки рифлей. Вальцы шлифуют при равномерном вращательном движении шлифовального круга и равномерном возвратно-поступательном движении вальцов вдоль оси.
Рифли нарезают при равномерном поступательном движении вальца вдоль оси и равномерном повороте вальца в течение рабочего хода на угол, соответствующий продольному уклону рифлей. В течение холостого хода осуществляется поворот вальца на угол, соответствующий продольному уклону рифли и круговому ее шагу. Глубину нарезания рифлей регулируют поперечной подачей резца, которая определяется шагом рифлей.
Для расчета производительности пары вальцов Q (кг/сут.) часто применяют упрощенную зависимость:
Последовательное включение агрегатов и машин мельницы рабочее состояние.
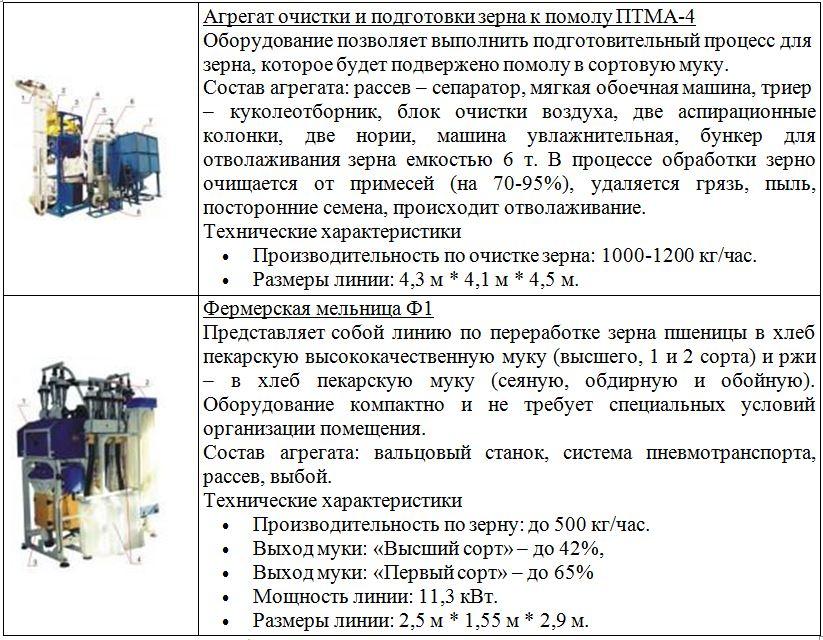
Пуск стержневой мельницы
При включении стержневой мельницы в работу необходимо убедиться:
- в наличии ограждений и заземлений;
- в отсутствии посторонних предметов и людей в районе запускаемой мельницы;
- убедиться в поступлении масла на коренные подшипники;
- проверить крепление брони, коронных подшипников, анкерных болтов, крепление муфты;
- убедиться в поступлении маточника в мельницу, на дуговые сита предварительной классификации;
- проверить смазку зубчатой передачи, смазку подшипников подвенцовой шестерни;
- проверить состояние бутары и разгрузочной течки;
- проверить состояние дуговых сит и питающего трубопровода, всех трубопроводов отделения измельчения;
- проверить состояние лент дозаторных конвейеров, барабанов, подшипников, наличие смазки в редукторах;
- после того, как флотаторщик откроет подачу масточника на секцию, включить мельницу;
- после того, как оператор пульта управления СОФ включит питатели и подаст рудную нагрузку, отрегулировать подачу продуктов в мельницу.
7.4.2 Остановка стержневой мельницы:
- выработать бункера;
- после остановки питателей и насосов на отметке минус 3,6 м проработать маточником мельницу в течение 5 минут;
- остановить мельницу выключателем на пульте местного управления.
7.4.3 Запуск узла обесшламливания первой и пятой стадий:
- открыть маточник на флотосекцию;
- включить электродвигатели приводов мешалок контактных чанов КЧ-1 и КЧ-2, убедиться в правильном вращении мешалки;
- получив сообщение от оператора ПУ СОФ о включении в работу насоса «Хаберман», визуально проверить поступление песков гидроциклона СВП-710 в приемную емкость и отрегулировать уровень в ней, задав уровень с пульта управления флотосекций;
- включить насос;
- убедиться в отсутствии «крупняка» в сливе гидроциклонов СВП-710, СВП-500, подать депрессор в КЧ-1 амин в КЧ-2;
- отрегулировать визуально путем подачи маточника уровень в контактном чане КЧ-1, не допуская перелива.
7.4.4 Остановка оборудования узла обесшламливания первой и пятой стадий:
- выработать оборудование секции на маточнике;
- закрыть маточник;
- остановить блок-насос;
- освободить контактный чан КЧ-1;
- остановить мешалку контактного чана КЧ-1;
- освободить контактный чан КЧ-2;
- остановить мешалку контактного чана КЧ-2;
- освободить приемную емкость.
7.4.5 Запуск машины МПМ-45 (МПМ-30):
- закрыть аварийный клапан для выпуска камерного продукта;
- проверить надежность крепления ограждения привода;
- включить электродвигатель привода МПМ, убедиться в правильном вращении аэратора;
- открыть задвижку подачи сжатого воздуха в аэратор;
- открыть задвижку на трубопроводе питания в МПМ;
- отрегулировать разгрузку камерного продукта, сообразуя её с характером пеносьема (пеносьем не должен быть быстрым);
- отрегулировать расход флокулянта, оценивая визуально, пена должна быть темной,насыщенной;
- подать маточник на смыв пены в желоб.
7.4.6 Остановка машины МПМ производится в обратном пуску порядке.
7.4.7 Запуск флотомашины ФКМ-6,3КС:
- закрыть аварийные выпуски;
- включить электродвигатели блоков, убедиться в правильном их вращении;
- подать в машину маточник и питание;
- отрегулировать расход депрессора и амина по нагрузке на секцию;
- отрегулировать шиберами уровни в камерах флотомашины;
- запустить в работу блок-насос для перекачки хвостов.
7.4.8 Остановка флотомашины ФКМ-6,3КС:
- снять питание с флотомашины;
- перекрыть подачу реагентов (депрессора и амина);
- выработать машину в течение 10-15 мин., промывая маточником;
- перекрыть подачу маточника в машину;
- остановить блок-насос;
- остановить электродвигатели блоков;
- при необходимости открыть аварийные выпуска и освободить машину от продукта.
Стабилизация компонентного состава помольной смеси. Установка стабилизаторов потока под силосами неочищенного зерна позволяет формировать смесь в мельнице, в непрерывном режиме, по весу, а не по объему, со стабильным процентным содержанием компонентов.
Стабилизация времени отволаживания зерна и процентного соотношения потоков на всех этапах в любых схемах ГТО вплоть до 1-й драной системы. Для этого стабилизаторы потоков из силосов формирования смеси и 1-го отволаживания через систему дистанционного автоматизированного управления взаимодействуют с датчиками верхнего уровня зерна соответственно в силосах 1-го и 2-го отволаживания. Силосы постоянно заполнены доверху, а зерно из них выпускается с постоянной производительностью. Остается только напомнить, что время отволаживания есть время прохождения зерна по силосу и определяется как частное от деления постоянной массы зерна в силосе на постоянную же производительность выпуска.
Стабилизация эффективности работы зерноочистительного оборудования на максимальном уровне. Постоянные нагрузки на маршруты очистки и увлажнения зерна позволяют правильно настроить и длительно сохранять оптимальные кинематические и пневматические параметры машин, сведя к минимуму недосевы, пересевы и уносы.
Гомогенизация смеси при стабилизированном параллельном выпуске зерна из силосов формирования и отволаживания. Этот простой, но очень эффективный технологический прием, невозможный без стабилизаторов потока, существенно уменьшает колебания во времени всех средневзвешенных показателей качества смеси, в том числе и влажности.
Стабилизация увлажнения зерна. Решающую роль здесь играет стабильная нагрузка на увлажнительные машины и уже упомянутая гомогенизация помольной смеси. Как показывает практика, на мельницах, оснащенных стабилизаторами потока и простейшими средствами настройки увлажнения, размах колебаний влажности перед 1-й драной системой обычно не превышает +/-0.3 %, а это в 3 – 4 раза меньше, чем на мельницах, где выпуск из силосов не стабилизирован. Подчеркнем, что такой эффект достигается без применения поточных влагомеров и сложной автоматики дозирования воды!
Что представляет собой современный стабилизатор потока зерна и чем заменить сегодня УРЗ на российских мельницах?
Современный комплект оборудования мукомольного завода включает в себя устройства для автоматической стабилизации весового расхода зерна, как неотъемлемый элемент технологии. Отличаясь конструктивными подробностями, марками электроники и видом применяемых приводов, все стабилизаторы, без исключения, устроены по схеме, показанной на рис. 1. В общем корпусе работают: измерительная часть – плоский или изогнутый лоток на датчике силы (как правило – тензометрическом) воспринимает давление струи зерна, пропорциональное весовому расходу, и исполнительная часть – регулирующая заслонка с профилированным отверстием, снабженная пневматическим или электрическим приводом, изменяет подачу на лоток.
Регулирующий преобразователь формирует сигнал расхода, сравнивает его величину с заданием и устраняет расхождение, меняя положение заслонки с помощью привода.
Построенное по такой схеме устройство относится к классу весовых дозаторов непрерывного действия. Назначение непрерывного дозатора – поддержание постоянного весового расхода, т.е. стабилизация производительности потока. Современный дозатор, в отличие от УРЗ, имеет нормированные метрологические характеристики и индикатор текущей производительности, способен общаться с удаленным компьютером по информационным и физическим каналам связи. Дистанционно можно включать и выключать подачу зерна, изменять задание по расходу, контролировать текущий расход, показания счетчика массы прошедшего продукта, диагностировать состояние дозатора и т.д.

Готовая продукция муки отрубей взвешивание зашивка мешков.
КОНТРОЛЬНОЕ ВЗВЕШИВАНИЕ ПРОДУКЦИИ В МЕШКАХ НА МИНИМЕЛЬНИЦАХ
Полуавтоматические весы весовыбойных аппаратов относят к классу точности 0,25. Например, при взвешивании муки порциями по 50 и 70 кг на весовыбойном аппарате погрешность каждого отвеса для указанных порций должна быть не более 0,25%, т.е. соответственно ±125 и ±175 г. Погрешность среднего арифметического значения из десяти отвесов должна быть не более 0,1%, т.е. соответственно по ±50 и ±70 г.
Мешки с продукцией подвергают контрольному взвешиванию чаще всего на обычных товарных платформенных гирных или циферблатных весах, рассчитанных на максимальную нагрузку 100-150 кг.
Методика вычисления погрешностей взвешивания состоит в следующем.
Перед проверкой полуавтоматические весы весовыбойного аппарата регулируют на взвешивание заданной порции, например 50 кг. Отбирают пустые мешки, предназначенные для упаковки порций продукта при контрольном взвешивании, и группируют их в партии по 10 штук. На технических весах взвешивают каждый мешок в отдельности, т.е. в порядке нумерации, мешки заполняют на весовыбойном аппарате и после зашивки взвешивают на контрольных весах для определения действительного значения каждой порции. Результаты заносятся в таблицу. В табл. 37 приведен пример контрольного взвешивания порций муки 50 кг на весовыбойном аппарате.
Средняя масса десяти порций составила 500240 : 10=50024 г.
Алгебраическая погрешность из десяти отвесов составляет (24 х 100) : 50000 = 0,048 % при норме 0,1%. Масса самой большой порции превышает номинальную на 120 г, или на 0,2%, а самой малой — ниже номинальной на 120 г, или 0,24%, при норме ±0,25%. Следовательно, весы работают удовлетворительно в пределах установленных норм отклонений.
Таблица 1 Пример контрольного взвешивания порций муки на весовыбойном аппарате
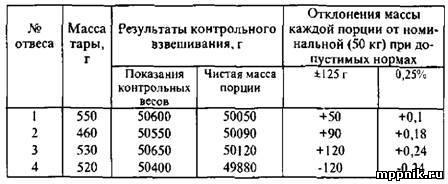
Хранение муки в промышленных масштабах. Как это происходит?
Мука представляет собой один из наиболее распространенных продуктов, поскольку она служит основой для производства хлеба, кондитерских и массы других изделий. Поскольку к пищевым продуктам выдвигаются повышенные требования, то и для базовых материалов в процессе их изготовления применяются те же правила.
В промышленных масштабах одну из решающих ролей играет правильное хранение муки, поскольку именно этот параметр определяет итоговое качество продукта, который потом идет на производство тех или иных товаров. Для того, чтобы систематизировать все знания касаемо правильного складирования и хранения, даже проводились полноценные научные изыскания. За их счет удалось определить несколько фундаментальных параметров:
Температура хранения. Этот показатель варьируется в диапазоне +5-15 градусов по Цельсию, если речь идет о традиционном временном складировании. В том случае, когда необходимо максимально продлить срок сохранности, в помещении должна сохраняться температура порядка 0 градусов. Следует отметить, что эксперты допускают временное хранение на срок до 3 месяцев при температуре вплоть до +25 градусов, соблюдая при этом уровень влажности внутри помещения. Резкие температурные скачки также считаются недопустимыми, поскольку из-за них появляется конденсат, в котором потом активно развиваются бактерии и плесень.
Уровень влажности. Согласно полученным данным, этот показатель не должен превышать 70%, а идеальным считается показатель в 60 процентов. При этом меньше не значит лучше. Слишком сухой воздух также негативно сказывается на качестве муки — она начинает сохнуть и теряет свою массу. Также при излишней сухости более активно происходят некоторые окислительные процессы, которые могут отрицательно сказаться на качестве. По этому параметру требования к хранению муки максимально строгие и должны соблюдаться неукоснительно.
Уровень освещения. Мука очень плохо реагирует на прямой солнечный свет, поэтому помещение для складирования должно быть максимально защищенным от его воздействия. Если же обеспечить такое хранение по ряду причин невозможно, следует обеспечить складирование муки в непрозрачной таре, которая будет соответствовать всем необходимым требованиям. Чаще всего для этого используют полипропиленовые мешки или пленки из других видов безопасных полимеров.
Все эти параметры установлены за счет научных лабораторных изысканий, которые проводились длительное время именитыми учеными, поэтому их результаты не вызывают никаких сомнений.
Подготовка к складированию
Следует понимать, что хранение в промышленных масштабах принципиально отличается от тех условий, которые доступны каждому человеку в рамках собственной кухни. Именно поэтому особое внимание уделяется предварительному контролю качества продукции, который выполняется по ряду параметров:
отсутствие любых примесей в составе продукта;
однородность и равномерность субстанции;
отсутствие насекомых и других вредителей;
правильный цвет в зависимости от ее класса;
надлежащая температура хранения муки.
Если всем этим параметрам продукт соответствует выдвинутым требованиям, то он допускается к последующему хранению. Примечательно, что именно на этапе первичного складирования мука становится более светлой за счет своего дозревания. Происходит это ввиду протекания в ней газообменных процессов, которые влияют не только на смену цвета, но и на уровень количества содержащейся в ней клетчатки, который постоянно растет.
В этот период мука «дышит», за счет чего в ней появляется большое количество микроорганизмов. Это одна из причин того, что именно в это время необходимо тщательно следить за показателями температуры и влажности с целью обезопасить продукт от порчи. В правильных условиях хранения мука сохраняет свои первоначальные свойства и долго может избегать рисков старения, которые напрямую влияют на итоговое качество продукта, доступного для каждого человека на полках магазинов.
В промышленных масштабах существует два основных способа складирования:
Хранение муки в мешках. Этот вариант используют в тех случаях, когда объем ее незначителен. При этом сами мешки складируют рядами, по несколько штук друг на друга. Такое часто можно наблюдать на хлебопекарных предприятиях, где продукция хранится достаточно короткий промежуток времени. При соблюдении надлежащей температуры и влажности этот метод вполне соответствует необходимым требованиям и позволяет изготавливать из него различную продукцию с минимальными рисками потери качества.
Бестарное хранение. Такая методика применяется в крупной промышленности и во многом напоминает принцип зернохранилища. Для обеспечения надлежащего хранения используется колоссальное количество инструментов, начиная с силосов для складирования и заканчивая системами кондиционирования, температурными датчиками и линиями автоматической загрузки и выгрузки. В этом случае обеспечиваются безупречные условия, поэтому срок сохранности продукции достигает своего возможного максимума.
При бестарном хранении при соблюдении температурного режима и контроля уровня влажности срок хранения муки может достигать двух лет, что практически в два раза больше, чем при традиционном складировании в мешках или более мелкой таре.
РАССЕВЫ
Самобалансирующийся рассев ЗРШ4-4М выполнен в виде четырехприемного корпуса в виде шкафа, подвешенного при помощи кронштейнов 2 (рис. 7.1) на четырех подвесках 9 из стального троса к специальной раме потолочного перекрытия производственного помещения. Концы подвесок с помощью клиньев крепят в замках 11, установленных на несущих балках 10 корпуса рассева.
Над корпусом рассева установлены на штангах 3 приемные устройства 4. Штанги крепят к потолочной раме державками 7. Под корпусом на полу установлен блок патрубков 16 и 17. Патрубки 18

Рис. 7.1. Рассев ЗРШ4-4М:
/ — державка; 2 — кронштейн; 3 — штанга; 4 — приемное устройство; 5 — электродвигатель; 6— балансир; 7— колсбатель; 8— кронштейн; 9 — подвеска; 10— несущая балка; 11 — замок; 12— корпус; 13— иссушая рама; 14— ограждение; 15, 19— матерчатые рукава; 16, 17— блок патрубков; 18 — патрубок
приемного устройства и напольные патрубки соединяются с патрубками корпуса матерчатыми рукавами 15 и 19.
Ситовые корпуса приводятся в круговое поступательное движение от электродвигателя 5, закрепленного на кронштейне 8, и де- балансного колебателя 7 с балансирами 6, закрытыми ограждением 14. Корпус имеет несущую раму 13.
Шкаф рассева (рис. 7.2) состоит из несущей рамы 12, к которой крепятся четыре секции 7, днище 14, крышка 2, обшивка. Рама, днище, крышка, каркасы секций рассева спереди закрыты дверями 8, а сзади — перепускными коробками 6, 11, 13'и стенками 10. На направляющих в секциях установлено по 18 ситовых рам 5 с поддонами 4. В ячейках рам размещены очистители 3.
Над каждой секцией на крыше шкафа расположены питатели 1. На боковинах шкафа закреплены балки. Внизу со стороны дверей также предусмотрены балки 9, увеличивающие прочность шкафа и одновременно служащие опорами для дверей. На дне корпуса установлены транспортирующие коробки и выпускные патрубки. Рама шкафа сварная, состоит из стальной трубы с фланцами под корпуса подшипников балансирного механизма и четырех перегородок, к которым крепят крышку, днище, каркасы секций, обшивку.
Каркас секции представляет собой две панели, соединенные между собой связями. Каждая панель состоит из двух стоек, к которым привернуты направляющие для рам. К стойкам приклепаны стальные уголки и лапки для прочного крепления секции в шкафу. В стойках установлены также по две деревянные заглушки, которые расположены между двумя стойками и позволяют перекрывать боковой канал секции. В зависимости от исполнения панели перекрыт в панели может быть одна, две или их может вообще не быть.
Ситовые рамы изготовляют из деревянных брусков, которые разделяют их на четыре ячейки. В них вставляют вкладыши, представляющие собой коробку с перфорированным дном. Боковины коробки не имеют отверстий и служат для защиты деревянных частей рамы от износа их очистителями. Вкладыши лапками вставляются в прорези поперечных брусков рамы. Очистители сит вставляют во вкладыши перед набивкой сит на мукомольном предприятии. Поддоны ситовых рам сделаны в двух исполнениях: односкатные и двускатные. В односкатных поддонах боковые окна выполнены с одной стороны, в двускатных — с обеих. На

Рис. 7.2. Шкаф рассева ЗРШ4-4М:
1 — питатель; 2— крышка; 3 — очиститель; 4 — поддон; 5 — ситовая рама; 6, 11, 13 — перепускные коробки; 7— секция; 8 — дверь; 9— балка; 10— стенка; 12 — иссушая рама; 14 — днище нижней плоскости поддона закреплены угольники для фиксации поддона в секции шкафа, выемки поддона с рамой из секции, а также для придания ему необходимой жесткости.
— питатель; 2— крышка; 3 — очиститель; 4 — поддон; 5 — ситовая рама; 6, 11, 13 — перепускные коробки; 7— секция; 8 — дверь; 9— балка; 10— стенка; 12 — иссушая рама; 14 — днище нижней плоскости поддона закреплены угольники для фиксации поддона в секции шкафа, выемки поддона с рамой из секции, а также для придания ему необходимой жесткости.
Корпус рассева приводится от электродвигателя через клиноременную передачу. Частоту колебаний ситового корпуса изменяют путем установки сменного шкива соответствующего диаметра. В комплект рассева входят два приводных шкива с расчетными диаметрами 145 и 160 мм. Шкив диаметром 145 мм установлен на рассеве, а шкив диаметром 160 мм находится в ящике с запасными частями. Натяжение ремней осуществляют перемещением электродвигателя по пазам кронштейна при помощи натяжных болтов. Устройство дебалансного колебателя показано на рис. 7.3.
Питатели, установленные на крыше шкафа, служат для равномерного распределения исходного продукта на три ситовые рамы и состоят из штуцера, закрепленных на нем конуса и диска с тарелкой. На диске сделано 12 отверстий для прохода продукта. С помощью скатов, расположенных на штуцере, площадь отверстий, а следовательно, и поступающий продукт делятся на три равные части.
Приемное устройство, предназначенное для подачи в корпус рассева продуктов размола зерна и аспирации, состоит из рамы,
Рис. 7.3. Дебалансиый колебатель:
1 — балансир; 2, 3 — грузы; 4 — шкив; 5, 7— верхний и нижний подшипники; 6 — вал

Рис. 7.4. Технологические схемы рассева ЗРШ4-4М:
а — схема NH; ? — схема N? 2; в — схема № 3; г — схема N? 4
двух приемных коробок и патрубков. Исходный продукт из приемных коробок попадает в питатели, которые распределяют его на три потока, каждый из которых поступает на ситовую раму. При движении продукта по ситам, совершающим круговое поступательное движение в горизонтальной плоскости, продукт сортируется по размерам частиц. Движение продуктов, получаемых в результате сортирования, зависит от технологической схемы. Фракции продукта выводятся из корпуса через выпускные патрубки.
Секция рассева может быть изготовлена по одной из четырех технологических схем, обеспечивающих сортирование всех промежуточных продуктов при сортовом и обоечном помолах:
схема № 1 (рис. 7.4, а) для I...IV драных крупных, 1-й и 2-й шлифовочных систем предусматривает две проходовые и три сходовые фракции;
схема № 2 (рис. 7.4, б) для IV драной мелкой, VI драной, сортировочной, 4-...10-й размольных, вымольной, сходовой, 3-й, 4-й шлифовочных систем предусматривает две проходовые и две схо- довые фракции;
схема № 3 (рис. 7.4, в) для l-...З-й размольных систем и контроля муки предусматривает две проходовые и одну сходовую фракции;
схема № 4 (рис. 7.4, г) для обойного помола предусматривает две проходовые и одну сходовую фракции.
В зависимости от порядка расположения секций определенных технологических схем рассевы изготовляют в семи основных исполнениях. Кроме того, по заказу потребителей завод-изготовитель может дополнительно поставить комплект сменных частей, установка которых дает возможность получить требуемое исполнение рассева.
Один комплект содержит набор сменных частей на одну секцию. Для перевода комплекта одной схемы на другую пользуются следующими данными:
| комплект | схема | схема, на которую заменяют |
| № 1 | № 1 | № 2 |
| №2 | № 1 | № 3 |
| №3 | № 2 | № 1 |
| №4 | № 2 | № 3 |
| N9 5 | №3 | № 1 |
| № 6 | №3 | №2 |
Во время работы рассева особое внимание следует обращать на равномерную загрузку всех секций, герметичность кузова, отсутствие подсора одной фракции в другую, очистку сит, эффективность аспирации, отсутствие посторонних шумов.
Радиус траектории круговых колебаний в горизонтальной плоскости корпуса рассева изменяют путем снятия или добавления сменных грузов на балансирах. При этом необходимо, чтобы масса и расположение грузов на верхнем и нижнем балансирах были одинаковыми.
При обслуживании рассева запрещается пускать в работу рассев со снятыми ограждениями, неплотно закрытыми дверями, недостаточно закрепленными балансирами и поврежденными тросовыми подвесками (более 10 % проволочек). Также запрещается останавливать рассев в период разбега, снимать или устанавливать балансиры без такелажных приспособлений, выполнять ремонтные работы, очищать движущиеся части до полной остановки рассева, а также надевать приводные ремни и находиться на расстоянии менее 0,5 м от корпуса рассева.
Основные технические данные рассевов типа ЗРШ приведены в табл. 7.2.
7.2. Основные технические данные рассевов
| Показатель | ЗРШ4-4М | ЗРШ6-4М |
| Техническая производительность | 15,6 | 23,5 |
| на I драной системе, т/ч Число секций (приемов) | 4 | 6 |
| Размеры ситовых рам, мм | 400x800 | 400x800 |
| Общая полезная площадь сит, м2 | 18 | 27 |
| Радиус круговых колебаний, мм | 47, 40 | 47, 40 |
| Частота круговых колебаний, мин-1 | 220; 240 | 220; 240 |
| Показатель | ЗРШ4-4М | ЗРШ6-4М |
| Расход воздуха на аспирацию, м3/ч | 720... 1020 | 960...1440 |
| Мощность электродвигателя, кВт Габаритные размеры, мм: | 4 | 4 |
| длина | 2430 | 3090 |
| ширина | 1440 | 2020 |
| высота до приемной доски | 2370 | 2370 |
| Масса, кг | 1920 | 3050 |
Во время работы рассева ЗРШ4-4М могут возникнуть неисправности. Нагрев корпуса подшипника вызывается отсутствием смазки или попаданием в подшипник пыли и грязи. Необходимо промыть подшипники и заправить их новой смазкой. Разбрызгивание смазки из корпуса подшипника устраняют заменой манжеты или постановкой на место пружины. Подпор рассева продуктом может быть вызван его перегрузкой или недостаточным радиусом круговых колебаний при данной частоте вращения балансира. Неисправность устраняют увеличением радиуса круговых колебаний рассева или доведением нагрузки до значения, соответствующего паспортному.
Наличие в сходах большого количества недосева может быть вызвано перегрузкой рассева, износом очистителей, порывом сит, срывом прокладок. Необходимо снизить нагрузку, заменить изношенные очистители. Подсоры в проходовых фракциях устраняют заменой порванных сит новыми. Чтобы избежать пыления рассева, необходимо обеспечить плотное прилегание дверей, улучшить аспирацию. В случае повышенного нагрева электродвигателя, вызванного его перегрузкой или витковым замыканием в обмотке, устраняют перегрузку или заменяют электродвигатель.
Шестиприемный самобалансирующийся рассев ЗРШ6-4М выполнен в виде цельнометаллического корпуса, подвешенного при помощи кронштейнов 2 (рис. 7.5) к специальной раме потолочного перекрытия на четырех тросовых подвесках 6, концы которых крепят в замках 17, установленных на несущих балках 11 корпуса с помощью клиньев.
Приемно-распределительные и выпускные устройства рассева ЗРШ6-4М аналогичны рассеву ЗРШ4-4М. Ситовой корпус включает балансирный механизм 10, два шкафа 1 и 9, боковые 11, верхние 16 и нижние 18 балки.
Шкаф рассева состоит из трех секций, соединенных при помощи днища, крыши, обшивок, перегородок, рамок и балок в жесткую коробчатую конструкцию, которая спереди закрывается дверями, а сзади — перепускными коробками и стенками. По конструкции секций, ситовых рам, дверей рассев ЗРШ6-4М не отличается от рассева ЗРШ4-4М.














Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!
Полезное для учителя

Реализация образовательных программ осуществляется с применением исключительно электронного обучения и ДОТ


