
Россия, Георгиевск


СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока

Была в сети 09.10.2022 10:26

Лопаткина Надежда Викторовна
преподаватель специальных дисциплин, мастер производственного обучения
62 года
Местоположение
Специализация
Курс лекций по ЭК.02 Основы технологии металлообработки . Лекция 12 "Сверление,зенкование, зенкерование и развертывание отверстий"
Категория:
Технология
12.10.2021 12:01

Просмотр содержимого документа
«Курс лекций по ЭК.02 Основы технологии металлообработки . Лекция 12 "Сверление,зенкование, зенкерование и развертывание отверстий"»
5.1.Сверление,зенкование, зенкерование и развертывание отверстий
1. Сверление и рассверливание
2. Технология и приемы сверления
Сверление — вид механической обработки материалов резанием, при котором с помощью специального вращающегося режущего инструмента (сверла) получают отверстия различного диаметра и глубины, или многогранные отверстия различного сечения и глубины.
Назначение сверления
Сверление — необходимая операция для получения отверстий в различных материалах при их обработке, целью которой является:
Изготовление отверстий под нарезание резьбы, зенкерование, развёртывание или растачивание.
Изготовление отверстий (технологических) для размещения в них электрических кабелей, анкерных болтов, крепёжных элементов и др.
Отделение (отрезка) заготовок из листов материала.
Ослабление разрушаемых конструкций.
Закладка заряда взрывчатого вещества при добыче природного камня.
Станки и инструменты для сверления отверстий
Сверление цилиндрических отверстий, а также сверление многогранных (треугольных, квадратных, пяти- и шестигранных, овальных) отверстий выполняют с помощью специальных режущих инструментов — свёрл. Свёрла в зависимости от свойств обрабатываемого материала изготавливаются нужных типоразмеров из следующих материалов:
Углеродистые стали (У8, У9, У10, У12 и др): Сверление и рассверливание дерева, пластмасс, мягких металлов.
Низколегированные стали (Х, В1,9ХС,9ХВГ и др): Сверление и рассверливание дерева, пластмасс, мягких металлов. Повышенная по сравнению с углеродистыми теплостойкость (до 250 °C) и скорость резания.
Быстрорежущие стали (Р9, Р18, Р6М5, Р9К5 и др): Сверление всех конструкционных материалов в незакалённом состоянии. Теплостойкость до 650 °C.
Свёрла, оснащенные твёрдым сплавом, (ВК3, ВК8, Т5К10, Т15К6 и др): Сверление на повышенных скоростях незакалённых сталей и цветных металлов. Теплостойкость до 950 °C. Могут быть цельными, с напайными пластинами, либо со сменными пластинами (крепятся винтами)
Свёрла, оснащённые боразоном: Сверление закалённых сталей и белого чугуна, стекла, керамики, цветных металлов.
Свёрла, оснащённые алмазом: Сверление твёрдых материалов, стекла, керамики, камней.
Операции сверления производятся на следующих станках:
Вертикально-сверлильные станки: Сверление — основная операция.
Горизонтально-сверлильные станки: Сверление — основная операция.
Вертикально-расточные станки: Сверление — вспомогательная операция.
Горизонтально-расточные станки: Сверление — вспомогательная операция.
Вертикально-фрезерные станки: Сверление — вспомогательная операция.
Горизонтально-фрезерные станки: Сверление — вспомогательная операция.
Универсально-фрезерные станки: Сверление — вспомогательная операция.
Токарные станки: Сверло неподвижно, а обрабатываемая заготовка вращается.
Токарно-затыловочные станки: Сверление — вспомогательная операция. Сверло неподвижно.
Агрегатном станке.
Токарно-револьверные станки: Сверление — вспомогательная операция. Сверло может быть неподвижно (статический блок) или вращаться (приводной блок)
И на ручном оборудовании:
Механические дрели: Сверление с использованием мускульной силы человека.
Электрические дрели: Сверление на монтаже переносным электроинструментом (в том числе ударно-поворотное сверление).
перфораторы
Для облегчения процессов резания материалов применяют следующие меры:
Охлаждение: Смазочно-охлаждающие жидкости и газы(вода, эмульсии, олеиновая кислота, углекислый газ, графит и др.)
Ультразвук: Ультразвуковые вибрации сверла увеличивают производительность и дробление стружки.
Подогрев: Подогревом ослабляют твёрдость труднообрабатываемых материалов.
Удар: При ударно-поворотном сверлении (бурении) камня, бетона.
Виды сверления
Сверление цилиндрических отверстий.
Сверление многогранных и овальных отверстий.
Рассверливание цилиндрических отверстий (увеличение диаметра).
Центровка: высверливание небольшого количества материала для позиционирования другого сверла (например, при глубоком сверлении) или для фиксирования детали задним центром.
Глубокое сверление: Сверление на глубину 5 и более диаметров отверстия. Часто требует специальных технических решений.
Охлаждение при сверлении
Большой проблемой при сверлении является сильный разогрев сверла и обрабатываемого материала из-за трения. В месте сверления температура может достигать нескольких сотен градусов Цельсия.
При сильном разогреве материал может начать гореть или плавиться. Многие стали при сильном разогреве теряют твердость, в результате режущие кромки стальных свёрл быстрее изнашиваются, из-за чего трение только усиливается, что в итоге приводит к быстрому выходу свёрл из строя и резкому снижению эффективности сверления. Аналогично, при использовании твердосплавного сверла или сверла со сменными пластинами, твердый сплав при перегреве теряет твердость, и начинается пластическая деформация режущей кромки, что является нежелательным типом износа.
Для борьбы с разогревом применяют охлаждение с помощью охлаждающих эмульсий или смазочно-охлаждающих жидкостей (СОЖ). При сверлении на станке часто возможно организовать подачу жидкости непосредственно к месту сверления. Подача охлаждающей жидкости также может осуществляться через каналы в самом сверле, если это позволяет станок. Такие каналы делаются во многих цельных сверлах и во всех корпусных. Внутренняя подача СОЖ необходима при сверлении глубоких отверстий (глубиной 10 и более диаметров). При этом важно не столько охлаждение, сколько удаление стружки. Давление СОЖ вымывает стружку из зоны резания, что позволяет избежать её пакетирования или повторного резания. Если в таком случае невозможно организовать подачу СОЖ, то приходится осуществлять сверление с периодическими выводами сверла для удаления стружки. Такой метод крайне непроизводителен.
При сверлении ручным инструментом сверление время от времени прерывают и окунают сверло в ёмкость с жидкостью (чем ниже её теплоёмкость и больше тепло-проводимость тем лучше пройдёт охлаждение сверла).
Зенковка
Зенко́вка — многолезвийный режущий инструмент для обработки отверстий в деталях с целью получения конических или цилиндрических углублений, опорных плоскостей вокруг отверстий или снятия фасок центровых отверстий.
Применяется для обработки просверлённых отверстий под головки болтов, винтов и заклёпок.
Зенковки для цилиндрических углублений и опорных плоскостей часто называют цековками.
Виды зенковок
По форме режущей части зенковки подразделяются на:
цилиндрические
конические
торцовые (цековки).
Цилиндрические зенковки состоят из рабочей части и хвостовика. Для обеспечения соосности отверстия и образованного зенковкой углубления имеют направляющую цапфу.
Конические зенковки также состоят из рабочей части и хвостовика. Для обеспечения соосности отверстия и образованного зенковкой углубления могут иметь направляющую цапфу. Бывают прямые и обратные-двухсоставные (используемые при отсутствии прямого подхода).
Цековки предназначены для зачистки торцевых поверхностей бобышек под шайбы, упорные кольца или гайки.
По диаметру обрабатываемых отверстий:
для отверстий от 0,5 до 1,5 мм (простые)
для отверстий от 0,5 до 6 мм (без предохранительного или с предохранительным конусом)
для отверстий от 8 до 12 мм (с конусным хвостовиком)
Зенкование
Зенкование (от нем. Senkung — спуск, склон; погружение, опускание) — процесс обработки с помощью зенковки отверстия в детали для снятия фасок, образования гнёзд под потайные головки крепёжных элементов (заклёпок, болтов, винтов). Не следует путать с зенкерованием — обработки цилиндрических и конических отверстий с целью увеличения их диаметра, повышения качества поверхности и точности.
Как большинство слесарных терминов в русском языке, слово заимствовано из немецкого языка
Зенкерование Зенкерование (от нем. senken «проходить, углублять ») — вид механической обработки резанием, в котором с помощью специальных инструментов (зенкеров) производится обработка цилиндрических и конических отверстий в деталях с целью увеличения их диаметра, повышения качества поверхности и точности. Зенкерование является получистовой обработкой резанием. По конструкции зенкеры бывают цельными или насадными, могут иметь различные направления угла спирали(правое, левое, прямое)
Не следует путать зенкерование с зенкованием — обработкой фаски (краев отверстия).
Назначение зенкерования
Зенкерование как получистовая и, отчасти, чистовая операция механической обработки имеет следующие основные назначения:
Очистка и сглаживание поверхности отверстий: перед нарезанием резьбы или развёртыванием;
Калибрование отверстий: для болтов, шпилек и другого крепежа.
Зенкерование выполняется в литьевых отверстиях с припуском для последующего развертывания или нарезания резьбы(зенкером N1 - в минусе от номинала) , либо получения проходного отверстия с квалитетом H11 и выше (зенкером N2).Возможна также предварительная обработка зенкером отверстий после сверления как правило перед развёртыванием для получения отверстий с необходимым квалитетом в особо ответственных деталях или сложнообрабатываемых материалах.
Виды зенкерования
Зенкерование является точной операцией механической обработки и требует высокой мощности, соответственно, является машинной операцией и выполняется на следующих станках:
Сверлильные станки всех типов: наиболее часто.
Станки токарной группы: наиболее часто.
Расточные станки: часто как вторичная операция.
Фрезерные (горизонтальные и вертикальные): редко. В основном на фрезерных с ЧПУ (как часть программы).
Агрегатные станки: как одна из операций в автоматической линии.
Зенкерование выполняется зенкерами. Зенкер представляет собой многолезвийный (3—12 лезвий) инструмент, имеющий ось вращения, при вращении которого его лезвиями производится обработка отверстия.
Основные виды зенкеров:
Зенкеры машинные цельные с метрическим конусом либо конусом Морзе;
Зенкеры насадные.
Зенкеры изготовляют преимущественно из быстрорежущих сталей или оснащёнными пластинами твёрдых сплавов. При зенкеровании широко применяются смазочно-охлаждающие вещества.
Развертывание
Развёртывание — вид чистовой механической обработки отверстий резанием.[1]
Производят после предварительного сверления и зенкерования для получения отверстия с меньшей шероховатостью. Вращающийся инструмент — развёртка — снимает лезвиями мельчайшие стружки с внутренней поверхности отверстия. Условия резания и нагрузка на инструмент при выполнении развёртывания, и шероховатость поверхности схожи с так называемым протягиванием.
Не следует путать развертывание с зенкерованием. Последнее является получистовой операцией, выполняемой обычно над отверстиями в литых деталях с целью удаления литьевой шероховатости и получения отверстий невысокой точности. Зенкерование также рекомендуется выполнять перед развёртыванием (чистовой операцией).
Назначение развертывания
Развёртывание является необходимой чистовой операцией для:
Получения точных калиброванных отверстий: посадочные для подшипников, отверстия для плунжеров, валов и др
Получения малой шероховатости поверхности отверстий: для уменьшения трения, для плотного контакта или посадки.
Развёртывание выполняется на всех станках применяемых и приспособленных для зенкерования, и в редких случаях вручную.
Инструмент для развертывания
Основным инструментом для выполнения развёртывания являются так называемые развёртки, представляющие собой многолезвийные (4-20 лезвий) цилиндрические либо конические инструменты, имеющие ось вращения и при вращении которых происходит резание материала. При развёртывании применяют следующие виды развёрток:
Цилиндрические цельные ручные: Ручная развёртка отверстий от 1 до 32 мм в диаметре (глубиной до 150 мм).
Конические цельные ручные: Ручное развёртывание конических отверстий (до конус Морзе 3).
Цилиндрические цельные машинные: развёртка отверстий до 150 мм.
Конические цельные машинные: развёртка любых инструментальных конусных поверхностей.
Цилиндрические раздвижные ручные: регулирование диаметра развёртки (подгонка отверстий до 32 мм в диаметре).
Цилиндрические раздвижные машинные: регулирование диаметра развёртки.
Развёртки изготовляют из инструментальных (среднелегированных чаще, быстрорежущих реже, углеродистых редко) сталей, и оснащённых твёрдыми сплавами.
Развёртывание производят как без охлаждения («всухую») так и с охлаждением СОЖ.
| 1 | Назначение сверления |
| 2 | Виды сверления |
| 3 | Сверление – это…. |
| 4 | Зенковка |
| 5 | Виды зенковок |
| 6 | Применяется Зенковка |
| 7 | Зенкование |
| 8 | Назначение зенкерования |
| 9 | Виды зенкерования |
| 10 | Развертывание |
| 11 | Инструмент для развертывания |
Дополнительный материал
Основными ручными немеханизированными инструментами для сверления являются коловорот, винтовая дрель, ручная дрель и трещотка.
Коловорот (рис. 1, а) применяют для сверления мелких отверстий в дереве, фибре и мягких металлах, а также для отвинчивания и завинчивания шурупов и винтов, гаек, притирки клапанов.
Коловорот состоит он из изогнутого стального стержня, на верхнем конце которого имеется свободно вращающаяся упорная шляпка, а на нижнем конце укреплен патрон. На колене посажена свободно вращающаяся деревянная ручка. При работе коловоротом нажимают на упор левой рукой или грудью (создают усилие подачи сверлу), а правой рукой за ручку вращают коловорот.
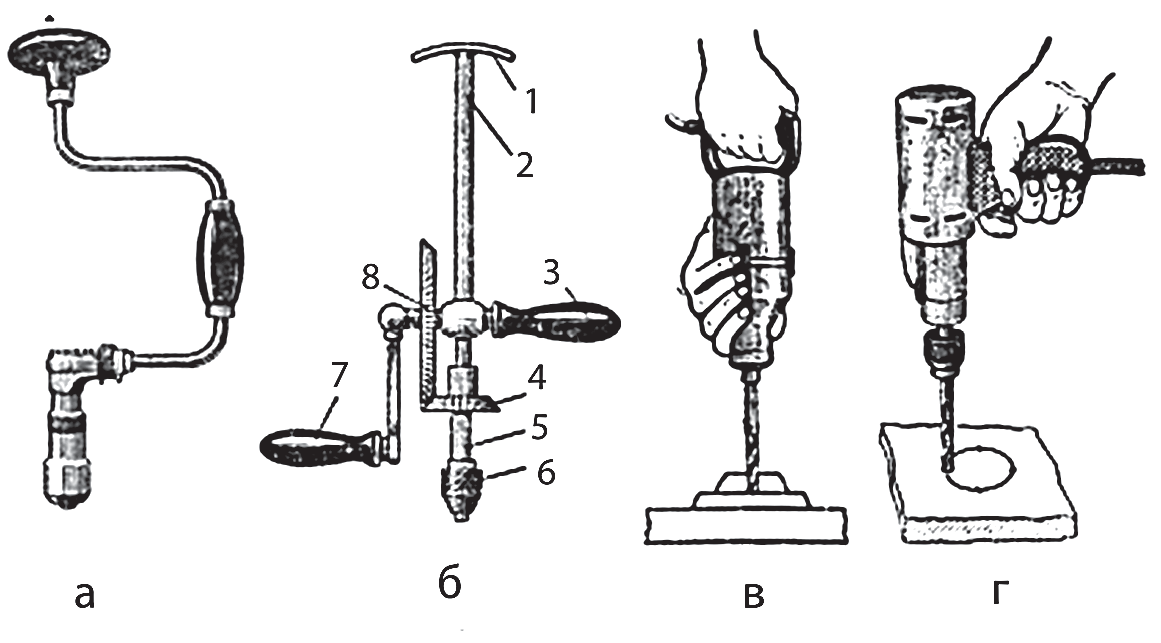
Рис. 1. Устройства для сверления: а — коловорот; б — ручная дрель для отверстий до 8 мм; в — электродрель для отверстий от 10 до 20 мм; г — электродрель пистолетного типа для отверстий до 8-10 мм
Ручная дрель с конической передачей. Эту дрель (рис. 1, б) используют для сверления отверстий диаметром до 8 мм. Состоит она из стального стержня 2, на котором неподвижно укреплены рукоятки 3 и 7 и шляпка 1. При вращении рукоятки 7 движение передается большой конической шестерне 8, свободно сидящей на оси, а от нее к малой конической шестерне 4, неподвижно сидящей на втулке 5, и патрону 6, в котором закреплено сверло. При работе дрель удерживают левой рукой за рукоятку 3, правой вращают рукоятку 7. При сверлении отверстий большого диаметра при необходимости можно нажать грудью на шляпку 1. Дрель с зубчатой передачей может сделать до 300 об/мин.
Электрические сверлильные машины. Эти электрические дрели питаются постоянным или переменным током нормальной частоты и переменным током повышенной частоты (высокочастотные дрели). Электрические машины выпускают трех типов: тяжелого (для отверстий диаметром 20–32 мм), среднего (для отверстий диаметром 10-20 мм) и легкого (для отверстий диаметром до 8–10 мм). Тяжелые сверлильные машины обычно имеют на корпусе две боковые рукоятки или две рукоятки и упор; средние — одну замкнутую рукоятку на задней части корпуса (рис. 1, в), легкие — рукоятку пистолетной формы (рис. 1, г).
Пневматические дрели. В заводских условиях находят применение пневматические сверлильные машины (пневматические дрели). Пневматические дрели по своим возможностям и по форме (эргономике) исполнения во многом совпадают с ручными электрическими машинами (рис. 1, г).
Ремонтные работы в зависимости от трудоемкости могут выполняться на сверлильных станках (в основном при изготовлении деталей при ремонте). Для этой цели используются настольно-сверлильные и одношпиндельные вертикально-сверлильные станки.
1. Сверление и рассверливание
Наиболее распространенным методом получения отверстий в сплошном материале является сверление ручной дрелью или с помощью настольного сверлильного станка. Движение резания при сверлении — вращательное, движение подачи — поступательное.
Перед сверлением отверстия определяют положение его центра на заготовке. На пересечении линий, проведенных чертилкой, керном пробивают положение центра отверстия.
Для крепления сверл с цилиндрическими хвостовиками (диаметром до 16 мм) применяют сверлильные кулачковые патроны (рис. 2). Сверло закрепляется кулачками 6, которые могут сводиться и разводиться, перемещаясь в пазах корпуса 2. На концах кулачков выполнены рейки, которые находятся в зацеплении с резьбой на внутренней поверхности кольца 4. От ключа 5, через коническую передачу приводится во вращение втулка 3 с кольцом 4, по резьбе которого кулачки 6 перемещаются вверх или вниз и одновременно в радиальном направлении. Для установки патрона на конический хвостовик 1 шпинделя дрели или станка патроны снабжаются коническим отверстием.
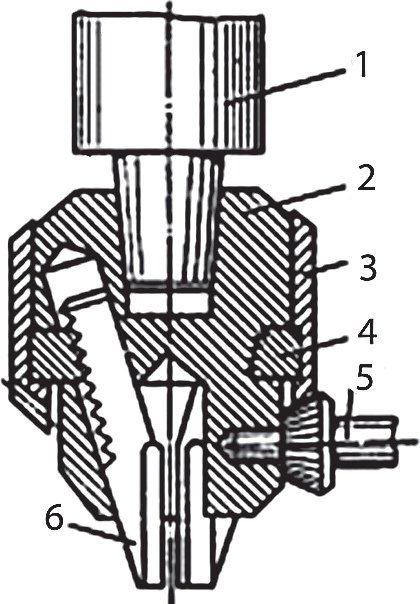
Рис. 2. Сверлильный кулачковый патрон
2. Технология и приемы сверления
Перед началом сверления дрелью сверло приводится во вращение. Сверло плавно (без удара) подводят к закрепленной заготовке и производят совмещение сверла с накерненным центром отверстия и сверлят на небольшую глубину (надсверливают). Затем отводят инструмент, останавливают сверло и проверяют точность расположения надсверленного отверстия.
Для того, чтобы сверло не сместилось, рекомендуют произвести предварительно сверловку заготовки сверлом небольшого диаметра 2–5 мм. Благодаря этому при окончательном рассверлении отверстия поперечная кромка сверла не работает, что уменьшает смещение сверла относительно оси отверстия на заготовке при окончательном сверлении.
При сверлении отверстия, глубина которого больше его диаметра, сверло периодически выводят из обрабатываемого отверстия и очищают канавки сверла и отверстие заготовки от накопившейся стружки.
Для уменьшения трения инструмента о стенки отверстия сверление производят с подводом смазочно-охлаждающей жидкости (СОЖ), особенно при обработке стальных и алюминиевых заготовок. Чугунные, латунные и бронзовые заготовки можно сверлить без охлаждения. Применение СОЖ позволяет повысить скорость резания в 1,4–1,5 раза. В качестве СОЖ используются раствор эмульсии (для конструкционных сталей), компаундированные масла (для легированных сталей), раствор эмульсии и керосин (для чугуна и алюминиевых сплавов). Если на станке охлаждение не предусмотрено, то в качестве СОЖ используют смесь машинного масла с керосином, в которую окунают сверло или поливают сверло из масленки.
При сверлении напроход в момент выхода сверла из заготовки необходимо резко снизить подачу во избежание поломки сверла. Для сохранности инструмента при сверлении следует работать с максимально допустимыми скоростями резания и с минимально допустимыми подачами. У правильно заточенного сверла работают обе режущие кромки и стружка сходит по двум спиральным канавкам.
Размеры отверстия при сверлении получаются больше заданных, если режущие кромки сверла имеют разную длину, хотя и заточены под одинаковыми углами; режущие кромки имеют разную длину и заточены под разными углами; режущие кромки имеют равную длину, но заточены под разными углами. При неправильно и недостаточно заточенном сверле получается косое отверстие с большой шероховатостью поверхности. Кроме того, при работе недостаточно заточенным (тупым) сверлом у выходной части отверстия образуются заусенцы. Неодинаковая длина режущих кромок и несимметричная их заточка, эксцентричное расположение перемычки и различная ширина ленточек вызывают защемление сверла в отверстии, что увеличивает силы трения (по мере углубления сверла в заготовку) и, как следствие, приводят к поломке инструмента.
Обрабатываемое отверстие называется глубоким, если его глубина в 5 раз больше его диаметра. При сверлении глубокого отверстия применяют длинное спиральное сверло с обычными геометрическими параметрами, которое периодически выводят из обрабатываемого отверстия для охлаждения и удаления накопившейся в канавках стружки. Для повышения производительности обработки применяют сверла с принудительным отводом стружки.
Установка и закрепление заготовок на столе сверлильного станка могут быть выполнены по-разному. Это зависит от размеров, конфигурации и массы заготовки, а также от диаметра обрабатываемого отверстия и др.
Мелкие детали при сверлении в них отверстий диаметром до 10 мм обычно закрепляют в ручных тисках или удерживают от проворота плоскогубцами. При обработке отверстий большего диаметра заготовка должна закрепляться более надежно, например в машинных тисках. Перед установкой машинных тисков на столе станка тщательно освобождают его от стружки, очищают поверхность стола от загрязнений, протирают и смазывают маслом опорные плоскости. После выверки тисков относительно шпинделя станка крепят их к поверхности стола станочными болтами, заведенными в Т-образные пазы стола. При сверлении отверстий малого диаметра тиски можно не крепить.
Заготовки, не помещающиеся между губками тисков, закрепляют прижимными планками к поверхности стола или приспособления.
При обработке сквозных отверстий необходимо учитывать возможность выхода режущего инструмента из отверстия без повреждения поверхности стола или приспособления, или самого инструмента.
При сверлении ось сверла должна быть перпендикулярна к поверхности, на которой сверлят отверстие. Если это не обеспечено, то ось отверстия будет расположена косо и возможна поломка сверла.
Перед началом работы стол станка и опорные поверхности приспособлений нужно очищать от стружки и других посторонних предметов.
Под деталь при сверлении сквозных отверстий (рис. 3, а) следует подкладывать деревянную подкладку, а для точных деталей — стальное кольцо или плитку с отверстием для прохода сверла.

Рис. 3. Сверление отверстий насквозь (а), на цилиндрической (б) и наклонной поверхностях (в)
При сверлении отверстий на цилиндрической или наклонной поверхности так, как это показано (рис. 3, б, в), необходимо предварительно подготовить площадку А. Эту площадку можно выполнить фрезерованием или засверловкой перпендикулярно к поверхности и лишь после этого сверлить отверстие. Различают сверление по разметке и сверление по кондуктору.
Сверление по разметке. Центр отверстия накернивают кернером с углом заострения, примерно равным углу при вершине сверла. Обрабатываемую заготовку закрепляют так, чтобы центр отверстия и вершина сверла совпадали.
Вначале при небольшой ручной подаче просверливают отверстие на глубину, равную примерно 1/4 диаметра сверла, и затем осматривают полученную окружность. Если полученная окружность не сместилась относительно центра разметки, то сверление продолжают. Если же центр сверления сместился, то слесарным канавочником с полукруглым лезвием прорубают канавку от центра сверления в сторону, куда нужно сместить центр сверла. После этого вновь накернивают в прорубленной канавке смещенный центр отверстия и начинают сверление. При сверлении глубоких отверстий спиральным сверлом следует периодически, не останавливая станка, выводить сверло из отверстия и удалять стружку из канавок.
При сверлении необходимо охлаждать стальное сверло. Для этого достаточно окунать сверло малого диаметра в охлаждающую жидкость, когда его выводят из отверстия для освобождения от стружки. При сверлении отверстий большого диаметра охлаждающую жидкость подают в зону сверления.
Точность сверления можно повысить примерно на 50%, если сначала просверлить отверстие сверлом меньшего диаметра, а затем — сверлом требуемого диаметра. При втором сверлении давление подачи уменьшается на 70–80%.
В конце сверления сквозного отверстия во избежание поломки и заедания сверла следует выключить автоматическую подачу и вручную аккуратно закончить сверление. Прежде чем остановить станок, необходимо вывести сверло из отверстия. Сверление по сопрягаемой детали или по кондуктору. По разметке сверлят отверстие только в одной детали. Затем через просверленные отверстия размечают и затем накернивают отверстия в другой сопрягаемой детали, как по шаблону, либо непосредственно просверливают отверстия в другой сопрягаемой детали.
Если необходимо просверлить в цилиндрической детали отверстие, смещенное относительно центра детали, то предварительно во втулке, которая плотно сидит на валу, сверлят смещенное на нужную величину А отверстие (рис. 4, а). Затем в нужном положении закрепляют вал со втулкой и через предварительно подготовленное отверстие во втулке, как по шаблону, производят сверление отверстия в валу.
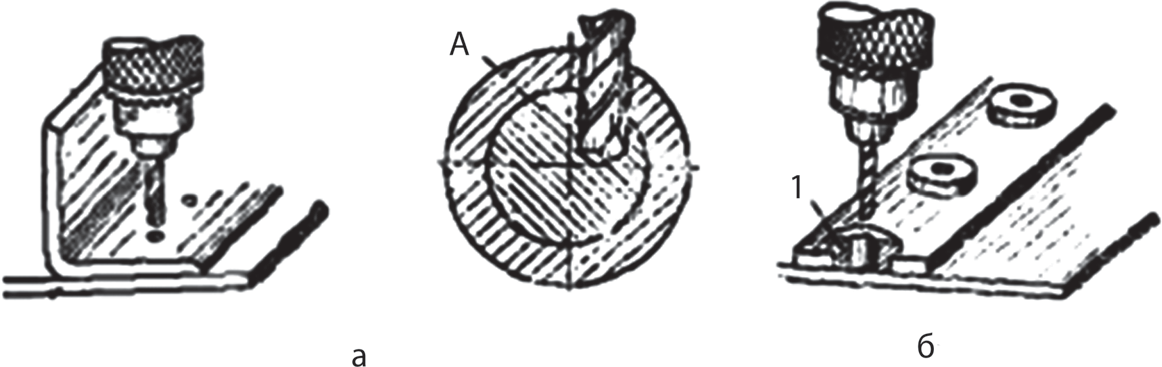
Рис. 4. Сверление отверстий по шаблону (а) и по кондуктору (б)
В кондукторе (рис. 4, б) заранее расточены отверстия точно на таком расстоянии, на каком они должны быть расположены в детали. В эти отверстия кондуктора вставлены стальные закаленные кондукторные втулки 1 с внутренним диаметром, равным диаметру сверла.
После наложения (закрепления) кондуктора на детали сверло пропускают последовательно через каждую кондукторную втулку и сверлят отверстия.
Этот способ обеспечивает более полное совпадение осей отверстий, чем при разметке.
Зенкерованием обрабатывают отверстия, предварительно штампованные, литые или просверленные (рис. 5, а). Припуск под зенкерование (после сверления) равен 0,5–3 мм на сторону. Зенкеры выбирают в зависимости от обрабатываемого материала, вида обрабатываемого отверстия (сквозное, ступенчатое, глухое), диаметра отверстия и заданной точности. Отверстие, обработанное зенкером, получается более точным, чем обработанное сверлом. Зенкер имеет три и более режущие кромки, он прочнее сверла, поэтому сечение стружки при зенкеровании получается тоньше, а подача в 2,5– 3 раза больше, чем при сверлении. Зенкерование может быть как предварительным (перед развертыванием), так и окончательным. Зенкерование применяют также для обработки углублений и торцовых поверхностей.
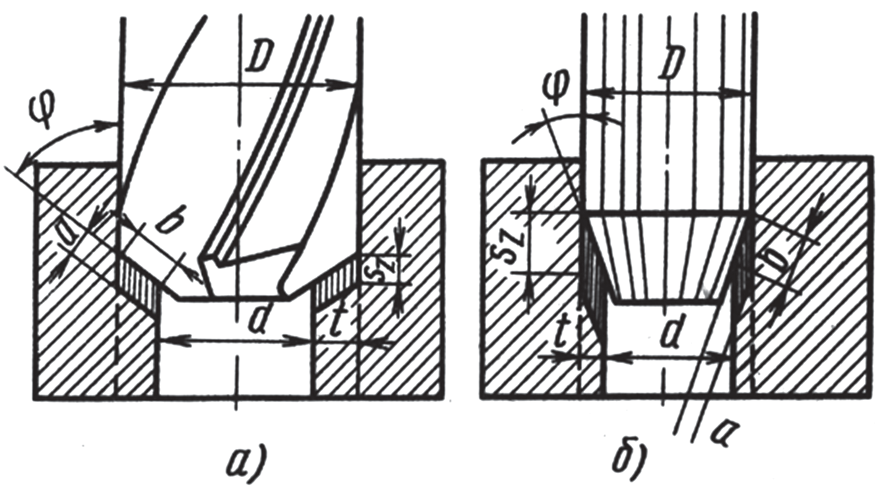
Рис. 5. Элементы резания при зенкеровании (а) и развертывании (б): а и b — толщина и ширина среза, S — подача, t — глубина резания
Для уменьшения увода зенкера от оси отверстия (особенно при обработке литых или штампованных глубоких отверстий) предварительно его растачивают (резцом) до диаметра, равного диаметру зенкера на глубину, примерно равную половине длины рабочей части зенкера.
Для обработки высокопрочных материалов (σв750 МПа) применяют зенкеры, оснащенные пластинками из твердого сплава. При работе твердосплавными зенкерами скорость резания в 2–3 раза больше, чем зенкерами из быстрорежущей стали. При обработке материалов высокой прочности и отливок по корке скорость резания твердосплавных зенкеров следует уменьшать на 20–30%.
Развертывание применяют в тех случаях, когда необходимо получить точность и качество поверхности выше, чем это может быть достигнуто зенкером. Развертка имеет больше режущих кромок, чем зенкер, поэтому при развертывании уменьшается сечение стружки и повышается точность отверстия. Отверстия диаметром до 10 мм развертывают после сверления, отверстия большего диаметра перед развертыванием обрабатывают, а торец подрезают. Припуск под развертывание равен 0,15–0,5мм для черновых разверток и 0,05–0,25 мм для чистовых разверток (рис. 5, б).
При работе чистовыми развертками на токарных станках применяют качающиеся оправки, которые компенсируют несовпадение оси отверстия с осью развертки. Чтобы обеспечить высокое качество oбpаботки, сверление, зенкерование (или растачивание) и развертывание отверстий производят за одну установку заготовки на станке. Подача при развертывании стальных деталей равна 0,5–2 мм/об, чугунных — 1–4 мм/об. Скорость резания при развертывании 6–16м/мин. Чем больше диаметр обрабатываемого отверстия, тем меньше должна быть скорость резания при одинаковой подаче; при увеличении подачи скорость резания снижают.
Литература
1.Кожевников Д. В., Кирсанов С. В. Металлорежущие инструменты. Учебник (гриф УМО). Томск: Изд-во Томского ун-та. 2003. 392 с. (250 экз.).
2.Кожевников Д. В., Кирсанов С. В. Резание материалов. Учебник (гриф УМО). М.: Машиностроение. 2007. 304 с. (2000 экз.).
3.ГОСТ 14953—80 Зенковки конические. Технические условия
Интернет ресурсы:
1.https://ru.wikipedia.org/wiki/%D0%A1%D0%B2%D0%B5%D1%80%D0%BB%D0%B5%D0%BD%D0%B8%D0%B5
2. https://ru.wikipedia.org/wiki/%D0%97%D0%B5%D0%BD%D0%BA%D0%BE%D0%B2%D0%BA%D0%B0
3.https://ru.wikipedia.org/wiki/%D0%97%D0%B5%D0%BD%D0%BA%D0%B5%D1%80%D0%BE%D0%B2%D0%B0%D0%BD%D0%B8%D0%B5
Дополнительный материал
1. https://extxe.com/19084/sverlenie-zenkerovanie-razvertyvanie/














Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!
Полезное для учителя

Реализация образовательных программ осуществляется с применением исключительно электронного обучения и ДОТ

