
Россия, Донской


СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока

Был в сети 04.04.2023 13:19

Казакевич Игорь Антонович
преподаватель спецдисциплин, обучаю "Сварщиков"
60 лет
Местоположение
Специализация
Конспект МДК. 04.01
Категория:
Технология
03.04.2023 20:50

Просмотр содержимого документа
«Конспект МДК. 04.01»
Оборудование сварочного поста для сварки в среде углекислого газа плавящимся электродом
Сварочный пост для сварки в среде углекислого газа состоит из электрической и механической частей и газовой магистрали.
В электрическую часть поста входят: источник питания, пульт управления, и цепь сварочного тока.
В механическую часть поста входят: механизм подачи сварочной проволоки, газоэлектрическая горелка и устройства для размещения и закрепления деталей.
Газовая магистраль включает баллон с газом, шланги для подачи газа и следующие газовые приборы: подогреватель, осушитель, редуктор, расходомер, газоэлектрический клапан.
2. Оборудование сварочного поста для аргонодуговой сварки неплавящимся электродом
Сварочный пост для аргонодуговой сварки неплавящимся электродом состоит из электрической и механической частей и газовой магистрали.
В электрическую часть поста входят: источник питания, амперметр, вольтметр, балластный реостат, и цепь сварочного тока.
В газовую часть поста входят: газоэлектрическая горелка и устройства для размещения и закрепления деталей.
Газовая магистраль включает баллон с аргоном, шланги для подачи газа и следующие газовые приборы: редуктор, расходомер, газоэлектрический клапан.
Сварочные полуавтоматы для сварки в среде углекислого газа
В большинстве полуавтоматов проволока подается в дугу по способу толкания, для чего применяют механизм подачи в дугу, имеющий привод от электродвигателя и систему роликов для подачи проволоки через гибкий шланг в дугу. Держатель-горелка в таких полуавтоматах имеет небольшие габариты и вес.
При применении тонкой проволоки способ подачи толканием недостаточно надежен, так как проволока легко изгибается и равномерность ее подачи нарушается. В таких случаях используют полуавтоматы с подачей проволоки способом протягивания. Механизм подачи проволоки располагается в самом держателе и снабжается специальным малогабаритным электродвигателем. Это усложнят конструкцию держателя, увеличивает его габариты и вес.
4. Сварочные полуавтоматы для аргонодуговой сварки
Для полуавтоматической аргоно-дуговой сварки неплавящимся электродом на постоянном токе из нержавеющих сталей, алюминия, меди и цветных сплавов малых толщин (0,2 – 2,5 мм) применяются установки типа УДГ – 101.
Для сварки неплавящимся вольфрамовым электродом на переменном токе алюминия и его сплавов предназначены установки типа УДАР. В качестве источников питания для них служат сварочные трансформаторы.
Горелки для аргоно-дуговой сварки одновременно проводят к электроду ток и струю аргона.
5. Классификация сварочных полуавтоматов
Полуавтоматы для дуговой сварки плавящимся электродом на постоянном токе классифицируют в соответствии со стандартом следующим образом:
по способу защиты сварочной дуги;
по типу применяемой электродной проволоки;
по способу регулирования скорости подачи электродной проволоки;
по компоновке;
по транспортабельности;
по способу транспортирования подающего механизма;
по способу подачи электродной проволоки;
по размещению аппаратуры управления;
по типу;
по способу охлаждения горелки.
6. Устройство и основные узлы сварочных полуавтоматов
В состав полуавтоматов входят: механизм подачи электродной проволоки, горелка со шлангом, кассета (катушка) для проволоки, шкаф или блок управления, провода сварочной цепи и цепи управления, аппаратура системы подачи защитного газа, источник питания.
Полуавтоматы для сварки порошковой проволокой не имеют газовой аппаратуры.
7. Технология сварки в аргоновой атмосфере
В ходе подготовки к сварке необходимо так же, как и при использовании других методов, провести зачистку и обезжиривание зоны шва.
В правой руке сварщика находится горелка с вольфрамовым электродом, в левой — присадочный пруток. За 10-15 секунд до начала работы в сварочную зону подают газ. Когда он вытеснит воздух и создаст защитное облако, кончик электрода поводят на расстояние 2-2,5 мм к заготовке и разжигают дугу высоковольтным импульсом.
Присадочный пруток аккуратно, не касаясь электрода, вводят в рабочую зону. Он плавится и вместе с расплавленными кромками заготовок образует шовный материал. Горелку и вслед за ней пруток плавно ведут по линии шва, точно сохраняя их взаимное положение.
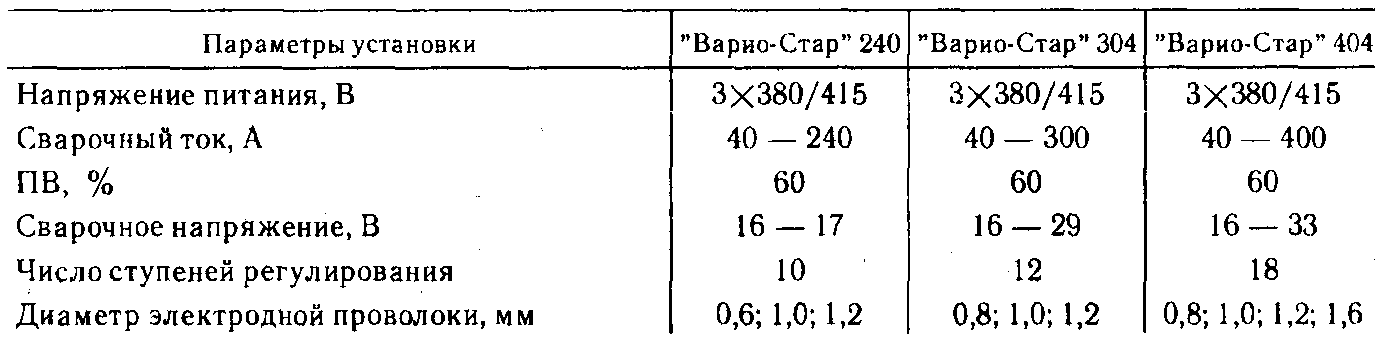
8. Технические характеристики сварочных полуавтоматов
9. Вспомогательное оборудование для частично механизированной сварки (наплавки) плавлением в защитном газе
Горелки со шлангом служат для направления в зону дуги электродной проволоки, защитного газа.
Механизмы подачи проволоки могут быть в исполнении со ступенчатым, механическим регулированием скорости подачи (полуавтомат ПДГ-508) и сплошным регулированием на базе малогабаритных двигателей постоянного тока (полуавтоматы ПДГ-312, ПДГ-516М и т.п.).
Подающие ролики – составная часть подающего механизма, предназначены для проталкивания электродной проволоки через гибкий шланг к сварочной горелке.
10. Аппаратура для частично механизированной сварки (наплавки) плавлением в защитном газе
Газовая аппаратура предназначена для обеспечения защиты зоны сварочной дуги инертным газом или смесью газов. В нее входят баллоны, подогреватели и осушители газа, регуляторы давления, расходомеры, газовые смесители и электромагнитные клапаны.
11-16 практическое занятие № 1:
«Ознакомление с устройством и принципом работы сварочного полуавтомата»
ознакомление с краткими теоритическими сведениями об устройстве и принципе работы сварочного полуавтомата;
выполнение задания.
17-18 контрольное занятие № 1:
«Оборудование сварочного поста для частично механизированной сварки (наплавки) плавлением в защитном газе»
ознакомление с краткими теоритическими сведениями об оборудование сварочного поста;
выполнение контрольных заданий.
19 Материалы, применяемые для сварки в защитных газах
Защитные газы:
Аргон – газ без цвета, запаха и вкуса, тяжелее воздуха, не ядовит и не взрывоопасен.
Гелий – газ без цвета, запаха и вкуса, легче Аr в 10 раз, воздуха - в 7,3 раз.
Углекислый газ слегка кисловатого запаха и вкуса, тяжелее воздуха, не ядовит и не взрывоопасен.
Электроды и проволока:
Для сварки в инертных газах в качестве неплавящегося электрода используют вольфрамовую проволоку d = 0,5 - 3мм или кованые прутки d =7 - 8мм.
Для сварки постоянным током прямой полярности применяют вольфрамовые электроды диаметром d=1-7,5мм c содержанием тория 1,5 -2%.
В качестве присадочной проволоки при сварке в инертных газах неплавящимся электродом применяют проволоку диаметром Ø1,6 - 5 мм такого же химсостава, как и свариваемый металл. При сварке плавящимся электродом применяют проволоку диаметром Ø 0,8 - 3мм.
20 Сварочная проволока сплошного сечения
На сварочную проволоку разработаны следующие стандарты: ГОСТ 2246-70 «Проволока стальная сварочная» и ГОСТ 10543- 98 «Проволока стальная наплавочная». Имеются также стандарты на проволоки для сварки алюминиевых, никелевых, медных сплавов и др.
Поверхность сварочной проволоки должна быть чистой и гладкой, без окалины, ржавчины, масла и других загрязнений. Омеднение снижает коррозию проволоки и улучшает электрический контакт ее с токоподводящим устройством.
21 Порошковая проволока
Порошковая проволока - сварочная проволока, состоящая из металлической оболочки, заполненной порошкообразными веществами.
Порошок, входящий в состав порошковой проволоки, при расплавлении электрической дугой выполняет следующие функции:
• обеспечивает газовую и шлаковую защиту сварочной ванны от воздействия окружающей среды;
• способствует раскислению металла сварочной ванны;
• легирует сварной шов;
• стабилизирует дуговой разряд;
• рафинирует сварной шов.
22 Газы защитные
Углекислый газ CO2 (углекислота, двуокись углерода, диоксид углерода, угольный ангидрид) в зависимости от давления и температуры может находиться в газообразном, жидком или твердом состоянии.
Гелий – инертный газ без цвета, запаха и вкуса, с атомной массой 4 и плотностью 0,178 г/л (при температуре +20°C). Гелий значительно легче воздуха. Температура его сжижения составляет -268,9°C.
Аргон – инертный газ с атомной массой 39,9, в обычных условиях – бесцветный, без запаха и вкуса, примерно в 1,38 раза тяжелее воздуха. Аргон считается наиболее доступным и сравнительно дешевым среди инертных газов.
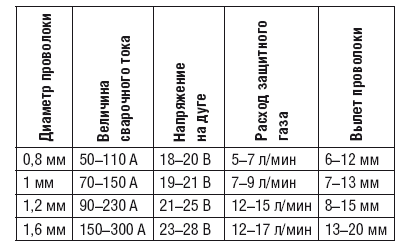
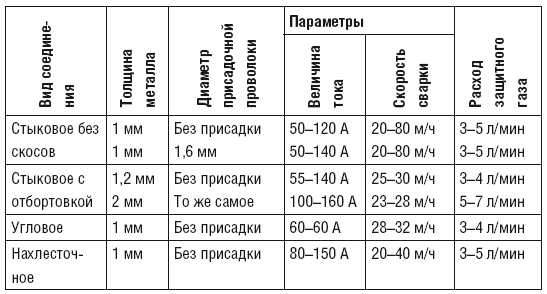
23 Режимы и техника сварки в защитном газе
Режимы дуговой сварки в среде углекислого газа
Примерные режимы аргонодуговой сварки нержавеющей стали
24 Сварка различных сталей в защитном газе
Параметры сварки различных сталей в защитном газе:
Величина, род и полярность тока.
Напряжение на дуге.
Диаметр, наклон, скорость подачи и вылет электродной проволоки.
Расход углекислого газа (7– 20 л/мин).
Скорость сварки (20–80 м/ч), причем скорость подачи проволоки определяется методом подбора под соответствующий режим.
25 Сварка цветных металлов и их сплавов в защитном газе
Сварка медных сплавов. Вследствие высокой теплопроводности меди, для ее сварки необходимы мощные источники теплоты с высокой степенью концентрации тепловой энергии, иногда используют предварительный и сопутствующий подогревы.
Сварка алюминиевых и магниевых сплавов. Наличие оксидной пленки на поверхности алюминия препятствует сплавлению свариваемых кромок между собой, а также основного и присадочного металлов.
Сварка титановых сплавов. Вследствие малой теплопроводности титановых сплавов на образование сварного соединения требуется меньшее количество теплоты, чем при сварке малоуглеродистой стали.
26 Сварка чугуна в защитном газе
Сварка в углекислом газе стальной проволокой сплошного сечения.
При сваркечугуна в углекислом газе на малых режимах тонкой стальной проволокой марок Св-08Г2С, Св-08ГС и Св-12ГС на чугунных тонкостенных отливках образуется благоприятный химический состав металла шва и не возникает трещин. При этом в околошовной зоне все же появляется тонкий слой отбеленного чугуна, что несколько затрудняет механическую обработку изделия, однако прочность сварного соединения в целом получается удовлетворительной.
27 Дуговая сварка порошковой проволокой
Особенностью сварки порошковыми проволоками является малая глубина проплавления основного металла.
Основными режимами механизированной дуговой сварки порошковой проволокой являются: величина сварочного тока, род и полярность тока, напряжение на дуге, скорость сварки Vсв, диаметр электродной проволоки, тип порошковой проволоки, скорость подачи проволоки Vпп. При использовании дополнительной защиты зоны сварки - расход углекислого газа.
28-31 практическое занятие № 2:
«Отработка техники механизированной сварки в защитном газе в нижнем положении стыковых швов»
1. ознакомление с краткими теоритическими сведениями о технике механизированной сварки в нижнем положении стыковых швов;
2. выполнение задания.
32-35 практическое занятие № 3:
«Отработка техники механизированной сварки в защитном газе в нижнем положении угловых швов»
ознакомление с краткими теоритическими сведениями о технике механизированной сварки в защитном газе в нижнем положении угловых швов»;
выполнение задания.
36-39 практическое занятие № 4:
«Отработка техники механизированной сварки в защитном газе в вертикальном положении стыковых швов»
ознакомление с краткими теоритическими сведениями о технике частично механизированной сварки в защитном газе в вертикальном положении стыковых швов;
выполнение задания.
40-43 практическое занятие № 5:
«Отработка техники механизированной сварки в защитном газе в горизонтальном положении стыковых швов»
ознакомление с краткими теоритическими сведениями о технике механизированной сварки в защитном газе в горизонтальном положении стыковых швов»;
выполнение задания.
44-47 практического занятия № 6:
«Отработка техники механизированной в защитном газе трубных стыков»
ознакомление с краткими теоритическими сведениями о технике механизированной сварки в защитном газе трубных стыков»;
выполнение задания.
48-49 контрольное занятие № 2:
«Расчет режима сварки в среде углекислого газа швов стыковых соединений»
ознакомление с краткими теоритическими сведениями об основных сварочных материалах для частично механизированной сварки (наплавки) плавлением в защитном газе;
выполнение контрольных заданий.
50 Общие сведения о наплавке в защитных газах
Наплавку в среде защитных газов применяют для восстановления изношенных поверхностей деталей машин, изготовленных из мало- и среднеуглеродистых сталей и чугуна. В качестве защитной среды используют аргон, гелий, углекислый газ, водяной пар и др. Ввиду дешевизны наибольшее распространение получил углекислый газ и водяной пар.
51 Технология наплавки в защитном газе
С целью уменьшения разбрызгивания металла наплавка в среде защитного газа производится самой короткой дугой. Наплавку плоских поверхностей во избежание коробления деталей производят отдельными участками «вразброс». Цилиндрические детали можно наплавлять по винтовой линии, как непрерывным валиком, так и с поперечными колебаниями электрода. Короткие участки могут наплавляться продольными валиками вдоль оси цилиндрической детали, но здесь возможно возникновение деформаций, которые в процессе наплавки следует уравновешивать. Для этого наплавка каждого последующего валика должна производиться с противоположной стороны по отношению к уже наплавленному.
52 Дифференцированный зачет








© 2023, Казакевич Игорь Антонович 344 5
Рекомендуем курсы ПК и ППК для учителей





Похожие файлы
Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!
Полезное для учителя

Реализация образовательных программ осуществляется с применением исключительно электронного обучения и ДОТ

